环戊烷体系硬质聚氨酯发泡工艺技术培训资料全
- 格式:doc
- 大小:72.50 KB
- 文档页数:7

硬质聚氨酯发泡工艺技术培训资料目录一、聚氨酯生产原料1、黑料2、白料3、发泡剂二、发泡工艺原理三、环戊烷发泡工艺参数的控制四、反应速度参数五、聚氨酯泡沫性能要求六、发泡工艺控制要点七、聚氨酯发泡常见问题及决绝措施硬质聚氨酯发泡工艺技术一、聚氨酯生产原料反应顺利进行;促进气泡的成核作用;提高气泡壁稳定性,使制品泡孔均匀细密,具有良好的机械性能。
稳定剂的用量虽然不大,但对泡沫体的泡孔结构、物理性匀分布的细小气泡。
发泡剂本身不参加多异氰酸酯和组合聚醚之间的化学反应。
利用氟利昂(如R11、R12)作发泡剂的发泡工艺称为有氟发泡。
发泡剂不含氟利昂的发泡工艺称为无氟发泡。
如环戊烷发泡。
a)黑料和白料的配比:3、压缩强度:≥0.20MPa4、导热系数:≤19.6 mw/m·k5、尺寸稳定性(-30℃,24h):≤1.0%6、闭孔率≥97%六、发泡工艺控制要点1、严格控制原液的理化性能黑、白料中的多异氰酸酯、组合聚醚、发泡剂,催化剂及泡沫稳定剂的化学性能直接决定合成聚氨酯的化学反应和泡沫物理性能。
是生产合格的聚氨酯泡沫基本条件。
黑、白料单体应为通明的粘稠液体,无絮状不溶性杂质。
若有不溶性杂质,将会堵塞发泡机的滤网,导致原料流量不稳定,黑白料的配比不符合要求混料不均匀。
甚至堵死发泡机的管路不下料。
我司各线在双班生产的情况下,至少每周将发泡机(及预混机)的黑料和白料滤网及枪头针阀彻底清洗一次。
2、严格控制原液的配比和注射量必须严格控制黑料、组合聚醚和环戊烷的配比。
在总注射量不变的情况下,黑料比例过大则会出现空泡,白料比例过大则出现软泡,环戊烷比例过大则出现涨泡,比例过小则出现空泡。
黑白料的比例失调,将会出现混料不均匀,泡沫出现收缩现象。
注射量的多少应以工艺要求为标准。
注射量低于工艺要求量时将会出现泡体模塑密度低、强度低,甚至出现填充不密实空泡现象。
注射量高于工艺要求时将会出现涨泡和漏泡现象,箱体(门体)出现变形。
硬泡虽不比软泡、自结皮、弹性体:处处离不开计算----却也并不都是漫无目标地“试”探,个中诀窍想摸出个大概至少要半年。
对于身处关键岗位的朋友(比如管配料、检验、产品开发)来说这些都不是难事-----(有条件)大不了多做试验呗!但对于那些刚涉足这个领域的或者条件不太好的弟兄,难度就忒大;毕竟认知的最佳途径是“比对”,有几个参照物理解起来省力气多了。
知道“什么是合适的、正常的”已经很不错了,但能解析出“为什么是合适的、为什么不正常”那就要付出多倍的汗水与心血。
前些日子就想把“大郎烧饼手艺”拿出来献丑,总在最后关头叹息止步:谁不怕出丑呀!本人终究没在学院里研究过硬泡,设计、计算的那一套全是有异于大师著作。
好在做过现场工作,现在也想通了:都不干技术活了,要是出了丑还是能弄明白自己“为什么技术饭吃不下去了”----就这一点,值!以上是废话,下面说正事[ 关于计算 ]一、硬泡组合料里最需要计算的东西是黑白料比例(重量比)是不是合理,另一个正规的说法好像叫“异氰酸指数”合理,翻译成土话就是“按比例混合的白料和黑料要完全反应完”。
因此,白料里所有参与跟-NCO反应的东西都应该考虑在内。
理论各组分消耗的-NCO摩尔量计算如下㈠主料:聚醚、聚酯、硅油(普通硬泡硅油都有羟值,据说是因为加了二甘醇之类的)配方数乘以各自的羟值,然后相加得数QS1 = Q÷56100㈡水:水的配方量wS2 = W÷9㈢参与消耗-NCO的小分子物:配方量为K,其分子量为M,官能度为NK × NS3 = ————(用了两种以上小分子的需要各自计算再相加)MS = S1+S2+S3基础配方所需粗MDI份量 [(S×42)÷0.30 ] ×1.05 (所谓异氰酸指数1.0)其实以上计算只是一个最基本的消耗量,由于黑白料反应过程复杂,实际-NCO 消耗量肯定不止这个数,比如有三聚催化剂的情况下到底额外消耗了多少-NCO,这个没人说得清楚。


聚氨酯发泡工艺详解(总28页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March聚氨酯发泡工艺聚氨酯发泡工艺聚氨酯发泡工艺一、发泡聚氨酯的优点/Article26079.html发泡聚氨酯由双组分组成,甲组分为多元醇,乙组分为异氰酸酯,施工时两组分进入喷涂机械中混合喷出,呈雾状,一分钟发泡凝固成型。
这种材料近几年才引进,用于建筑保温防水经过二、三年的使用,有较多的了解,优点很多,使用范围很广。
1.保温性能好。
导热系数0. 025左右,比聚苯板还好,是目前建筑保温较好的材料。
2.防水性能好。
泡沫孔是封闭的,封闭率达95% ,雨水不会从孔间渗过去。
3.因现场喷涂,形成整体防水层,没有接缝,任何高分子卷材所不及,减少维修工作量。
4.粘结性能好。
能够和木材、金属、砖石、玻璃等材料粘结得非常牢固,不怕大风揭起。
5.用于新作屋面或旧屋面维修都很适宜特别是旧屋面返修,不必铲除原有的防水层和保温层,只需清除表面的灰、砂杂物,即可喷涂。
6.施工简便速度快。
每日每工可喷200多平米,有利于抢进度。
7.收头构造简单。
喷涂发泡聚氨酯收头,不用特别处理,大为简化。
如使用卷材,在女儿墙处,需留凹槽,收头在凹槽内;若不能留凹槽,需用扁铁封钉收头,还要涂嵌缝膏。
8.经济效益好。
如果把保温层和防水层分开,不仅造价高,而且工期长,而发泡聚氨酯一次成活。
9.耐老化好。
据国外已用工程总结和研究测试获知,耐老化年限可达30年之久。
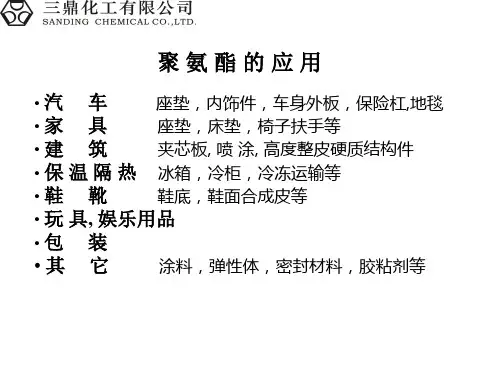
二、发泡聚氨酯的应用1.平屋面防水保温不上人屋面加喷一道彩色涂料,作为保护层;上人屋面,在上坐浆铺面砖。
2.瓦顶坡屋面将发泡聚氨酯喷在望板下沿,瓦块座浆在望板上,不会发生滑动。
3.墙体保温发泡聚氨酯用作墙体保温更具优越性装。
配式大墙板,喷在板肋间,粘结好又严密。
如用空心砌块,可将发泡聚氨酯喷在孔洞内,塞充饱满冻库的墙壁,喷涂尤佳。
环戊烷体系硬质聚氨酯发泡工艺技术培训资料
目录
一、聚氨酯生产原料
1、黑料
2、白料
3、发泡剂
二、发泡工艺原理
三、环戊烷发泡工艺参数的控制
四、反应速度参数
五、聚氨酯泡沫性能要求
六、发泡工艺控制要点
七、聚氨酯发泡常见问题及决绝措施
环戊烷体系硬质聚氨酯发泡工艺技术
一、聚氨酯生产原料
聚氨酯生产主要原料有:黑料、白料、发泡剂。
1、黑料: 黑料的学名为多异氰酸酯,因其是一种黑色粘稠液体,故俗称黑料。
多异氰酸酯的
主要品种有MDI、TDI、PAPI,其中MDI(二苯基甲烷二异氰酸酯)用于冰箱聚氨酯泡沫生产。
2、白料:工业生产冰箱聚氨酯泡沫时,通常先将组合聚醚型多元醇、催化剂,泡沫稳定剂进
行混合,这种混合物是一种白色粘稠液体,俗称白料。
(1) 组合聚醚型多元醇:冰箱聚氨酯泡沫所使用的多元醇为聚醚型多元醇。
(2) 催化剂:催化剂的主要作用是加速聚氨酯的形成,缩短固化时间,提高发泡质量。
(3) 泡沫稳定剂:泡沫稳定剂的主要作用是乳化系统中的各原料组份,保证体系反应顺利进行;促进气泡的成核作用;提高气泡壁稳定性,使制品泡孔均匀细密,具有良好的机械性能。
稳定剂的用量虽然不大,但对泡沫体的泡孔结构、物理性能、制造工艺都有着重大影响。
(4) 组合聚醚的性能指标(组合聚醚牌号:HY MA021801)
3、发泡剂:在聚氨酯发泡中,发泡剂主要作用是产生气体,在聚氨酯中形成均匀分布的细
小气泡。
发泡剂本身不参加多异氰酸酯和组合聚醚之间的化学反应。
利用氟利昂(如R11、R12)作发泡剂的发泡工艺称为有氟发泡。
发泡剂不含氟利昂的发泡工艺称为无氟发泡。
如环戊烷发泡。
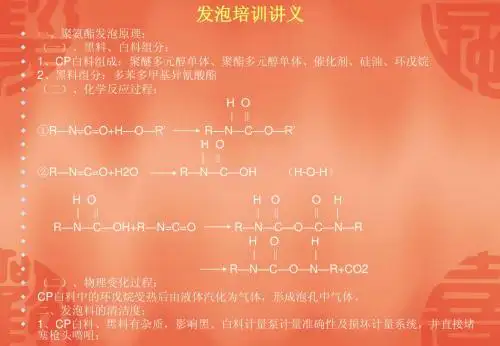
二、发泡工艺原理
通过高压发泡机的注射枪头把黑料和白料与环戊烷的预混物进行混合,并注入箱体或门体的外壳和内胆之间的夹层内。
在一定温度条件下,多异氰酸酯(中的异氰酸根(-NCO))与组合聚醚(中的羟基(-OH))在催化剂的作用下发生化学反应,生成聚氨酯,同时释放大量热量。
此时预混在组合聚醚的发泡剂(环戊烷)不断汽化使聚氨酯膨胀填充壳体和内胆之间的空隙。
化学反应式nO=C=N—R—N=C=O + n HO—R’—OH —( OC—NH—R—NH—COO —R’—O —)n
三环戊烷发泡工艺参数的控制
a)黑料和白料的配比:黑料∶白料∶环戊烷= 145∶100∶11.5
b)发泡原液温度:黑料和白料温度控制在18~25℃
c)模具温度:40±5℃
d)箱预热炉温度:35~50℃,发泡炉温度35~55℃。
e)注射压力:黑料和白料注射压力控制在13~16MPa。
f)熟化时间:≥6min
四、反应速度参数(亨斯迈黑料与白料MA 021801)
反应标准条件:各化学试剂温度为20℃,纸杯容量为455毫升,搅拌器为4片螺旋叶片,并带6厘米的导向环,在2000转/分钟的速度下搅拌。
五、聚氨酯泡沫性能要求
1、自由发泡密度:24~27Kg/m3
2、聚氨酯模塑密度:34~36Kg/m3
3、压缩强度:≥0.20MPa
4、导热系数:≤19.6 mw/m·k
5、尺寸稳定性(-30℃,24h):≤1.0%
6、闭孔率≥97%
六、发泡工艺控制要点
1、严格控制原液的理化性能
黑、白料中的多异氰酸酯、组合聚醚、发泡剂,催化剂及泡沫稳定剂的化学性能直接决定合成聚氨酯的化学反应和泡沫物理性能。
是生产合格的聚氨酯泡沫基本条件。
黑、白料单体应为通明的粘稠液体,无絮状不溶性杂质。
若有不溶性杂质,将会堵塞发泡机的滤网,导致原料流量不稳定,黑白料的配比不符合要求混料不均匀。
甚至堵死发泡机的管路不下料。
我司各线在双班生产的情况下,至少每周将发泡机(及预混机)的黑料和白料滤网及枪头针阀彻底清洗一次。
2、严格控制原液的配比和注射量
必须严格控制黑料、组合聚醚和环戊烷的配比。
在总注射量不变的情况下,黑料比例过大则会出现空泡,白料比例过大则出现软泡,环戊烷比例过大则出现涨泡,比例过小则出现空泡。
黑白料的比例失调,将会出现混料不均匀,泡沫出现收缩现象。
注射量的多少应以工艺要求为标准。
注射量低于工艺要求量时将会出现泡体模塑密度低、强度低,甚至出现填充不密实空泡现象。
注射量高于工艺要求时将会出现涨泡和漏泡现象,箱体(门体)出现变形。
3、严格控制工艺温度和熟化时间
聚氨酯发泡是一个较复杂的物理和化学反应过程。
原料、模具、预热温度及熟化时间的波动将直接影响到发泡质量。
A、黑料是一种较活泼的化学物质,极易与水发生化学反应,贮存的过程中应保证容器的干燥密封并充干燥氮气保护,使用的过程中不应与水直接接触。
贮存温度低于5℃会产生结晶现象,因此必须注意防冻。
一旦出现结晶,应在使用前于70~80℃加热熔化,并充分搅拌均匀。
贮存温度高于50℃会生产一种不溶性的固体,粘度增大,化学性质发生变化。
白料亦存在同样的性质。
故要求黑、白料应贮存在室温(20~25℃)下的通风、阴凉、干燥的地方,避免日晒、雨淋。
B、黑白料在发泡前应进行恒温处理,控制发泡温度在18~25℃。
温度太低时黑白料的粘度大、流量不稳定、流动性差、混合不均匀,温度太低时生成泡沫的反应速度慢熟化时间长。
熟化时间不够时箱体、门体脱模后仍发泡,出现外观变形。
温度太高时反应剧烈不易控制。
容易出现注入较大箱体的泡液性能不均一,开始注入的泡液已经发生化学反应,粘度迅速增大,后注入的泡液还未反应。
导致后注入的泡液不能将先注入的泡液推到箱体发泡流程的最前端,出现箱体局部空泡现象。
C、预热炉温度应控制在30~50℃,发泡炉温度应控制在35~50℃,发泡模温度应控制在35~45℃。
在冬季待发泡的箱体和门体温度较低,须在预热炉温内进行预热。
否则较热的聚氨酯液体接触到箱体或门体时化学反应受到严重影响,出现泡液和壳体不粘现象。
发泡模温度过低时,泡液体系流动性差,固化时间长,反应不彻底,出现空泡;发泡模温度过高时,塑料内胆受热变形,泡液体系反应剧烈。
因此必须严格控制发泡模温度和发泡炉的环境温度。
特别是冬季时,每天早上开线是必须对发泡模、预热炉、发泡炉及箱体和门体预热30分钟以上。
夏季发泡一段时间后须对发泡系统进行冷却降温。
D、我司使用的黑白料发泡熟化时间必须在6分钟以上。
熟化时间太短,箱体、门体脱模后仍发泡,出现外观变形。
特别是门体变形后,与箱体装配时出现门封缝隙大、漏冷、箱体不保温,压缩机频繁启动。
4、严格控制发泡机的注射压力在13~16MPa
注射压力不稳定时黑料和白料的配比不稳定、混合不充分。
黑料和白料的注射压力相差控制在5bar内,否则会出现串料损坏发泡机现象。
发泡的过程中应经常检查发泡机的注射压力,清理发泡机的注射系统,不能出现堵料现象。
黑、白料、环戊烷混合不均匀,表现为聚氨酯泡沫密度不均匀、局部出现大的气泡、泡沫开裂、泡沫局部发软:泡沫上出现白色、黄色或黑色的条纹,泡沫缩瘪。
5、发泡前的准备工作:
A、模具的清理检查,
发泡前应将附在发泡模上漏泡残沫等杂物清理干净,检查模具配合精度。
否则发泡时将会产生损坏箱体、漏泡等严重的质量问题箱发泡前应检查箱体的排、吸气管是否按要求整理好,是否有弯折。
引出线是否齐全,排水管是否已装好。
发泡工艺板是否按工艺要求粘贴好。
B、门发泡前应检查门体的把手是否装正,有无歪斜。
配线装配尺寸是否符合工艺要求。
门锁是否按要求装配好。
美纹纸是否按工艺要求粘贴,是否出现漏泡的可能。
6、取放箱(门)体的要求:
取放箱(门)体都要垂直轻拿轻放,不允许有碰伤内、外箱体;发泡后的箱(门)体应均匀间隔放置在流水线上。
然后检查发泡质量是否符合要求。
漏泡应用工具清理干净,不可擦划伤箱(门)体。
7、发泡工艺控制方法
A、每班生产前,必须检查各参数是否符合工艺要求。
以后每隔3个小时再核查一次,
并记录检查结果。
B、每班生产前,必须检测一次自由发泡体的混合情况及密度。
每班检测一次箱体和
门体的模塑泡体的混合情况及密度。
然后将自由发泡体和模塑泡体在-20℃冷冻
24H,观测其收缩情况。
泡沫体应无明显的收缩。
并记录检查结果。
七、聚氨酯发泡常见问题及决绝措施。