有铅无铅制程外观对比报告
- 格式:pdf
- 大小:280.14 KB
- 文档页数:12

无铅焊锡与有铅焊锡对比
有铅焊锡与无铅焊锡的区别如下:
1、从锡外观光泽色上看:
有铅焊锡的表面看上去呈亮白色;
无铅焊锡则是淡黄色的。
2、从金属合金成份来分:
有铅焊锡是含锡和铅二种主要金属元素(如:Sn63Pb37、Sn50Pb50等);
无铅焊锡则是基本不含铅的(欧盟ROHS标准是含铅量小于1000PPM,日本标准是小于500PPM),无铅焊锡一般含有锡、银或铜金属元素。
3、从用途上来分:
有铅焊锡用于有铅类产品的焊接,它所用的工具和元器件均为有铅的。
无铅焊锡用于无铅的出口欧美等国家的产品焊接,它所用的工具和元器件一定是无铅的。
4、如用手擦的方法来区分的话:有铅的会在手上留有黑色痕迹,无铅则有淡黄色痕迹,因为无铅一般含有铜金属。
5、无铅焊锡溶点范围从217℃到226℃。
混合工艺之有铅锡膏与无铅BGA 的焊接北京德天泉机电设备有限公司 陶 鹏引言在当前表面贴装技术(SMT)中,我们对有铅无铅的混合焊接方式并不陌生,尤为代表性的是:有铅锡膏与无铅BGA 的焊接。
这也是我们今天所要介绍的主题与实际案例。
1. 从有铅与无铅的特殊性来分析,我们可以先看以下几点首先,从润湿性的角度看,我们先考虑焊料的特性:相对来说含铅焊料的表面张力较小;而无铅焊料的表面张力相对较大。
从其特性可以看出焊膏的流动性与实际焊接的润湿能力存在最直接的关系。
所以与锡铅或是普通的低熔点焊料合金相比,无铅焊料合金的润湿效果较差。
其次,我们从其本身的自我矫正的角度来看,与之润湿能力成正相关,以BGA 焊接为例,有铅BGA 的自我矫正(焊球对位)焊接能力明显强于无铅BGA 的自矫正能力。
再之,我们来看它们在可靠性方面的特点,对于无铅焊料合金的长期可靠性目前还没有定论,但其焊点在受力的情况下表现出较大的离散性而容易损伤,值得一提的是在所受应力较低的情况下,SAC 合金的可靠性能与SnPb 合金水平相当或者比它稍好。
针对这种混合制程的焊接方法,我们知道很多产品因为设计的需求或考虑其成本等各方面因素不可避免的采用有铅无铅混做的方式对产品进行焊接加工,所以在可制造性方面形成了阻力,而各个厂家以及各类辅材供应商也就此做出了针对性的试验与改良。
2. 下面,我们通过针对有铅制程无铅BGA 的实际焊接过程进行详述(1)通常我们使用的锡铅焊膏的回流温度范围在215-235℃。
(2)BGA 焊球SAC 合金的回流温度范围在235±5℃。
以上是我们在回流制程中的重要参数和基本条件。
我们调出在进行混合制程生产过程中曾出现过的问题标本: 首先了解一下产品的相关基础数据:① PCB 为四层板,厚度1.6mm,长宽210*185mm,PCB 表面处理采用浸锡工艺;② BGA(SAC)尺寸27*27 225球,pitch1.5mm;(如图2.1,图2.2) U n R e g i s t e r e d图2.1图2.2③ BGA 在PCB 中心偏右2-3cm 位置;(PCB 入厂无变形和划伤,BGA 外观检验合格)④ 使用的焊膏:铟泰锡铅SP8系列,推荐120-175恒温60-120秒,215-235回流45-90秒;⑤ 回流焊:八温区 热风 非氮气 ;⑥ 工艺参数:120 140 160 180 190 220 245 255 链速68cm/min;(上下温区温度一致)温度测量:Profile 测温板针对BGA 做底部的热偶采点;测试数据: Peak --228℃ >217℃--32秒;其它数据都均在锡膏Datasheet 工艺窗口范围内。
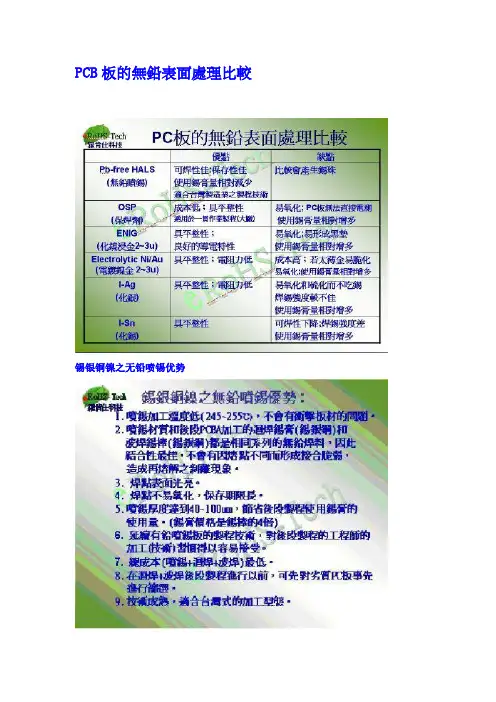
PCB板的無鉛表面處理比較锡银铜镍之无铅喷锡优势无铅喷锡种类与分析无铅喷锡板上锡厚度均匀水平喷锡简介喷锡SMOBC&HAL)作为线路板板面处理的一种最为常见的表面涂敷形式,被广泛地用于线路的生产,喷锡的质量的好坏直接会影响到后续客户生产时焊接soldering的质量和焊锡性;因此喷锡的质量成为线路板生产厂家质量控制一个重点;喷锡目前有两种:垂直喷锡和水平喷锡。
喷锡的主要作用:①防治裸铜面氧化;②保持焊锡性;其他的表面处理的方式还有:热熔,有机保护膜OSP,化学锡,化学银,化学镍金,电镀镍金等;但是以喷锡板的性价比最好;垂直喷锡主要存在以下缺点:①板子上下受热不均,后进先出,容易出现板弯板翘的缺陷。
②焊盘上上锡厚度不均,由于热风的吹刮力和重力的作用是焊盘的下缘产生锡垂solder sag,使SMT表面贴装零件的焊接不易贴稳,容易造成焊后零件的偏移或碑立现象tomb stoning。
③板上裸铜上的焊盘与孔壁和焊锡接触的时间较长,一般大于6秒,铜溶量在焊锡炉增长较快,铜含量的增加会直接影响焊盘的焊锡性,因为生成的IMC合金层厚度太厚,使板子的保存期大大缩短shelf life。
水平喷锡大大克服以上缺陷,与垂直喷锡相比,主要有以下优点:①融锡与裸铜接触时间较短,2秒钟左右,IMC厚度薄,保存期较长;②沾锡时间短wetting time ,1秒钟左右;③板子受热均匀,机械性能保持良好,板翘少;水平喷锡的工艺流程:前清洗处理----预热----助焊剂涂覆---水平喷锡---热风刀刮锡---冷却----后清洗处理1.前清洗处理:主要是微蚀铜面清洗,微蚀深度一般在0。
75—1。
0微米,同时将附着的有机污染物除去,使铜面真正的清洁,和融锡有效接触,而迅速的生成IMC;微蚀的均匀会使铜面有良好的焊锡性;水洗后热风快速吹干;2.预热及助焊剂涂敷预热带一般是上下约1。
2米长或4英尺长的红外加热管,板子传输速度取决于板子的大小,厚度和其复杂性;‘60mil(1.5mm)板子速度一般在4。
无铅焊锡与有铅焊锡工艺特点
无铅焊锡与传统有铅焊锡的区别主要是无铅焊锡内不含铅。
常用的无铅焊锡成份:
1)Sn-Ag (锡+银, 96-98%锡)
2)Sn-Cu (锡+铜, 96%锡)
3)Sn-Ag-Cu (锡+银+铜, 93-96%锡)
4)Sn-Ag-Bi (锡+银+铋, 90.5-94%锡)
5)Sn-Ag-Bi-Cu (锡+银+铋+铜, 90-94%锡)
由于无铅焊锡与传统焊锡成分不同,使得无铅焊锡的溶点比传统焊锡高。
常用的传统焊锡分为(63%锡+37%铅)和(60%锡+40%铅)两种,其中63/37有铅焊锡溶点为183℃,凝固点同样为183℃,此焊锡从液态冷却到固态(或相反)的温度点相同,不会出现胶态。
而60/40有铅焊锡溶点为191℃,凝固点为183℃,此焊锡从液态冷却到固态(或相反)有8℃的温度范围,在此范围形成胶态。
无铅焊锡溶点范围从217℃到226℃。
因此无铅焊锡需要比原来更高的焊接温度,焊接温度提高使得对焊接工具和
设备以及被焊接器件提出了较高的温度要求。
作者:顾霭云 公安部第一研究所 摘要就目前的趋势,从世界范围看,无铅制造已成定局,势在必行。
由于无铅合金与传统的Sn-Pb 共晶合金比较,熔点高,工艺窗口小,浸润性差,因此工艺难度大,容易产生可靠性问题,无铅不仅仅涉及到焊接材料(无铅合金、助焊剂)的问题,还涉及到设计、元器件、PCB 、设备、工艺、可靠性、成本等方面的挑战。
因此,如何顺利地从有铅产品向无铅产品转换,关键在于能否正确实施无铅工艺。
本文主要介绍如何正确实施无铅工艺。
关键词:无铅焊接 ; 无铅焊料 ; 无铅元器件 ; 无铅印制板 ; 无铅可靠性; RoHS ; Pb 污染 一、无铅焊接势在必行Pb 是六种(Pb 、Hg 、Cd 、六价Cr 、多溴联苯PBB 、多溴联苯醚PBDE )有害物质之一,而Pb 在电子装联中的用量只占Pb 总耗量的很少一部分。
多年来,人们对无铅的优缺点以及对环境的受益方面有很多的争议,几年前甚至有人曾预言“无铅会不会是一场闹剧”,但现在看来无铅化已经成为事实,无铅焊接势在必行,理由如下:(a )电子制造业的上游元器件已经基本上实现了无铅,因为从有铅组件转向无铅组件生产,在设备和工艺上的成本是很高的,再让转回去不大容易;目前已经很难买到有铅组件了,即使你的产品获得豁免,可以延用有铅焊料,但无铅组件用于有铅工艺,有时会产生一些不可靠因素;如果还想买有铅组件,必定是高价,甚至根本买不到。
(b )无铅与有铅的焊接设备是不兼容的,特别是波峰焊机,在同一台设备上有铅与无铅不可以频繁交替进行的。
无铅焊接时,Pb 是杂质,Pb 污染不仅会产生质量问题,严重时必须更换新焊料。
(c )目前,SMT 加工厂的无铅生产线是不接有铅产品订单的。
如果接有铅产品订单,必须保留一条专门用于有铅产品的生产线,这样会大大增加有铅产品的加工成本。
前几年很难找到无铅产品加工厂,以后会逐渐找不到有铅产品加工厂。
(d )虽然Pb 在电子装联中的用量只占Pb 总耗量的很少一部分(约2%以下)。
无铅制程分析报告
一、无铅制程分析:
1.目前电子组装中广泛使用的低熔点的锡铅合金具有电导性好、工艺技术简单、便宜而且可靠性高等特点,大量无铅焊料的研究结果表明,目前没有找到现成的锡铅焊料的无铅替代品.
2.无铅电子组装技术是否已经成熟
a.成熟的无铅电子组装技术包括在印刷电路板级组装和电子元器件封装两个过程中,使用的材料达到到无铅的标准,使用无铅材料的设备和工艺的实用性,以及最终产品达到必须的可靠性要求.
b.用无铅制程替代沿用多年的锡铅共晶焊接,不仅影响电子组装中的材料、设备、工艺、以及产品的可靠性和产品的质量检测标准,还影响制造商的生产运作和供应.
c.无铅制程转换不仅指硬件是否成熟,“人是否准备好了?”也是同等重要的技术问题.
二、从材料来分析:
1.无铅材料包括在印刷电路板的组装过程中采用无铅焊料产品(例如无铅的焊锡丝、焊锡条和焊锡膏),还指组成整个电子元器件的各部分均为无铅的材料.
2.电路板和元器件引脚的表面材料也是无铅制程实施中的一个重要环节.
3.从纯技术的角度来看,取代传统的Sn63-Pb37或Sn60-Pb40有铅焊料产品的无铅焊料产品已经成熟。
其根本是以Sn作为基体的Sn-Cu、。
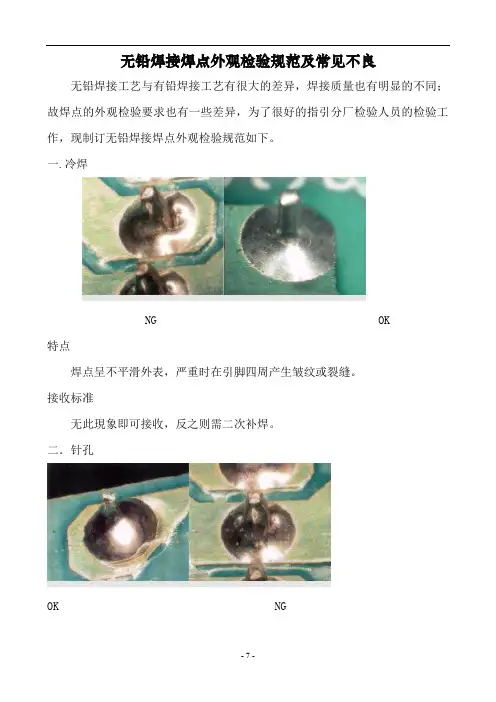
无铅焊接焊点外观检验规范及常见不良无铅焊接工艺与有铅焊接工艺有很大的差异,焊接质量也有明显的不同;故焊点的外观检验要求也有一些差异,为了很好的指引分厂检验人员的检验工作,现制订无铅焊接焊点外观检验规范如下。
一.冷焊NG OK特点焊点呈不平滑外表,严重时在引脚四周产生皱纹或裂缝。
接收标准无此現象即可接收,反之则需二次补焊。
二.针孔OK NG在焊点外表上产生如针孔般大小的孔洞。
接收标准针孔直径大于0.2mm或同一块PCB板直径小于0.2mm的气孔数量超过6个,或同一焊点超过2个气孔均不可接受。
三.短路NG NG特点在不同线路上兩个或兩个以上的相邻焊点间,其焊盘上的焊锡产生相连現象。
接收标准无此現象即可接收,反之则需二次补焊。
四.漏焊零件引脚四周未与焊锡熔接及包覆。
接收标准无此現象即可接收,反之则需二次补焊。
五.引脚长OK NG特点零件引腳吃锡后,其焊点引腳长度超过規定的高度。
接收标准φ≦0.8mm →引脚长度小于2.5mmφ>0.8mm →引脚长度小于3.5mm六.锡少1、对于单面板上的非受力弱电器件,如电容、电阻、插座、晶体管、轻触开关等,引脚、孔壁和可焊区域焊点润湿必须大于270º(图9),或焊角未形成弯月形的焊缝角,润湿角大于15º,否则均不可接受。
图92、对于双面板上的非受力元器件及弱电器件,焊料未完全润湿双面板的金属孔,焊锡的金属化孔内填充量大于75%(如图10),否则均不接收。
图10如图11共6个金属化孔的焊点均可接收。
图113、对于受力元器件及强电气件:焊锡润湿角必须大于30º或封样标准,否则均不可接受,如图12的焊点需要进行修整。
图12七.锡多(包焊)OK NG 特点焊点锡量过多,使焊点呈外突曲线。
接收标准焊角須小於75度,未达者須二次补焊。
八.锡尖OK NG 特点在器件引脚端点及吃锡线路上,成形為多余的尖锐锡点。
接收标准锡尖长度須小于0.2mm,未达到須二次补焊。
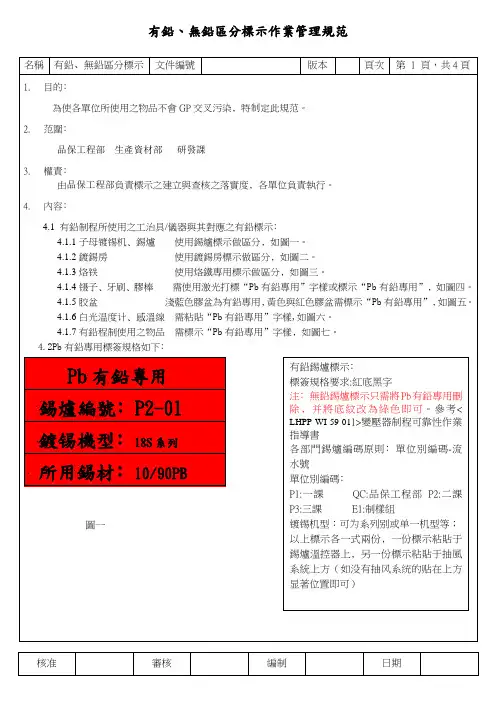
三號鍍錫房 (Pb 有鉛專用)
有鉛鍍錫房標示﹕
標簽規格要求:紅底黑字
注﹕無鉛鍍錫房直接使用白色A4紙打印鍍錫房即可(或外購標示牌)
圖二
镊子
膠棒 牙刷 圖四
流水 編號
圖三
P1-A -001
班別代號 部門 代號 有鉛烙鐵標示﹕
標簽規格要求﹕紅底黑字
注﹕1.無鉛烙鐵標示只需在編號后加上LF 及底紋改為綠色即可。
2.班別代號可根據需要自行添加。
各部門烙鐵標簽的部門代碼﹕ P1:一課 QC:品保工程部 P2:二課
P3 :三課 E1﹕制樣組
5 CM
Pb 有鉛專用標示﹕
此標簽規格要求﹕標簽使用紅底黑字(可直接用紅色紙張列印)
Pb 有鉛專用
圖五
圖六
有鉛膠盆標示﹕
此標簽規格要求﹕標簽使用紅底黑字(可直
接用紅色紙張列印)
淺藍色膠盆用于有鉛制程正常品使用﹐不得
用于其它無鉛制程
有鉛產品之不良品與報廢品使用之膠盆都
需標示Pb有鉛專用。
Pb有鉛專用標示﹕
此標簽規格要求﹕標簽使用紅底黑字(可直
接用紅色紙張列印)
其它物品有鉛專用標示﹕
如﹕治具﹑清洗槽﹑盛助焊劑铁盘
其它有鉛制程治具可用
“Pb 有鉛專用”字樣標示即可。
圖七。
PCB 各种不同可焊表面及无铅制程在装配上之研讨(1)目前PCB各种常用的可焊表面处理分别为保焊剂OSP --Organic Solderability Preservatives喷锡HASL--- Hot Air Solder Levelling浸银Immersion Silver Ag浸锡Immersion Tin Sn化镍浸金Electroless Nickel Immersion Gold, ENIG2004年因喷锡板已突破设备、材料Sn-Cu-Ni的瓶颈,并成功量产,故喷锡已成PCB无铅表面处理的首选目前Sn63/Pb37多层板喷锡市场占有率为90%以上(2)各种常用可焊表面处理焊接BGA后约美金100cent铜币大小的BGA图一经拉力试验所得知强度比较表浸银Ag 373 389 401 28浸锡Sn 350 382 404 54化镍浸金ENIG 267 375 403 136上表摘自PC FAB上的资料< 图一 >3各种表面处理之优点及缺点比较处理优点缺点(4)一般含铅制程及无铅制程IR Reflow比较图:Lead free reflowSnCuNi两者比较得知无铅IR Reflow的 Peak temp比含铅多了约240℃-225℃=15℃Peak TEMP的时间多了 20-5=5 Sec 多了四倍Preheat也多了约150~180℃-140~170℃=10℃为避免装配时减少IR Reflow对Z axis expansion的冲击, 造成孔壁破拉裂,建议凡板厚超越70milm或12层板以上用无铅制程者一律采用High Tg 170℃的材料而不是一般FR4 Tg135℃的材料.Z axis expansion Before Tg 10-5m/m℃Z axis expansion After Tg 10-5 m/m℃。
无铅材质报告1. 引言无铅材质是一种对环境友好且对人类健康无害的材料。
它通常用于电子产品、食品包装和水管等领域。
本文将介绍无铅材质的特点、应用、制造过程以及对环境和人类健康的影响。
2. 无铅材质的特点无铅材质相对于含铅材质具有以下几个特点:2.1 环境友好无铅材质不含有对环境有害的铅元素,因此在制造和使用过程中不会对环境造成负面影响。
铅是一种有毒重金属,其排放会导致土壤和水体的污染,对生态系统产生破坏。
2.2 人类健康无害铅是一种有害物质,长期暴露于铅会对人类健康造成严重影响。
无铅材质的使用可以减少人们接触到铅的机会,从而保护人类健康。
特别是对于儿童和孕妇来说,减少铅的接触对其健康至关重要。
3. 无铅材质的应用无铅材质广泛应用于各个领域,具体包括但不限于以下几个方面:3.1 电子产品无铅材质在电子产品中的应用越来越广泛。
例如,无铅焊料被广泛用于电子元件的连接,以替代传统的含铅焊料。
此外,无铅材质还用于制造电子线路板和各种电子元器件。
3.2 食品包装无铅材质在食品包装行业中也得到了广泛应用。
由于铅可能通过食品包装材料渗透到食品中,使用无铅材质可以降低食品受到污染的风险,保证食品的安全和质量。
由于传统的铅水管会导致水质污染,无铅材质被广泛应用于制造水管。
这些无铅水管不会释放铅到水中,从而提供了更安全和健康的用水环境。
4. 无铅材质的制造过程制造无铅材质通常需要经过以下几个步骤:4.1 原材料筛选在制造无铅材质时,首先要筛选出不含有铅的原材料。
这些原材料可以是金属、塑料或其他化工材料。
4.2 混合和熔炼选定的无铅原材料将被混合在一起,并通过高温熔炼的方式进行加工。
这个过程将使原材料完全融合,并且确保无铅材质的均匀性。
4.3 成型和加工熔融的无铅材料可以通过注塑、挤出或其他成型方法进行成型。
这些成型的材料可以用于制造各种产品,如电子元件、食品包装和水管等。
5. 无铅材质对环境和人类健康的影响无铅材质的广泛应用对环境和人类健康都产生了积极的影响。