245fa和环戊烷发泡
- 格式:doc
- 大小:219.50 KB
- 文档页数:13

10SPECIAL REPORT面替代使用。
第四代发泡剂价格过高、产能不足也是制约发展的重要因素。
红宝丽研究院副院长邢益辉认为,即使中国冰箱厂想要大规模使用,但实际产量也不够。
对此,霍尼韦尔方面表示,在中国的合资企业目前已经在积极规划,计划新增投资,扩建改造现有生产装置,预计从2018年起由合资企业在中国生产Solstice LBA。
同时,科慕方面表示,目前试点规模的工厂主要用来支持客户测评和小规模商业销售,在中国新建的商业化生产项目预计于2017年中启动。
也就是说,科慕公司将于2017年中期实现Opteon 1100的商业化供应,以满足家电企业的需求。
科慕还将持续关注第四代发泡剂的供需动态,如果确实有业务需求,将考虑投资建设扩大产能。
此外,邢益辉告诉《电器》记者,中国政府限制第四代发泡剂大规模应用,目前只允许使用的第四代发泡剂在1000吨以内。
其中,海信700多吨、美的200多吨、海尔约为几十吨。
因此,第四代发泡剂仍然只能作为一个共混组分存在。
据介绍,根据具体型号产品的能效水平和经济性,整机企业使用LBA 多数以和环戊烷混合发泡的技术路线为主,只有少量出口高端产品使用纯LBA 发泡技术。
值得关注的是,未来,随着冰箱新能效标准的实施和市场对高能效冰箱需求的增加,预计使用多元混合发泡中的LBA 比例也会逐步增加。
供本刊记者 邓雅静冰箱发泡剂:第四代发泡剂加速前进不管从现在的局面,还是从长久的发展前景来看,HFC-245fa 的过渡身份已经明确。
在环保部发布的HCFCs 重点替代品推荐目录中,HFO-1233zd(商品名Solstice LBA)也被列为推荐物质,用于替代聚氨酯泡沫中HCFCs 和HFCs 类型的发泡剂。
因此,作为替代HFC-245fa 的第四代发泡剂,HFOs 越来越受到关注。
崭露头角,备受关注目前,市场上第四代发泡剂主要包括霍尼韦尔生产的Solstice LBA 和科慕生产的Opteon 1100。
冰箱硬泡基础冰箱在生产中所涉及到的材料主要包括:塑料类、钣金类、制冷系统类、电器控制类,而一般情况下塑料件参与冰箱生产制造的部件数量最多。
常用的塑料件主要包括:聚氨酯(PUR)、聚苯乙烯(PS)、聚丙烯(PP)、丙烯腈丁二烯/苯乙烯的三元共聚物(ABS\及聚乙烯(PE)这五大类塑料几乎涵盖90%的冰箱用塑料件,其中又以聚氨酯用量最多。
PUR具有导热系数低和加工性能良好等特征,广泛应用于制造冰箱、冷柜的箱体和门体的保温层。
冰箱、冷柜的保温层采用现场发泡的工艺,以异氰酸酯、多元醇、环戊烷或HF-245fa为主要原料,在高压发泡枪头经高压混合后注射,最后发泡填充满冰箱的门体和箱体空腔。
各厂家都会严格控制聚醚多元醇和异氰酸酯的原料质量、黑白料组分比例、料温、模温、预装箱门温度,以获得理想的保温效果和支撑强度。
然而,各公司发泡工艺水平参差不齐,导致各公司冰箱的保温性能和单台发泡成本不近相同。
国内冰箱厂,海信科龙最早从事HF-245fa与环戊烷混配发泡的应用,海信科龙在冰箱发泡领域在国内属于领先水平。
冰箱行业聚氨酯发泡总的发展趋势依然是环保、低密、低导、快速脱模四个方面。
1、发泡剂对于PUR硬泡其导热系数可近似用如下公式计算:心入气体X50%+k固体X20%+k辐射X30%入气体:发泡剂蒸汽导热率入固体:只与黑白料单体有关A辐射:受泡沫泡孔结构影响大,与发泡剂受热挥发或气泡成核有关。
由上式可知发泡剂对制品泡沫的导热系数影响最大,发泡剂的选择不仅直接影响泡沫的导热系数对泡沫的抗压强度、尺寸稳定性、流动性、密度分布系数、制品发泡成本、与塑料件的相容性都有影响。
所以冰箱厂必须考虑泡沫的发泡体系即发泡剂的选择与发泡剂添加份数。
在发泡剂领域,美国霍尼韦尔公司处于世界领先水平,已成功开发出第四代发泡剂一LBA。
新一代发泡剂LBA发泡体系具有以下几个方面的优势:1)LBA不仅无臭氧层消耗问题且其GWP<5远低于其HF—245fa,与HF—245fa相比更有利于全球推广。
图中可以看出,发泡体系中的含水量对泡沫的导热系数由不利的影响,而泡沫密度对导热系数的影响则较复杂,泡沫导热系数与泡沫密度呈抛物线的关系,在泡沫芯密度34.5k g/m3附近存在一个作低点,表明合适的泡沫密度对降低泡沫的导热系数非常重要。
在发泡过程中,由于H F C-245f a沸点较低,汽化速度快,会产生泡沫表面发酥发脆,粘接性能差等的现象,通过聚醚多元醇和交联剂的选择、发泡剂用量和体系含水量的控制,可以有效改善泡沫与冰箱A B S板的粘接性。
另外,由于H F C-245f a汽化快,发泡料在出发泡机枪头时就已发泡,从而导致发泡料粘度过大,影响了泡沫在冰箱或板材内的流动。
采用以有机金属盐与六氢化三嗪及二甲基环已胺按比例复配而成复配催化剂,可有效调节和控制H F C-245f a的发泡速度,达到各阶段均衡发泡,改善泡沫质量。
(2)混合发泡剂的开发H F C-245f a的沸点为15.3℃,与C F C-11和H C F C-141b相比沸点较低,应用以现有的发泡系统,组合料的混合设备及存储设备需做一定的改进。
开发混合发泡剂,将H F C-245f a与沸点较高的发泡剂混合,就可以有效地解决H F C-245f a沸点偏低的问题。
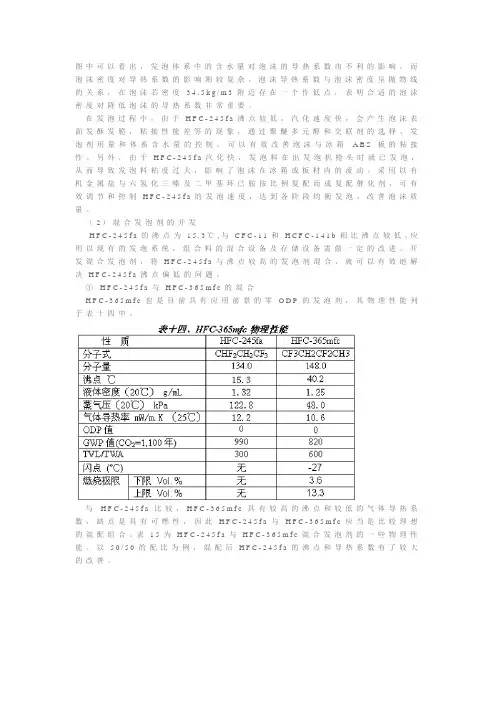
①H F C-245f a与H F C-365m f c的混合H F C-365m f c也是目前具有应用前景的零O D P的发泡剂,其物理性能列于表十四中。
与H F C-245f a比较,H F C-365m f c具有较高的沸点和较低的气体导热系数,缺点是具有可燃性,因此H F C-245f a与H F C-365m f c应当是比较理想的混配组合。
表15为H F C-245f a与H F C-365m f c混合发泡剂的一些物理性能。
以50/50的配比为例,混配后H F C-245f a的沸点和导热系数有了较大的改善。
图19表示H F C-245f a与H F C-365m f c混合发泡剂泡沫的导热系数与H F C-245f a的关系曲线,可以看到,在H F C-245f a比例为25%左右泡沫的导热系数具有最小值,表明混合发泡剂不仅有利于改善H F C-245f a的物理性能,也改善了H F C-245f a和H F C-365m f c的发泡性能。
聚氨酯发泡工艺一、发泡聚氨酯的优点发泡聚氨酯由双组分组成,甲组分为多元醇,乙组分为异氰酸酯,施工时两组分进入喷涂机械中混合喷出,呈雾状,一分钟发泡凝固成型。
这种材料近几年才引进,用于建筑保温防水经过二、三年的使用,有较多的了解,优点很多,使用范围很广。
1.保温性能好。
导热系数0. 025左右,比聚苯板还好,是目前建筑保温较好的材料。
2.防水性能好。
泡沫孔是封闭的,封闭率达95% ,雨水不会从孔间渗过去。
3.因现场喷涂,形成整体防水层,没有接缝,任何高分子卷材所不及,减少维修工作量。
4.粘结性能好。
能够和木材、金属、砖石、玻璃等材料粘结得非常牢固,不怕大风揭起。
5.用于新作屋面或旧屋面维修都很适宜特别是旧屋面返修,不必铲除原有的防水层和保温层,只需清除表面的灰、砂杂物,即可喷涂。
6.施工简便速度快。
每日每工可喷200多平米,有利于抢进度。
7.收头构造简单。
喷涂发泡聚氨酯收头,不用特别处理,大为简化。
如使用卷材,在女儿墙处,需留凹槽,收头在凹槽内;若不能留凹槽,需用扁铁封钉收头,还要涂嵌缝膏。
8.经济效益好。
如果把保温层和防水层分开,不仅造价高,而且工期长,而发泡聚氨酯一次成活。
9.耐老化好。
据国外已用工程总结和研究测试获知,耐老化年限可达30年之久。
二、发泡聚氨酯的应用1.平屋面防水保温不上人屋面加喷一道彩色涂料,作为保护层;上人屋面,在上坐浆铺面砖。
2.瓦顶坡屋面将发泡聚氨酯喷在望板下沿,瓦块座浆在望板上,不会发生滑动。
3.墙体保温发泡聚氨酯用作墙体保温更具优越性装。
配式大墙板,喷在板肋间,粘结好又严密。
如用空心砌块,可将发泡聚氨酯喷在孔洞内,塞充饱满冻库的墙壁,喷涂尤佳。
目前墙体改革很关键的是保温技术,发泡聚氨酯可以大展宏图。
4.地下室外墙保温防水,是发泡聚氨酯大显身手的部位,既能保温、防水,又省去其他保护层,一举二得。
三、发泡聚氨酯的缺点虽然发泡聚氨酯有如此多的优越性,但也不是万能的,存在短处和不适宜之处。
环戊烷发泡剂发泡原理
环戊烷发泡剂发泡原理
化学品在生产中有着广泛的应用,其中环戊烷发泡剂就是一种常见的
化学品,被广泛用于各种发泡材料的生产制造中。
那么,环戊烷发泡
剂的发泡原理是什么呢?
环戊烷发泡剂可以分为两类,一种是物理性发泡剂,这种发泡剂是通
过物理反应产生气体,从而发生发泡的过程;另一种是化学性发泡剂,这种发泡剂是通过化学反应产生气体,发生发泡的过程。
对于物理性发泡剂,其原理主要是利用气体的稳定性和压力的变化来
达到发泡的目的。
在这种发泡剂中,环戊烷以及其他一些物质被加入
到发泡材料中,当发泡材料被加热时,环戊烷等物质内部的气体会因
为受热而膨胀,从而增加了压力,最终导致了发泡。
值得注意的是,物理性发泡剂的发泡过程与环境温度等外部因素有着
密切的关系。
当环境温度升高时,内部气体的压力也会相应增加,从
而加剧了发泡过程,这就是为什么在夏季发泡材料的发泡速度会比在
冬季快的原因。
对于化学性发泡剂,其原理则不同于物理性发泡剂。
化学性发泡剂是
通过发生化学反应来产生气体的,从而达到发泡的目的。
在这种发泡
剂中,环戊烷含有碱性物质,当与酸类物质接触时就会发生中性化反
应,而这种反应会产生大量的二氧化碳等气体,从而导致发泡的过程。
总体来说,环戊烷发泡剂的发泡原理非常简单明了。
但是,在实际应
用时,我们需要结合具体材料的性质以及使用环境的特点来进行合理
的选择和使用。
只有这样,我们才能够在生产制造中获得最好的效果。

27PolyurethaneFebruary 2018THERMAL INSULATION中集新一代冷藏车面世!中置轴、聚氨酯材料成主流Greenbody 冷藏车:外观:金属外蒙皮,表面光滑。
保温性能:经过测试,Greenbody 冷藏车传热系数小于0.38W/㎡.K ,性能优越。
防水性能:Greenbody 的厢底板采用了整根铝导轨拼接,对缝处通焊,同时防磨板采用铝制,与铝导轨通焊的模式。
这样可以最大程度的保证了厢内的防水性,保证了客户货物的安全。
发泡工艺:Refer1.5发泡制造工艺,采用了245Fa 和环戊烷发泡剂进行发泡制板。
与传统工艺相比,发泡过程无危害环境的气体产生,符合国家绿色制造的要求。
2月2日,中集车辆(集团)有限公司在山东济南召开 “Greenbody 厢体项目评审验收及交厢仪式”。
Greenbody 厢体是中集车辆自主研发的新产品,也是国内新一代冷藏车制造领域的最新研究成果,具有重要的理论意义和领先的实用价值。
中集车辆凭借世界领先的设计数模化技术和Refer1.5发泡制造工艺,实现了冷藏厢体研制的新突破,以其“自重轻、保温强、容积大、寿命长”的技术优势,进一步巩固了中集在冷藏运输装备市场的领先地位。
未来冷藏运输装备市场,将呈现集装箱化和半挂车化趋势。
中集方面表示,要未雨绸缪,迎接冷链大发展的黄金五年。
通过模块的组合变化,可以轻易实现“金牌厢体和骨架车”与“金牌厢式冷藏半挂车”的快速切换,“厢式货车厢体”与“中置轴厢式货车厢体”的快速切换,这些变化会带给客户更多选择。
金牌厢体和Greenbody 厢体:高效运输高效的运输一直都是物流业发展的方向。
金牌厢体和Greenbody的产品的在高效运输方面毫不含糊。
产品采用北美冷藏半挂跨界设计和12项专利,大圆弧铝型材前墙,高端、大气,上档次。
还采用了分段鹅颈槽、复合材料防水壁、无级变速可调副车架、防滑铝地板等跨界设计和专利设计。
这些设计都能保证产品的轻量化和低油耗,为客户提供节油体验。

9电器供应商情11/2017与HFC-245fa 可处于同一水平甚至更佳。
除了新增设备,旭硝子认为HFO-1244yd(Z)也可以在某些现有的设备中使用,而无需进行大的系统修改。
实际上,HFOs 第四代发泡剂虽然推广进展显著,但是目前还只是少量行业领先企业的小规模尝试生产,想要被家电行业大规模应用,依然“任重而道远”。
“价格高是HFOs 第四代发泡剂应用受限的一个最突出问题。
”万华化学有关负责人指出,“目前,HFC-245fa 的价格在3万元/吨左右,霍尼韦尔Solstice LBA 的价格则超过7万元/吨。
相比Solstice LBA,科慕的Opteon TM 1100价格更高。
切换HFOs,不管大品牌还是小规模企业都面临很大的挑战。
”在这样的背景下,HFOs 发泡剂目前在冰箱上的应用更多是以和环戊烷共混的形式为主,只有个别品牌,比如美国惠而浦冰箱使用的是纯Solstice LBA。
对此,杨文起表示,由于关税、运输成本高等问题,Solstice LBA 确实存在价格高的问题,但是霍尼韦尔现在积极地规划霍尼韦尔在中国的合资企业,以实现Solstice LBA 在中国的本地化生产,以此降低价格。
未来,一旦我们的产品在中国实现了本地化供应,价格就会下降,届时LBA 比例在冰箱行业势必会迎来大规模应用的春天。
”除此以外,对于HFOs 替代HFC-245fa,业界还有其他的声音。
中国家用电器协会副理事长王雷表示,实际上在环保的同时提高冰箱能效,还有一个方法,那就是“环戊烷+VIP 真空绝热板”的技术路线,这样既可以避免HFC-245fa 的GWP 值高,又可以不用受HFOs 价格高的限制,而且随着VIP 价格逐渐降下来,这一方案对于冰箱企业来说非常实用。
烷共混的方式应用于冰箱,可显著提高能效,在过去几年这一方式广受业内欢迎,发展势头良好,并成为如今冰箱行业的主要发泡剂技术路线。
另外,虽然欧洲限制HFC-245fa 的使用,但是美国特朗普政府宣布退出巴黎协定,因此美国市场仍然允许使用HFC-245fa。
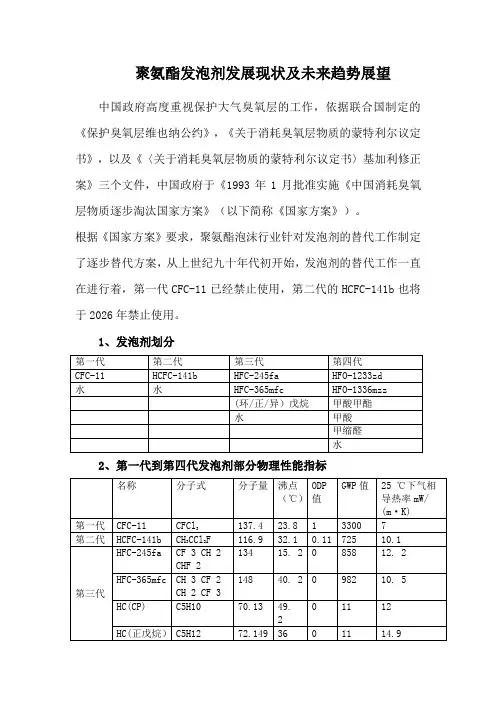
聚氨酯发泡剂发展现状及未来趋势展望中国政府高度重视保护大气臭氧层的工作,依据联合国制定的《保护臭氧层维也纳公约》,《关于消耗臭氧层物质的蒙特利尔议定书》,以及《〈关于消耗臭氧层物质的蒙特利尔议定书〉基加利修正案》三个文件,中国政府于《1993年1月批准实施《中国消耗臭氧层物质逐步淘汰国家方案》(以下简称《国家方案》)。
根据《国家方案》要求,聚氨酯泡沫行业针对发泡剂的替代工作制定了逐步替代方案,从上世纪九十年代初开始,发泡剂的替代工作一直在进行着,第一代CFC-11已经禁止使用,第二代的HCFC-141b也将于2026年禁止使用。
1、发泡剂划分2、第一代到第四代发泡剂部分物理性能指标发泡剂发展现状聚氨酯发泡剂大部分应用在硬泡领域,主要包括家电、冷藏集装箱、冷藏车、板材、管道、喷涂行业等,表3与表4详尽列述了国内发泡剂的应用现状和国外发泡剂的应用现状。
3、国内聚氨酯硬泡用发泡剂现状4、国外发泡剂应用现状5、发泡剂未来发展趋势聚氨酯发泡剂的未来发展趋势是根据发泡剂的选择原则来决定的,下图是选择发泡剂需要考虑的因素。
随着国家淘汰 HCFC-141b 进程的加快并接近尾声,聚氨酯硬泡行业急需新一代环保型发泡剂。
鉴于第三代含氟发泡剂HFC目前在国内尚未大规模使用,且受到基加利修正案的制约,国内聚氨酯泡沫行业或将跨过 HFC 发泡剂,直接过渡到第四代含氟发泡剂HFO-1336mzz(Z)和HCFO-1233zd(E)。
从评价结果看,第四代发泡剂适合包括家电、板材、喷涂、现场浇注等几乎所有的聚氨酯硬泡应用领域。
虽然目前尚未全面工业化,成本高昂,但随着HCFC-141b 产能的进一步削减及环保政策的压力,以及第四代含氟发泡剂生产工艺的进步、成本的降低,未来部分要求更高保温性能的领域, 及无法转换为戊烷发泡的领域将是第四代含氟发泡剂的重要应用领域。
然而,据天天化工网预测,在国内发泡剂市场淘汰HCFC141b后,冰箱冰柜或将长期使用环戊烷和环/异戊烷体系,因为其价格相对低廉,而采用HFO体系的产品则将主要出口至发达国家和地区;板材领域将采用环戊烷和环/异戊烷体系;管道领域则主要采用水,少量掺混环、异戊烷。
家电绝热技术之发泡剂:第四代发泡剂被寄予厚望-电气论文家电绝热技术之发泡剂:第四代发泡剂被寄予厚望本刊记者邓雅静回顾家电行业发泡剂的变迁史,HCFC-141b 已经像当年的CFC-11 一样,步入淘汰的快车道;环戊烷虽然仍是主流发泡剂,但是由于绝热效果不佳,用量逐步减少;HFC-245fa 由于中国特色的多元共混发泡一度引起高度重视,然而,天生较差的环保特性令HFC-245fa 很可能只是个过渡角色。
聚氨酯泡沫行业上演的替代大戏已在继续,目前被寄予厚望的第四代发泡剂扛起了大旗。
HFC-141b进入淘汰倒计时HCFC-141b,昔日在冰箱和冷柜行业绝热材料中一直扮演重要角色,随着环保要求的提高以及各种相关政策的实施,近年来已逐渐淡出人们的视线。
根据蒙特利尔议定书规定的HCFCs 淘汰时间表,2013 年和2015年聚氨酯泡沫行业HCFC-141b 的消费量应分别控制在5392.2 ODP 吨和4449.6 ODP 吨。
为实现上述控制目标,聚氨酯泡沫行业需要淘汰1.4685万吨HCFC-141b (1615.35 ODP 吨),到2015 年实现基线水平17.5% 的淘汰,冰箱、冷柜、冷藏集装箱、小家电行业实现HCFC-141b 发泡剂的完全淘汰。
到2020 年,聚氨酯泡沫行业将HCFC-141b 的消费量控制在不超过基线水平的65%,即至少淘汰约8500 吨HCFC-141b。
对此,中国家用电器协会综合业务部主任窦艳伟告诉《电器》记者,冰箱行业已经停止使用HCFC-141b,冷柜还行业还有少量使用。
储水式电热水器可能会在2015 年年内出台相关淘汰HCFC-141b 的时间表,储水式电热水器和电饭煲行业很有可能将于2016 年起停止使用HCFC-141b 发泡剂,太阳能热水器还没有相关规定。
环戊烷仍是主流“环戊烷仍是冰箱行业使用量最多的发泡剂,因此我们依然会坚守在环戊烷行业。
”当《电器》记者问及其他发泡剂的兴起对环戊烷的影响时,一位环戊烷业内人士给出这样的答案。
家电发泡剂:谁主替代大局?时间:来源:作者:本站整理一道“禁氟令”,HCFC-141b、环戊烷及HCF-245fa这三种主要的替代制冷剂市场供需状况如何?HCFC-141b:仍受国内市场钟爱HCFC-141b的ODP值不等于零,属于过渡性的替代产品。
按《蒙特利尔议定书》的规定,发达国家全面禁用时间为2020年,发展中国家的最终淘汰时间为2040年。
但在近年来的国内臭氧层保护大会上,加速推动淘汰HCFC类物质的呼声越来越高,从全球市场形势看,家电行业HCFC-141b的禁用时间已被大大提前了。
2003年底至2004年初,美国、日本、澳大利亚、新西兰等国家和地区已经在冰箱制造业禁止使用并生产HCFC-141b。
业内人士分析,发达国家加速淘汰HCFC进程而导致HCFC-141b产量下降,而发展中国家仍有较大需求,这是导致HCFC-141b供不应求的真正主因。
此外,用作清洗剂及管道发泡剂也占用了国内HCFC-141b很大一部分产能。
对于HCFC替代,中国的淘汰时间表是,到2016年冻结,2040年淘汰。
因而,在中国市场,HCFC-141b还有较长的使用年限。
据了解,用HCFC-141b替代CFC-11作为发泡剂,不需要复杂的前期设备改造,投资较少,所以许多中小冰箱企业、热水器企业及电饭煲企业选择HCFC-141b作为替代发泡剂。
业内专家分析认为,目前中国家电行业HCFC-141b需求量在5000~6000吨之间,国内的HCFC-141b的产能已近远高于这个值。
但由于部分发达国家已停止了HCFC-141b的生产,所以全球的HCFC-141b产能有限,部分国家不得不从中国大量进口HCFC-141b。
此外,HCFC-141b还能用作清洗剂,用途较广——多个因素导致HCFC-141b成为不容易采购到的抢手货。
HCFC-141b体系发泡工艺特性与CFC-11体系泡沫相近,可在CFC-11发泡的生产设备上直接使用,无须进行设备改造。
新型发泡剂 LBA 在冰箱发泡应用中的研究王耀;尹良敏【摘要】The production and use of CFCs are banned, HCFCs are being phased out due to its ODP and GWP.LBA is a fourth generation blowing agents.The ODP of LBA equal to zero and its GWP is very low.The application of LBA in refrigerator industry was systematicallystudied.Polyethers or catalysts was selected, and adjusted the moisture content to get a suitable formulation.The result showed that the propertyof the prepared LBA premixed polyether surpassed the property of HFC-245fa premixed polyether.%氯氟烃的生产和使用已经被禁止,由于氢氯氟烃的臭氧消耗潜值和全球变暖潜能值而正在被淘汰。
LBA是第四代发泡剂,它的臭氧消耗潜值为0,全球变暖潜能值很小。
我们系统地研究了LBA在冰箱领域的应用。
我们通过筛选聚醚和催化剂的种类,并调节水分含量来获得合适的配方。
实验结果表明文中的LBA组合聚醚的性能超过了HFC-245fa的组合聚醚性能。
【期刊名称】《广州化工》【年(卷),期】2015(000)023【总页数】3页(P134-136)【关键词】聚氨酯;发泡剂;LBA【作者】王耀;尹良敏【作者单位】红宝丽股份有限公司,江苏南京 211300;红宝丽股份有限公司,江苏南京 211300【正文语种】中文【中图分类】TQ314.24聚氨酯硬泡领域的第一代发泡剂是CFC-11,由于它对大气臭氧层有破坏作用,已经被淘汰[1]。
图中可以看出,发泡体系中的含水量对泡沫的导热系数由不利的影响,而泡沫密度对导热系数的影响则较复杂,泡沫导热系数与泡沫密度呈抛物线的关系,在泡沫芯密度/m3附近存在一个作低点,说明合适的泡沫密度对降低泡沫的导热系数非常重要。
在发泡过程中,由于H F C-245f a沸点较低,汽化速度快,会产生泡沫外表发酥发脆,粘接性能差等的现象,通过聚醚多元醇和交联剂的选择、发泡剂用量和体系含水量的控制,可以有效改善泡沫与冰箱A B S板的粘接性。
另外,由于H F C-245f a汽化快,发泡料在出发泡机枪头时就已发泡,从而导致发泡料粘度过大,影响了泡沫在冰箱或板材内的流动。
采用以有机金属盐与六氢化三嗪及二甲基环已胺按比例复配而成复配催化剂,可有效调节和控制H F C-245f a的发泡速度,到达各阶段均衡发泡,改善泡沫质量。
〔2〕混合发泡剂的开发H F C-245f a的沸点为℃,与C F C-11和H C F C-141b相比沸点较低,应用以现有的发泡系统,组合料的混合设备及存储设备需做一定的改良。
开发混合发泡剂,将H F C-245f a与沸点较高的发泡剂混合,就可以有效地解决H F C-245f a沸点偏低的问题。
①H F C-245f a与H F C-365m f c的混合H F C-365m f c也是目前具有应用前景的零O D P的发泡剂,其物理性能列于表十四中。
与H F C-245f a比较,H F C-365m f c具有较高的沸点和较低的气体导热系数,缺点是具有可燃性,因此H F C-245f a与H F C-365m f c应当是比较理想的混配组合。
表15为H F C-245f a与H F C-365m f c混合发泡剂的一些物理性能。
以50/50的配比为例,混配后H F C-245f a的沸点和导热系数有了较大的改善。
图19表示H F C-245f a与H F C-365m f c混合发泡剂泡沫的导热系数与H F C-245f a的关系曲线,可以看到,在H F C-245f a比例为25%左右泡沫的导热系数具有最小值,说明混合发泡剂不仅有利于改善H F C-245f a的物理性能,也改善了H F C-245f a和H F C-365m f c的发泡性能。
②H F C-245f a与戊烷的共沸混合物H F C-245f a能与碳氢化合物形成共沸物,由于环戊环价廉易得,H F C-245f a与环戊晚混配不仅能改善发泡剂的沸点,也能降低发泡剂的成本。
图20是H F C-245f a与环戊烷混合发泡剂泡沫的导热系数变化情况,随着H F C-245f a增加,泡沫导热系数逐步降低,但H F C-245f a含量在小于50%时影响比较明显,当H F C-245f a的混合量进一步增加时,泡沫导热系数的变化趋于缓慢。
由于环戊烷易燃,因此H F C-245f a与环戊烷混合也有利于改善环戊烷的可燃性。
1.发泡剂成本表十六列举了全球H F C-245f a生产厂家的基本情况,由于H F C-245f a刚刚开始商业化生产,因此目前H F C-245f a的市场价格还比较高。
但随着H F C-245f a生产工艺的不断完善合成熟和H F C-245f a替代H C F C-141b用量的不断加大,H F C-245f a的、生产成本将会不断下降,预计在3®5年内,H F C-245f a的价格将会下降到30元/公斤以下。
2.综合成本H F C-245f a替代H C F C-141b发泡,现有发泡设备基本无须改造,而冰箱内胆也无须更改材料,因此尽管H F C-245f a的发泡剂本省的价格较高,但与其它零O D P的发泡剂项比较,H F C-245f a替代的综合成本仍具有一定的优势。
H o n e y w e l l的W i l l a m s和V e r b i e s t以美国680升的冰柜为基准,对三种零O D P的发泡剂替代H C F C-141b的成本进行了比较,三种发泡剂分别为H F C-245f a、H F C-134a和环戊烷。
他们计算种考虑了替换发泡剂配方、塑料衬里、工艺转换投资成本以及为到达美国2001年能效标准所需的额外投入,其结果如下图。
根据三种发泡剂替代的综合成本比较结果,H F C-245f a要比H C F C-141b高9%左右,而H F C-134a和环戊烷则要分别高约38%和30%。
因此尽管目前H F C-245f a的市场价格要比H F C-134a和环戊烷高得多,但在美国2003年禁止使用H C F C-141b后,要到达美国冰箱新的能效标准,综合起来选用H F C-245f a作为H C F C-141b的替代物还是最经济的。
由于H F C-245f a良好的物理性能、综合环境性能和应用性能,作为替代H C F C-141b零O D P发泡剂已显现出良好的市场前景,可以相信,随着H C F C-141b淘汰的加快,H F C-245f a应用研究的不断深入,H F C-245f a的应用技术也将更加成熟,H F C-245f a聚氨酯泡沫的性能将进一步提高,替代成本进一步下降。
表17为几种零O D P的发泡剂总和性能的比较。
1 概述自1987年蒙特利尔议定书生效以来,硬质聚氨酯泡沫工业尤其是家电行业积极开展CFC的废止工作。
冰箱制造商及聚氨酯原材料供给商做了大量的工作来寻找CFC-11的替代发泡剂。
替代发泡剂的选择因地而异:在北美,HCFC-141b由于易操作及低导热系数等特点被广泛使用;欧洲由于成本及环保的原因,主要使用环戊烷及其与异戊烷或异丁烷的混合物;至于亚太地区,由于法规、市场结构和冰箱设计的多样性,替代形势则较为复杂。
不管怎样,环戊烷因其在环境和成本方面的优势被普遍使用。
表1列出了各种替代发泡剂的物理特性及环境性质如ODP和GWP等。
表1 各种替代发泡剂特性比较从表1中可以很显然地看出,在HCFC-141b废止后(许多国家计划在2003年),所有的替代发泡剂将不含ODP值,因而地球温室效应(GWP)将成为发泡剂选择的下一个重点。
虽然碳氢类及碳氟氢类发泡剂都被认为是未来10年主要的替代发泡剂,碳氢类发泡剂在地球温室效应上有优势。
但是如果两类发泡剂制得的泡沫导热系数差异很大的话,由于使用低K值泡沫体系的冰箱能耗较低,二氧化碳排放量减少,地球温室效应的差异将会得到部分补偿。
众所周知,在中国因能源消耗而产生的二氧化碳排放量是相当高的(见图1),考虑到中国的高速发展,如何在能源的供求两方面减少二氧化碳的排放成为改善全球环境的迫切任务。
本文的目的旨在就这两类主要替代发泡剂技术对全球环境的影响进行详细的阐述。
在本文中,我们同时也从以下三个方面简要说明聚氨酯技术对全球环境的奉献:1) 通过节约能源减少二氧化碳的排放2) 通过减少原材料的使用而保护资源3) 通过生产效率改善而节约能源及资源内环-GDP 外环-因产能而排放的CO2图1 全球各地区GDP与二氧化碳排放量比例(1998年)资料来源:Energy and Economy Statistics (IEA, 2001)目前亚洲国家特别是中国能源紧缺状况日趋严重,因而控制二氧化碳的排放显得尤为重要。
在本文中,我们以低K值泡沫体系为例来模拟二氧化碳排放量的减少。
2 实验部分所有实验结果都是通过聚氨酯硬泡的标准测试方法测得:密度: ASTM D 1622压缩强度: ASTM D1621导热系数(K值): ASTM C518用于测试物性的泡沫由可操作碳氢发泡剂及低沸点发泡剂的高压发泡机在如图2所示的标准模具中制备,本文中介绍的所有泡沫体系都已用于实际生产或至少已在生产线上经过验证。
3 结果与讨论3.1 碳氢类发泡体系我们在实验室开发和评估了以下六个发泡体系:-普通HCFC-141b发泡体系A (参考体系)-普通环戊烷发泡体系B-低K值环戊烷发泡体系C-快速离模环戊烷发泡体系D-低密度环/异戊烷混合发泡体系F-低密度环戊烷/异丁烷混合发泡体系E图2 标准模具所有这些体系目前或正在冰箱生产线上正常使用,或至少已在客户的生产线上经过验证确认。
这些体系的泡沫物性如表2所示,从表2中我们可以得出以下结论:1) 普通环戊烷发泡体系的泡沫K值比普通HCFC-141b发泡体系高11.6%;2) 低K值环戊烷发泡体系的泡沫K值仍比HCFC-141b发泡体系高6.3%,但比普通环戊烷发泡体系改良了4.7%;3) 快速离模环戊烷发泡体系在同等试验条件下的离模膨胀值比普通环戊烷发泡体系改良了64%;4) 使用环/异戊烷或环戊烷/异丁烷混合发泡技术,可以分别降低泡沫密度4%和7%。
表2 碳氢发泡体系的泡沫物性比较HCFC-141b 参考体系普通环戊烷体系低K值环戊烷体系快速离模环戊烷体系环戊烷/异丁烷体系环/异戊烷体系3.3 二氧化碳排放减少量的模似假设不用说,上述3.1和3.2部分的结果仅仅只能代表泡沫性能可能改善的范围,这些数据将随着配方和发泡生产条件的不同而有所不同。
但是为了简化计算,我们决定用这些数据来模拟二氧化碳排放量的减少。
在冰箱工业,我们都知道冰箱能耗改善百分率是泡沫导热系数改善百分率的一半,举个例子来说,如果导热系数改善了10%,那么冰箱能耗将改善5%。
当然这个比率将随着冰箱设计和压缩机性能的不同而不同。
但是不管怎样,我们决定用这个比率来模拟。
在计算时我们还作了以下一些假设:- 在中国用普通环戊烷体系生产的冰箱的平均容积和能耗分别为200L和350kWh/a;-在中国每消耗1 kW能量将释放0.65 kg二氧化碳;- 中国每年冰箱产量为1500万台;-冰箱平均寿命为10年;- 在冰箱寿命期内能耗无变化(10年)。
本文以下部分的模拟计算都基于上述假设的基础上。
二氧化碳的排放表4所列的是普通环戊烷体系与各种低导热系数发泡体系二氧化碳排放减少量的比较。
累积数据这一行表示当在中国生产的冰箱(2003~2013年)全部转换成所在列的发泡体系时的二氧化碳总的排放减少量。
从表4我们可以明显的看环戊烷体系和HFC-245fa体系比较在选择发泡剂时必须考虑的一个问题即环境因素特别是温室效应。
从表4可以看出,即使是普通的HFC-245fa体系,其二氧化碳的排放量也比低导热系数的环戊烷体系低。
更不用说低导热系数的HFC-245fa体系了,其二氧化碳的排放减少量是其它体系的二倍。
但是另外一方面,从表1中可以看出,与环戊烷相比HFC-245fa具有较高的温室效应。
现在我们以200L的冰箱为标准,将各种发泡剂对温室效应的影响以二氧化碳的量来表示(表5)。
在表5中,如果冰箱泡沫中所有的发泡剂都释放至空气中,那么其影响可以用二氧化碳的量来计算。