无铅制程导入流程
- 格式:doc
- 大小:42.50 KB
- 文档页数:4
焊料从发明到使用,已有几千年的历史。
Sn/Pb焊料以其优异的性能和低廉的成本,一直得到人们的重用,现已成为电子组装焊接中的主要焊接材料。
但是,铅及其化合物属于有毒物质,长期使用会给人类生活环境和安全带来较大的危害。
从保护地球村环境和人类的安全出发,限制使用甚至禁止使用有铅焊料的呼声越来越强烈,这种具有悠久应用历史的Sn/Pb焊料,将逐渐被新的绿色焊料所替代,在进入二十一世纪时,这将成为可能。
人体通过呼吸,进食,皮肤吸收等都有可能吸收铅或其化合物,铅被人体器官摄取后,将抑制蛋白质的正常合成功能,危害人体中枢神经,造成精神混乱、呆滞、生殖功能障碍、贫血、高血压等慢性疾病。
铅对儿童的危害更大,会影响智商和正常发育。
电子工业中大量使用的Sn/Pb合金焊料是造成污染的重要来源之一,在制造和使用Sn /Pb焊料的过程中,由于熔化温度较高,有大量的铅蒸气逸出,将直接严重影响操作人员的身体健康。
波峰焊设备在工作中产生的大量的富铅焊料废渣,对人类生态环境污染极大。
近年来有关地下水中铅的污染更引起人们的关注,除了废弃的蓄电池大量含铅外,丢弃的各种电子产品PCB上所含的铅也不容忽视。
以美国为例,每年随电子产品丢弃的PCB约一亿块,按每块含Sn/Pb焊料10克,其中铅含量为40%计算,每年随PCB丢弃的铅量即为400吨。
当下雨时这些铅变成溶于水的盐类,逐渐溶解污染水,特别是在遇酸雨时,雨中所含的硝酸和盐酸,更促使铅的溶解。
对于饮用地下水的人们,随着时间的延长,铅在人体内的积累,就会引起铅中毒。
二十世纪九十年代初,由美国国会提出了关于铅的限制法案,并由工作小组着手进行无铅焊料的研究开发活动。
目前,美国已在汽车、汽油、罐头、自来水管等生产和应用中禁止使用铅和含铅焊料。
但该法案对电子工业产生的效能并不大,在电子产品中禁止使用含铅焊料进展缓慢。
欧洲和日本等发达国家对焊料中限制铅的使用也很关注。
对于居住环境意识较强的欧洲,欧盟于1998年通过法案,已明确从2004年1月1日起任何制品中不可使用含铅焊料,但因技术等方面的原因,在电子产品中完全禁止使用铅有可能推迟至2008年执行。
一、无铅解说:1.无铅锡的产生背景随着人类文明的进步,人们的环境意识增强,保护自然环境、维护生态平衡渐成时尚。
我们现使用的含铅锡料中的铅对人类的健康起着不良影响。
人们可能在铅的环境下,通过饮食或吸入而发生铅中毒。
在电子产品的组装生产过程中,有足够产生含铅气体的条件(高温度处理)。
在一般采取的预防措施中,如进行波峰焊炉的清洁保养和清除锡渣等工作时使用口罩;在和含铅材料(锡膏、焊条等)有直接接触后确保饮食前有很好的清洗;工厂禁止在有含铅物的环境中进食等等,铅中毒的可能性是非常微小的,电子制造工业界中,铅毒的问题虽然已被意识到,但是并未十分受到重视。
然而,为什么我们在电子业中还致力于开发无铅锡焊接技术呢?主要的考虑点来自于人们最担心电子产品废件的处理。
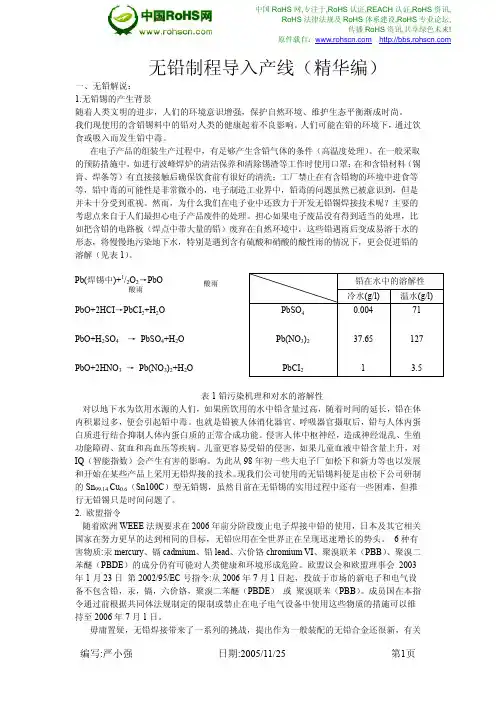
担心如果电子废品没有得到适当的处理,比如把含铅的电路板(焊点中带大量的铅)废弃在自然环境中,这些铅遇雨后变成易溶于水的形态,将慢慢地污染地下水,特别是遇到含有硫酸和硝酸的酸性雨的情况下,更会促进铅的溶解(见表1)。
表1铅污染机理和对水的溶解性对以地下水为饮用水源的人们,如果所饮用的水中铅含量过高,随着时间的延长,铅在体内积累过多,便会引起铅中毒。
也就是铅被人体消化器官、呼吸器官摄取后,铅与人体内蛋白质进行结合抑制人体内蛋白质的正常合成功能。
侵害人体中枢神经,造成神经混乱、生殖功能障碍、贫血和高血压等疾病。
儿童更容易受铅的侵害,如果儿童血液中铅含量上升,对IQ (智能指数)会产生有害的影响。
为此从98年初一些大电子厂如松下和新力等也以发展和开始在某些产品上采用无铅焊接的技术。
现我们公司使用的无铅锡料便是由松下公司研制的Sn 99.14 Cu 0.6(Sn100C )型无铅锡,虽然目前在无铅锡的实用过程中还有一些困难,但推行无铅锡只是时间问题了。
2. 欧盟指令随着欧洲WEEE 法规要求在2006年前分阶段废止电子焊接中铅的使用,日本及其它相关国家在努力更早的达到相同的目标,无铅应用在全世界正在呈现迅速增长的势头。
制程技术与材料分析工程目录1.產品設計之可製造性(DFM)作業 (3)1.1. 何謂DFM.................................................................................... 错误!未定义书签。
1.2. DFM使用時機 ............................................................................ 错误!未定义书签。
1.3. DFM的作業流程(圖1)........................................................... 错误!未定义书签。
1.4. DFM檢核表之訂定與使用 .......................................................... 错误!未定义书签。
1.5. 關鍵性的PCB DFM準則............................................................ 错误!未定义书签。
2.材料選用.......................................................................................... 错误!未定义书签。
2.1. 間接材料選擇–錫膏選擇........................................................... 错误!未定义书签。
2.2. 間接材料的選用準則-助焊劑....................................................... 错误!未定义书签。
2.3. 直接材料的選用準則–印刷電路板(PCB) ................................. 错误!未定义书签。
【精品文档】无铅制程导入建议流程W O R D
文档
本文仅供学习使用
不得使用在其他用途
学习完毕请自行删除
多谢合作
℃以上,另外零件腳的鍍層合金組成, Ni/Pd/Au , Ni/Pd,Matte Sn(非亮面)(Sn / 1-3%Bi or Sn / 1-5%Ag)都是可以適用的,至於BGA或者CSP 等零件的銲錫球建議使用Sn/Ag(3-4%)/Cu(0.5-1)此合金組成
4. 焊接設備應注意事項
後的急速冷卻就變的相當重要了,一般降溫速度將由以往的1℃/sec 至少提升
到2℃/sec以上會來的比較恰當!因此坊間都已經有水冷式的
reflow問世了。
实用文档
b. Dip設備
以往用於63/37製程的波焊爐是無法使用於無鉛製程,主要原因為無鉛錫棒
的熔點都較以往提升30~40℃,因此錫槽的加熱功率一定要提高,如
的錫絲熔點已經比以往提高30℃以上,假设繼續使用此焊台的話,溫度一定要
調整到420~450℃以上才可以將無鉛錫絲溶化,但是相對烙鐵頭的壽命也將
实用文档
降低,因此建議必須要全面更換無鉛專用焊台,瓦數至少達到80瓦以上,溫度
同樣設定在350~380℃,在熱補償速度足夠下即可順利進行錫絲焊接製程
所推薦使用的合金,缺點是所需的作業溫度比較高(270~280℃)。
另外為了
加強此合金焊接後的強度,會在此合金當中添加微量的Ni(大約0.1%)。
实用文档
c. 錫銀銅(Sn/Ag3~4%/Cu0.5~1熔點219℃
实用文档。

距離2006年7月1日電子產品全面無鉛化的日子越來越接近了,電子業界為了符合此一潮流都正在如火如荼的進行各項相關製程的變更,然而在變更的同時勢必會發生許許多多的問題,這些問題該如何克服?在導入無鉛製程的同時,又該注意什麼事情?如何制定無鉛製程導入的流程?以下的說明希望能夠提供給電子業界先進一些幫助。
在無鉛製程當中要了解的事項繁多,因此建議先從以下7大方向來加以討論:1. 各國相關無鉛法令2. PCB基板材質的選擇3. 無鉛零件材質的選擇4. 焊接設備應注意事項5. 焊接材料的選擇6. 製程變更7. 可靠度試驗1. 各國相關無鉛法令:1.1 歐盟目前歐盟已針對電子產品發出禁鉛令,並擬定所謂的RoHS指令,此條文中明確規定”鉛”,”汞”,”鎘”,”六價鉻”,”PBB”,”PBDE’s”這六項物質不得存在或者超出所規定的含量,並規定所有的歐盟成員國必須於2004.8.13以前完成立法,並於2006.7.1正式執法。
以下為這六項物質可能衝擊的產品。
目前使用的電子產品鉛電機電子設備,電池,鉛管,汽油添加劑,顏料,PVC安定劑,燈泡之玻璃,CRT,或電視之陰極射線管,銲接材料…等鎘被動元件,銲接材料,紅外線偵測器,半導體,PVC…等汞溫度計,感應器,醫療器材,電訊設備,手機….等PBB&PBDE’s各式電子產品,PCB,元件,電線,塑膠蓋….等1.2 日本日本電子工業發展協會(JEIDA)、日本工業規格協會(JIS)…等都已經正在進行草擬各種相關的無鉛規格要求,在此之前,日本各相關知名廠商如SONY,N EC,HITACHI,PANASONIC,TOSHIBA….等等都已經明定出禁鉛的相關條文(例如SONY 之SS00259)1.3 美國美國的電子業界原先針對導入無鉛化製程的態度原本就不是那麼積極但是在世界環保潮流的推波助瀾下,包括NEMI協會及一些世界知名的電子大廠(例如HP,DELL,IBM….等)都已經擬定禁鉛的時程。
无铅制程导入面临问题及解决方案1 引言实施无铅化电子组装,许多企业并不主动,而是在各种压力下才转为无铅化生产。
外来压力主要包括法令规定、环保要求、市场利益、用户需求、有害物质回收处理和无铅技术方面等。
无铅化电子组装实施5步法,即:〔1〕选择正确的物料和设备,〔2〕定义制程工艺;〔3〕建立可靠的制造工艺:收集分析数据,排除制程中缺陷;〔4〕执行无铅化生产:生产开始后仔细跟踪制程并作必要的调整;〔5〕控制并改良制程:持续不断的跟进、监控和分析数据,并良好控制整个制程。
2 物料选择2.1 PCB无铅化制造中涉及许多与PCB有关的问题,包括设计、材料和工艺等,特别需要关注和控制的问题有:可焊性及热过程中可焊性的退化问题;较低CTE基材选用问题;合适的焊盘涂层材料选择问题;焊接过程中大尺寸PCB下垂变形问题;高温下基板z轴的热膨胀系数导致通孔可靠性问题;基材高温分解引起的可靠性问题;基材吸水后在高温再流过程中可能导致的内部分层、玻璃纤维和树脂界面接合的退化问题;另外还有兼容性和长期可靠性问题。
基材对于简单产品,焊接温度为235-240摄氏度,对于大热容量的复杂产品,可能需要260摄氏度高温才能满足要求,传统PCB基材大量使用溴化环氧树脂等含卤素聚合物的阻燃材料〔含PBB和PBDE〕,在无铅工艺高的焊接温度下可能出现不可接受的变色、起皮和变形,而且容易释放出高毒性物质〔如二恶英等致癌物〕,另外焊接温度升高,由于材料的CET不匹配,尤其是Z方向,易造成多层结构的PCB金属化孔镀层断裂,一般玻璃转化温度Tg前后,都要求有较低的CTE,如图1中B为合适的材料选择。
常用FR4的Tg在135摄氏度左右,Tg下树脂、玻璃纤维的CTE与Cu〔16×16-6/k〕相似,而在Tg-260摄氏度间Z轴CTE较大,〔80-90×10-6/k〕,基于外观要求、设计难度和绿色制造等理由,无铅化用PCB应转向使用Tg较高的FR4、FR5或CEMn基材有助于降低不匹配产生的应力,但后两者成本较高,表1和图2为不同钎料焊接温度对PCB基材的性能要求。
无铅技术系列文章三:无铅技术的导入管理KIC 特约顾问薛竞成撰写前言:在无铅技术的课题讨论上,我想最缺乏的是无铅技术的有效导入和管理方法。
到目前为止,大多数较有经验和成果的无铅用户,多是那些参与无铅技术研究开发的国际大企业,或是有大客户全面支持的加工厂。
前者由于是带研发性质,在时间和成本压力上会较为松懈。
好些参与研究开发工作的,有些已经有15年的历史经验,即使是较后期开始无铅工作的,也多有3、5年历史经验。
时间上压力不如目前受到法令或客户限制而将要导入的用户大。
不只是在时间方面,在成本上的压力,由于有研发预算也属于较小,而发生错误也被认为是理所当然的事。
至于后者,由于决策多由客户制定,并多已经有‘供应配套’式的导入,所以本身面对和处理压力的机会也相对小了。
除了以上两大类用户,当然还有小部分是自己奋斗成长的。
从我在华南地区和数家这类工厂的交流中,发现其导入管理的随机性较强。
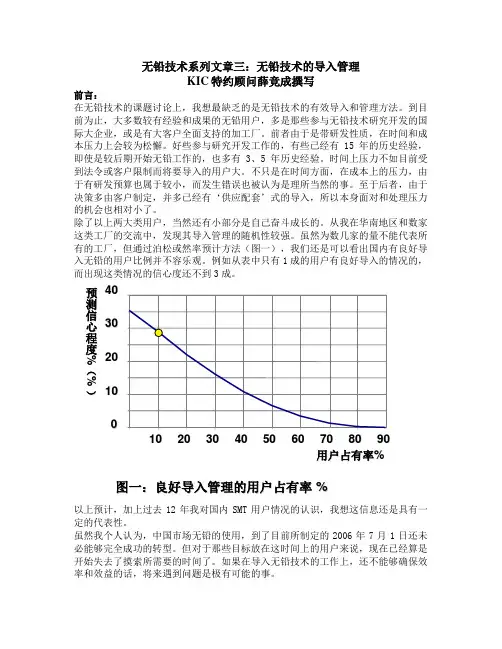
虽然为数几家的量不能代表所有的工厂,但通过泊松或然率预计方法(图一),我们还是可以看出国内有良好导入无铅的用户比例并不容乐观。
例如从表中只有1成的用户有良好导入的情况的,而出现这类情况的信心度还不到3成。
以上预计,加上过去12年我对国内SMT 用户情况的认识,我想这信息还是具有一定的代表性。
虽然我个人认为,中国市场无铅的使用,到了目前所制定的2006年7月1日还未必能够完全成功的转型。
但对于那些目标放在这时间上的用户来说,现在已经算是开始失去了摸索所需要的时间了。
如果在导入无铅技术的工作上,还不能够确保效率和效益的话,将来遇到问题是极有可能的事。
01020304010 20 30 40 50 60 70 80 90图一:良好导入管理的用户占有率 % 用户占有率%预测信心程度%(% )其实,无铅技术虽然在一定程度上是从含铅技术上发展而来,但其多面性以及在导入和管理上的要求,是可以成为一家工厂的有利竞争手段。
关键在于用户如何去利用它。
无铅技术的导入管理前言:在无铅技术的课题讨论上,我想最缺乏的是无铅技术的有效导入和管理方法。
到目前为止,大多数较有经验和成果的无铅用户,多是那些参与无铅技术研究开发的国际大企业,或是有大客户全面支援的加工厂。
前者由于是带研发性质,在时间和成本压力上会较为松懈。
好些参与研究开发工作的,有些已经有15年的历史经验,即使是较后期开始无铅工作的,也多有3、5年历史经验。
时间上压力不如目前受到法令或客户限制而将要导入的用户大。
不只是在时间方面,在成本上的压力,由于有研发预算也属于较小,而发生错误也被认为是理所当然的事。
至于后者,由于决策多由客户制定,并多已经有‘供应配套’式的导入,所以本身面对和处理压力的机会也相对小了。
除了以上两大类用户,当然还有小部分是自己奋斗成长的。
从我在华南地区和数家这类工厂的交流中,发现其导入管理的随机性较强。
虽然为数几家的量不能代表所有的工厂,但通过泊松或然率预计方法(图一),我们还是可以看出国内有良好导入无铅的用户比例并不容乐观。
例如从表中只有1成的用户有良好导入的情况的,而出现这类情况的信心度还不到3成。
以上预计,加上过去12年我对国内SMT用户情况的认识,我想这信息还是具有一定的代表性。
虽然我个人认为,中国市场无铅的使用,到了目前所制定的20xx年7月1日还未必能够完全成功的转型。
但对于那些目标放在这时间上的用户来说,现在已经算是开始失去了摸索所需要的时间了。
如果在导入无铅技术的工作上,还不能够确保效率和效益的话,将来遇到问题是极有可能的事。
其实,无铅技术虽然在一定程度上是从含铅技术上发展而来,但其多面性以及在导入和管理上的要求,是可以成为一家工厂的有利竞争手段。
关键在于用户如何去利用它。
使用得当时,以往制造能力处于劣势的企业,是可能通过这机会翻身的。
基于上面的各种原因,我想和用户读者们分享导入和管理上的知识是有助于推动无铅的发展的。
含铅的技术应用和管理问题:在过去数年我曾通过好些文章和大家分享以及讨论SMT应用和管理上的一些常见问题。
电子产品组装中无铅制程的实施方案主要内容:1 电子产品转入无铅制程的时代迫切性2 无铅化电子组装的概念3 无铅焊料的定义4 无铅焊料及其供应元器件的选择5 无铅制程的特点与难点6 各种焊接工艺无铅制程的指导性原则7 无铅制程的导入方案8 亿铖达的专业精神如何帮助您顺利导入无铅制程一、电子产品转入无铅制程的时代迫切性1991年美国参议院提出Reid法案,要求将电子工业用焊料中铅含量控制在0.1%以下,虽然该法案当时遭到了美国工业界的强烈反对而中途夭折,但却引发了世界范围内对无铅化电子组装技术的研发热潮。
同时许多国家和地区的政府也开始关注电子产品生产过程中的环保问题,无铅化电子组装也慢慢演变成一个行业政策的问题。
2003年是无铅化电子组装发展进程中的一个里程碑。
该年2月13日,欧盟正式公布了WEEE和RoHS指令,明确规定自2006年7月1日起,所有进入欧洲市场的电力电子产品必须不含有6种有毒有害物质,其中铅排在第一位。
作为第一个强制要求无铅化的政府官方文件,这两个指令的正式出台对世界范围内的电子工业产生了巨大影响。
仅以中国为例,中国现在每年向欧盟出口电子产品可创汇约2000亿美元,如果不能突破无铅化电子组装这一绿色技术壁垒,其损失是显而易见的。
因此,中国信息产业部在欧盟指令出台后不久,即2003年3月,已经开始拟定《电子信息产品污染防治管理办法》,其核心内容是自2006年7月1日起,投放于中国市场的国家重点监管目录内的电力电子产品也必须不含有6种有毒有害物质,同样铅也是排在第一位。
据我们了解,这一《管理办法》最晚于2005年正式出台。
另一方面,绝大多数国际知名的电子公司都已经把自己的产品完全实现无铅化的日程表锁定在2005年。
当然,他们也必然会要求其OEM厂家及相关供应商要保持同步。
由上述阐述可见,电子产品转入无铅制程的迫切性是这个时代的要求,只有下大力气尽快尽可能好地完成这一转变,才有可能在未来的市场竞争中立于不败之地。
手工焊接的烙铁温度设定一、手工焊接的原理:常见的手工焊接工艺就是通过烙铁头传热,熔化焊锡,来使焊接件(电子元器件等)与焊盘(被焊件)连接接合。
手工焊接要素:电源(焊台或烙铁)、加热体(发热芯)、烙铁头、焊锡、焊接件等;二、无铅焊接知识以前的焊锡是锡铅合金,如63/37(锡63%,铅37%),熔点为183度。
因铅对环境的有毒性,ROHS等法规规定电子产品中禁用。
所以出现了替代的无铅焊锡。
如:表1、松香入无铅焊锡焊锡-熔点温度范围Sn-Cu系列 Sn-0.75Cu 227℃Sn-Ag系列 Sn-3.5Ag 221℃Sn-Ag-Cu系列 Sn-3.5Ag-0.75CuSn-3.0Ag-0.7CuSn-3.0Ag-0.5Cu 217℃~219℃217℃~219℃217℃~219℃无铅焊锡相对有铅焊锡:1、熔点升高约34-44度;2、焊锡中锡含量增加了;3、上锡能力差(可焊性差),无铅焊锡的焊锡扩散性差,扩散面积差不多是共晶焊锡的1/3;三、手工焊接温度公式:焊接作业最适合的温度是在使用的焊锡的熔点+50度。
烙铁头的设定温度,由于焊接部分的大小,电烙铁的功率和性能,焊锡的种类和线型的不同,在上述温度的基础上还要增加X度(通常为100)为宜。
即为:烙铁头温度=焊锡熔点+50+X(损耗)。
如:有铅焊锡63/37常用焊接温度:183+50+100=333左右,无铅锡铜为:227+50+100=377度。
因为不同产品焊点大小、不同焊锡、不同环境及操作习惯等影响,此处X变化很大,所以焊接温度有从350-450的使用情况。
四、烙铁头损耗原理:烙铁头尖端结构大致为;铜-镀铁层-镀锡层,焊接时,加热的情况下,镀铁层会与焊锡中的锡之间发生物理化学反应,使得铁被溶解腐蚀掉,而且这个过程随着温度升高会加速。
所以,无铅焊接时,因为焊接温度普遍升高,同时焊锡中的锡含量也大幅度增加,于是烙铁头的寿命急剧减少。
五、无铅手工焊接常见问题:1、使用高温时,容易损坏元器件;2、烙铁或焊台热回复性不好的话,容易出现虚焊假焊,不良率增加;3、烙铁头氧化损耗增加;六、无铅手工焊接常见对策:1、使用无铅专用烙铁头(本身镀无铅锡,适当增厚镀铁层来延缓腐蚀,延长寿命,同时不影响导热);2、使用无铅专用焊台(大功率、快速回温,使得温度更稳定,并能使用低温进行焊接);七、无铅焊台知识:由焊接原理可知,焊接工艺是靠热量的传递来完成的。
无铅工艺导入咨询服务(技术方案)中国赛宝实验室可靠性研究分析中心背景随着欧盟的两个指令( WEEE 与 RoHS)实施日期的日益临近,国内配套的法律法规《电子信息产品污染控治管理办法》也即将出台,含有铅( Pb)、镉(Cd)、汞(Hg)、六价铬( Cr6+)、聚溴联苯( PBB)与聚溴二苯醚( PBDE)的物料将全面禁止使用,电子制造业中仍大量使用含有毒的铅焊料等有毒害物质的时代将很快过去,取代传统制造工艺的无铅化时代即将来临。
国内电子制造业与相关材料制造业的全面无铅化、无毒化将越来越紧迫,为此各企业均面临着技术和设备升级与制造成本增加的巨大压力。
由于无铅制造不仅涉及焊料合金的改变,包括元器件、 PCB、焊接工艺参数和焊点接受标准、可靠性要求等都要进行调整,并在企业内部形成一系列规范化的程序文件。
因此,完全依靠企业本身的资源可能难以完成这一变化。
因此,为了满足众多企业的需求,帮助企业制造技术的顺利转型,应对各种国际国内环保法律法规的要求,中国赛宝实验室以多年的技术积累与全面的技术手段能力为相关企业提供的无铅制造技术支持与----------------------------------------------------------------------------------------------------------------------一目标( Objective )项目通过技术培训、现场工艺优化和可靠性试验分析等手段,实现原材料控制和优化选择,实现无铅工艺的优化,从而最终实现无铅制造的全面导入。
建立符合环保指令的采购技术要求和指南,实现绿色制造,产品满足ROHS 指令的要求。
二相关培训课程( Training Course s)1 《无铅焊料与无铅工艺》2 《RoHS 的符合性实践方法》3 《无铅焊点失效分析与案例》4 《无铅工艺与可靠性》三咨询主要内容( Consultation Content)3.1 RoHS 管理体系建设ROHS 指令符合性的项目咨询主要包括环保法令培训、产品物料清单分析、生产工艺现场分析等方法,结合有害物质检测的手段,建立产品的符合性申明系统。
无铅制程导入流程距离2006年7月1日电子产品全面无铅化的日子越来越接近了,电子业界为了符合此一潮流都正在如火如荼的进行各项相关制程的变更,然而在变更的同时势必会发生许许多多的问题,这些问题该如何克服?在导入无铅制程的同时,又该注意什么事情?如何制定无铅制程导入的流程?以下的说明希望能够提供给电子业界先进一些帮助。
在无铅制程当中要了解的事项繁多,因此建议先从以下7大方向来加以讨论:1. 各国相关无铅法令2. PCB基板材质的选择3. 无铅零件材质的选择4. 焊接设备应注意事项5. 焊接材料的选择6. 制程变更7. 可靠度试验1. 各国相关无铅法令:1.1 欧盟目前欧盟已针对电子产品发出禁铅令,并拟定所谓的RoHS指令,此条文中明确规定”铅”,”汞”,”镉”,”六价铬”,”PBB”,”PBDE’s”这六项物质不得存在或者超出所规定的含量,并规定所有的欧盟成员国必须于2004.8.13以前完成立法,并于2006.7.1正式执法。
以下为这六项物质可能冲击的产品。
目前使用的电子产品铅电机电子设备,电池,铅管,汽油添加剂,颜料,PVC安定剂,灯泡之玻璃,CRT,或电视之阴极射线管,焊接材料…等镉被动组件,焊接材料,红外线侦测器,半导体,PVC…等汞温度计,感应器,医疗器材,电讯设备,手机….等PBB&PBDE’s各式电子产品,PCB,组件,电线,塑料盖….等1.2 日本日本电子工业发展协会(JEIDA)、日本工业规格协会(JIS)…等都已经正在进行草拟各种相关的无铅规格要求,在此之前,日本各相关知名厂商如SONY,NEC,HITACHI,PANASONIC,TOSHIBA….等等都已经明定出禁铅的相关条文(例如SONY 之SS00259)1.3 美国美国的电子业界原先针对导入无铅化制程的态度原本就不是那么积极但是在世界环保潮流的推波助澜下,包括NEMI协会及一些世界知名的电子大厂(例如HP,DELL,IBM….等)都已经拟定禁铅的时程。
1.4 中国目前全世界最大的电子产品生产基地”中国”,针对无铅化的到来,已制定”电子信息产品污染防治管理办法”并预计于2005年1月1日起开始施行。
2. PCB基板材质的选择目前可用在无铅制程上的PCB基板不外乎有六种材质可以选择:a. 镀金板(Electrolytic Ni/Au)b. OSP板(Organic Solderability Preservatives)c. 化银板(Immersion Ag)d. 化金板(Electroless Ni/Au, ENIG)e. 化锡板(Immersion Tin)f. 锡银铜喷锡板(SAC HASL)以上六种板材,由于化锡板与锡银铜喷锡板的制程尚未成熟,在市场上接受度还有疑虑情形之下,在此先不进行讨论a. 镀金板这是目前现有的所有板材中最稳定,也最适合使用于无铅制程的板材,尤其在一些高单价或者需要高可靠度的电子产品都建议使用此板材作为基材,只是其成本也是所有板材中最高的。
b. OSP板使用此一类板材,在经过高温的加热之后,预覆于pad上的保护膜势必受到破坏,而导致焊锡性降低,尤其当基板经过二次回焊后的情况更加严重,因此若制程上还需要再经过一次dip制程,此时dip端将会面临焊接上的挑战。
c. 化银板虽然”银”本身具有很强的迁移性,因而导致漏电的情形发生,但是现今的“浸镀银”并非以往单纯的金属银,而是跟有机物共镀的”有机银”因此已经能够符合未来无铅制程上的需求,其可焊性的的寿命也比OSP板更久。
d. 化金板此类基板最大的问题点便是”黑垫”(Black Pad)的问题,因此在无铅制程上有许多的大厂是不同意使用的,例如HP便规定所有的HP产品都不可使用此类基板,Dell亦是!3. 无铅零件材质的选择:关于无零件的最重要的便是零件的耐温性与零件镀层的材质,一般来说SMT零件的耐温性要求必须要达到260℃以上,另外零件脚的镀层合金组成, Ni/Pd/Au , Ni/Pd,Matte Sn(非亮面)(Sn / 1-3%Bi or Sn / 1-5%Ag)都是可以适用的,至于BGA或者CSP等零件的焊锡球建议使用Sn/Ag(3-4%)/Cu(0.5-1)此合金组成4. 焊接设备应注意事项a. SMT设备一般来说,SMT无铅制程所使用的Reflow建议需使用8个加热区,若低于8个加热区,并非不能用于无铅制程,只是若炉子长度不够,为符合使用无铅制程所需的profile,势必要将速度降低,如此将会影响到产能。
另外由于无铅焊材的沾锡性会比63/37要差,因此若要改善吃锡性的话,除了添加多量活性剂于锡膏当中之外,也只得靠氮气来增加吃锡效果。
最后最重要的便是冷却区,由于无铅的熔点比较高,为了使金属固化的时候能够更加紧密接合,加热后的急速冷却就变的相当重要了,一般降温速度将由以往的1℃/sec至少提升到2℃/sec以上会来的比较恰当!因此坊间都已经有水冷式的reflow问世了。
b. Dip设备以往用于63/37制程的波焊炉是无法使用于无铅制程,主要原因为无铅锡棒的熔点都较以往提升30~40℃,因此锡槽的加热功率一定要提高,如此热补偿的速度才足够,目前各电子厂的测试作业温度大多设定在(使用锡银铜成分时260-270℃、使用锡铜成分时270-280℃)。
另外由于长时间的使用无铅焊材,当中的高比例的锡成分,在长期高温下很容易对锡槽璧产生侵蚀,因此以往使用不锈钢作为锡槽原材将不足以克服此现象发生,所以各设备商纷纷以”钛”合金试图延长锡槽的寿命!c. Rework 设备现今所使用的烙铁焊台所使用的瓦数大多为30~40瓦,但是无铅制程所使用的锡丝熔点已经比以往提高30℃以上,若继续使用此焊台的话,温度一定要调整到420~450℃以上才可以将无铅锡丝溶化,但是相对烙铁头的寿命也将降低,因此建议必须要全面更换无铅专用焊台,瓦数至少达到80瓦以上,温度同样设定在350~380℃,在热补偿速度足够下即可顺利进行锡丝焊接制程5. 焊接材料的选择目前市场上无铅焊材的主流仍然是以: 锡银、锡铜、锡银铜为主a. 锡银(Sn96.5/Ag3.5 熔点221℃)这种合金在没有讨论无铅制程之前就已经被使用在一些电子产品上了,在无铅制程被提出后,本来认为可以用来取代原先的Sn/Pb制程,但由于此合金的表面张力较大,导致其扩散性降低,进而影响到吃锡的效果!虽然有些厂商仍然会使用到此合金,但并没有受到电子业界的广泛的使用!b. 锡铜(Sn99.3/Cu0.7 熔点227℃)此合金是目前用于波焊制程当中价格最便宜的合金,也是美国NEMI协会所推荐使用的合金,缺点是所需的作业温度比较高(270~280℃)。
另外为了加强此合金焊接后的强度,会在此合金当中添加微量的Ni(大约0.1%)。
c. 锡银铜(Sn/Ag3~4%/Cu0.5~1熔点219℃)此合金是目前市场上最被接受的合金组成,用于市场上不同的配方比例有好几种,以下说明世界各国组织所建议的详细合金范围:(1) 美国NEMI协会----(Sn95.5/Ag3.9/Cu0.6)(2) 日本JEIDA协会----(Sn96.5/Ag3.0/Cu0.5)(3) 欧盟---(Sn96.5/Ag3.8/Cu0.7)不论上述协会所推荐合金组成为合,只要是在(Sn/Ag3~4%/Cu0.5~1)这个范围都是被电子业界所接受的d. 其它合金至于目前市场上,尤其是日本方面,使用在无铅的产品上面,还包括有”锡-锌”系列的产品或者是”锡-银-铟”,”锡-银-铋”….等等,这些合金通常都是使用在某些特定产品上。
e. 锡银铜镍锗五元合金目前锡银铜系列的合金还有一款值得推荐,”锡/3.0银/0.5铜/0.06镍/0.01锗”此种合金组成特别针对锡银铜的一些缺点进行改善,例如焊点裂痕,凹洞..等在锡银铜合金当中添加”镍”可以促进合金组织细微化,增加焊点强度,添加“锗”,由于此金属的比重较轻(约5.36)因此会在焊锡表面层形成一层类似保护膜的作用,进而阻止合金氧化,增加润湿的能力。
6. 制程变更a. SMT制程钢板的设计: 由于无铅焊材的扩散性较差,因此以往用于Sn63/Pb37制程将钢板内缩的开法将不再可行,建议将钢板开孔与Pad以1:1的比例设计,甚至长宽都再加长!Profile的设计: 参考锡膏供货商所提供的profile即可!尤其在冷却区的部分一定要提高冷却速率,否则将会有锡凹或者锡裂的现象发生b. DIP制程治具的设计: 由于无铅焊材的流动性较差,若要改变流动性就必须将温度提高,但是又要确保零件可以承受,因此治具设计的重要性就显的重要多了。
Profile的设计: 参考锡膏供货商所提供的profile即可!但是在波焊炉的出口建议加装急速冷却的系统,避免焊点出现锡裂的现象!c. 检测制程:AOI 检测: 由于无铅焊材的焊点表面为雾状,因此原先使用于含铅焊点所设定的参数必须做调整ICT 检测: 若使用OSP板材,则PCB基板上的测试点必须要涂布锡膏,如此才可避免探针无法接触测试点而造成误判的情况发生7. 可靠度试验当完成后的无铅组装板,必须执行以下几项的测试,以确保产品的可靠度:a. 振动试验(Vibration Test)b. 热冲击(或者是热循环)测试(Thermal Shock Test)c. 金相切片试验(Cross Section Test)d. IC零件脚的拉力试验(Pull Test)e. 电阻电容的推力试验(Shear Test)f. 摔落试验(手机产品)以上试验,d与e项,在成品完成后与经过b项试验后都建议执行!另外金相切片的部分,需执行BGA零件,IC零件,Chip零件,PTH零件,除以上零件之外若产品上有重要零件也须一并进行,主要目的为观察零件与PCB基板间的焊接状态与IMC层的状态!8. 建议流程:综合以上说明,简单来说,若要完成无铅产品的导入,先期的试验流程简述如下: 取得4种pcb的基板当作测试板,取得无铅零件,取得无铅焊接材料,利用现有的设备进行焊接,完成后先观察外观的焊接状态,进行第7项c.d.e的检查从四种的测试结果选取两种较好的焊接状态,进行正式板的测试,当正式板完成后再按照第7项进行所有的测试!9. 结论要从锡铅制程导入无铅制程的过程,若不深入了解的话,势必会产生一些问题因此必须要先了解各国相关法令的内容后,再依据内容去要求各相关厂商提供符合法令的无铅产品,组装厂本身也必须针对无铅制程,对厂内各种设备进行汰旧换新。