无铅制程标示要求
- 格式:ppt
- 大小:10.62 MB
- 文档页数:52
一、锡膏丝印工艺要求1、解冻、搅拌首先从冷藏库中取出锡膏解冻至少4小时,然后进行搅拌,搅拌时间为机械2分钟,人手3分钟,搅拌是为了使存放于库中的锡膏产生物理分离或因使用回收造成金属含量偏高使之还原,目前无铅锡膏Sn/Ag3.0/Cu0.5代替合金,比重为7.3,Sn63/Pb37合金比重为8.5因此无铅锡膏搅拌分离时间可以比含铅锡膏短。
2、模板不锈钢激光开口,厚度80-150目(0.1-0.25mm)、铜及电铸Ni模析均可使用。
3、刮刀硬质橡胶(聚胺甲酸酯刮刀)及不锈钢金属刮刀。
4、刮刀速度\角度每秒2cm-12cm。
(视PCB元器件大小和密度确定);角度:35-65℃。
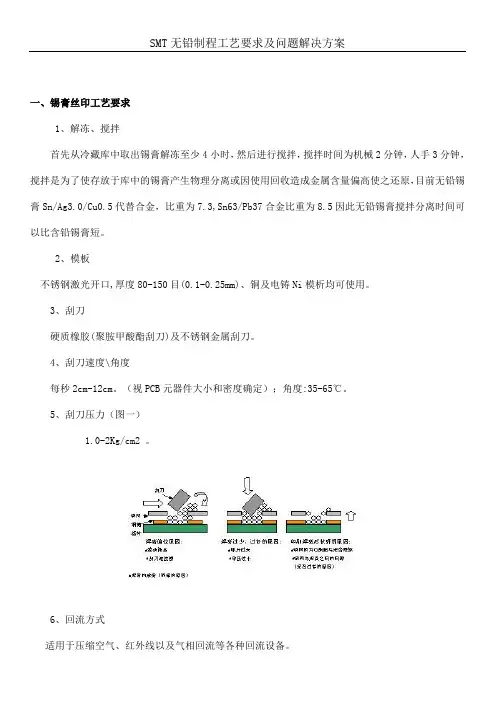
5、刮刀压力(图一)1.0-2Kg/cm2 。
6、回流方式适用于压缩空气、红外线以及气相回流等各种回流设备。
7、工艺要求锡膏丝印工艺包括4个主要工序,分别为对位、充填、整平和释放。
要把整个工作做好,在基板上有一定的要求。
基板需够平,焊盘间尺寸准确和稳定,焊盘的设计应该配合丝印钢网,并有良好的基准点设计来协助自动定位对中,此外基板上的标签油印不能影响丝印部分,基板的设计必需方便丝印机的自动上下板,外型和厚度不能影响丝印时所需要的平整度等。
8、回流焊接工艺回流焊接工艺是目前最常用的焊接技术,回流焊接工艺的关键在于调较设置温度曲线。
温度曲线必需配合所采用的不同厂家的锡膏产品要求。
二、回流焊温度曲线本文推荐的无铅回流焊优化工艺曲线说明(如图二):推荐的工艺曲线上的四个重要点:1、预热区升温速度尽量慢一些(选择数值2-3℃/s),以便控制由锡膏的塌边而造成的焊点桥接、焊球等。
2、活性区要求必须在(45-90sec、120-160℃)范围内,以便控制PCB基板的温差及焊剂性能变化等因数而发生回流焊时的不良。
3、焊接的最高温度在230℃以上保持20-30sec,以保证焊接的湿润性。
4、冷却速度选择在-4℃/s。
回流温度曲线如下:(图二)图二中红色曲线推荐对焊点亮度要求的客户回流曲线湿度变化说明:1、焊锡膏的焊剂在湿度升至100℃时开始熔化(开始进入活性时期),焊锡膏在活化区的主要作用是将被焊物表面的氧化层去掉,如果活性区的时间过长,焊剂会蒸发挥过快,也会造成焊点表面不光滑,有颗粒状。
ROSH检验和制程要求一、基础知识。
1.ROSH:英文原文为:Restriction of Hazardous Substance;中文为:危害物质禁用指令;2.欧盟指令所指的危害物质有:Pb铅;Hg:汞;Cd隔;Cr6+六价铬;PBDE聚溴二苯醚;PBB聚溴联苯;生产制程中不含这六种有害物质或者含量在规定的范围内,我们称为ROHS制程;生产制程中只针对不含Pb或Pb含量在规定范围内,我们称为无铅制程;RoHS是一个大前提,无铅只是RoSH的一部分,是从属关系;3.ROSH要求:Cd:100ppm;其它:1000ppm二、测试标准及方法:注明:测试方法中所指测试设备,一般工厂使用ROSH环境测试仪就行(天瑞生产);前期处理方法中,指按欧盟标准中所指方法提取物质,一般工厂做不了,只有实验室才能做。
三、无铅工艺制程针对电子厂来说,重点在无铅方面控制,其它类似,可由供应商提供认证书及保证,有铅焊料:锡63%铅37%无铅焊料(常用):sn96.5/ag3.0/cu0.5;sn99/ag0.3/cu0.7从工程上要考虑方面:元件(IC元件、被动元件、连接器元件等)PCB(浸金板、OSP/Entek板、化银板)焊料(锡膏、锡丝、锡条、锡球)助焊剂(Flux、稀释剂、助焊膏)焊接设备(Reflow、Wave solder、Hand solder、BGA Rework)废料回收(锡渣回收利用)组装制程控制(各阶段都需特殊的制程设定)定义绿色无铅产品标准:在产品设计、生产、使用、废弃的全过程注重环境行为设计时,考虑资源与能源的保护与利用;生产时,用无废少废技朮和清洁生产工艺;使用时,无害于公众健康;废弃时,考虑产品的易于回收和处置。
制和要求:1、绿色的供应厂商和零件,部件:这样要求所以涉及的零件,部件,等都必须使用RoHS材料。
即不得含有以上六种禁用物质。
A、供应厂商的认定:应鉴别,选择,发展和确定具有能力制造提供RoHS零件/元件的供应厂商,作为需求RoHS的产品制造所使用的零件/元件的来源。
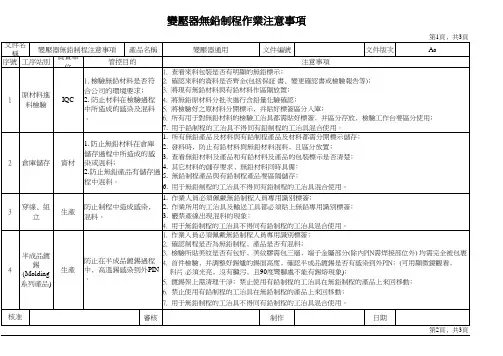
文件編號文件版次A 0審核制作日期變壓器無鉛制程作業注意事項1. 作業人員必須佩戴無鉛制程人員專用識別標簽﹔2. 確認制程是否為無鉛制程﹐產品是否有混料﹔3. 檢驗所貼美紋是否有包好﹐美紋膠需包三層﹐端子金屬部分(除內PIN需焊接部位外) 均需完全被包裹4. 首件檢驗﹐并調整好錫爐的錫面高度﹐確認半成品鍍錫是否有感染到外PIN﹔(可用顯微鏡觀看﹐倉庫儲存穿線﹑組立資材生產生產核准半成品鍍錫(Molding 系列產品)序號文件名稱原材料進料檢驗工序站別1234負責單位IQC變壓器無鉛制程注意事項管控目的變壓器通用1. 檢驗無鉛材料是否符合公司的環境要求﹔2. 防止材料在檢驗過程中所造成的感染及混料。
產品名稱注意事項1. 查看來料包裝是否有明顯的無鉛標示﹔2. 確認來料的資料是否齊全(包括保証 書﹑變更確認書或檢驗報告等)﹔1. 防止無鉛材料在倉庫儲存過程中所造成的感染或混料﹔2.防止無鉛產品有儲存過程中混料。
防止制程中造成感染﹐混料。
防止在半成品鍍錫過程中﹐高溫錫感染到外PIN 。
4. 將無鉛原材料分批次進行含鉛量化驗確認﹔5. 將檢驗好之原材料分開標示﹐并貼好標簽區分入庫﹔6. 所有用于對無鉛材料的檢驗工治具都需貼好標簽﹐并區分存放﹐檢驗工作台要區分使用﹔7. 用于鉛制程的工治具不得同有鉛制程的工治具混合使用。
3. 查看無鉛材料及產品和有鉛材料及產品的包裝標示是否清楚﹔4. 其它材料的儲存要求﹐無鉛材料同時具備﹔3. 將現有無鉛材料與有鉛材料作區隔放置﹔1. 所有無鉛產品及材料與有鉛制程產品及材料都需分開標示儲存﹔2. 發料時﹐防止有鉛材料與無鉛材料混料﹐且區分放置﹔ 料片 必須光亮﹐沒有臟污﹐且90度彎腳處不能有錫熔現象)﹔5. 鍍錫架上需清理干淨﹔禁止使用有鉛制程的工治具在無鉛制程的產品上來回移動﹔6. 禁止使用有鉛制程的工治具在無鉛制程的產品上來回移動﹔7. 用于無鉛制程的工治具不得同有鉛制程的工治具混合使用。
SMT车间RoHS制程规定一、目的:鉴于世界上大部分的国家,出于环境保护的目的,出台的一系列限制在电子电气设备中使用有害物质的法规,将于2006年7月1日起执行以及客户的要求。
公司决定引入无铅制程,为规范无铅制程的管理,严格控制生产流程,防止在生产过程中的铅污染,本车间特出台此规定。
二、范围:本规定适用于SMT车间无铅生产流程。
三、生产过程切换确认:;在切换工作完成后,当班管理人、IPQC必须跟据《SMT无铅制程检查表》的内容对各岗位进行检查、确认,待确认合格后方可开始生产;2、在生产过程中,禁止使用没有RoHS标示的工具、物料等一切物品,特殊情况下必须经当班管理人确认后才能使用。
四、无铅制程中各岗位要求:。
为防止在生产过程中由于人员的原因造成铅污染,所有人员在做生产无铅产品的准备工作前,都应用清水清洗双手;准备工作完成后,用酒精擦拭双手,戴上无铅专用手套,方可进行生产。
生产过程中,所有人员都应随时保持双手的清洁,而且只负责在无铅生产中各自的岗位,不得随意接触标示不明确的PCB板和工具、物品、物料等,反之负责有铅生产的操作员,必须用清水清洗双手,并用酒精擦拭双手,戴上无铅专用手套,经管理人员许可后,方可接触无铅物料、专用工具或上岗,否则不得接近无铅线体。
连班时除了由班长指定暂替的人员外,其它人员不得替班,替班人员应做好双手的清洁工作,如未指定替代人员,经管理人员同意后,可停线连班。
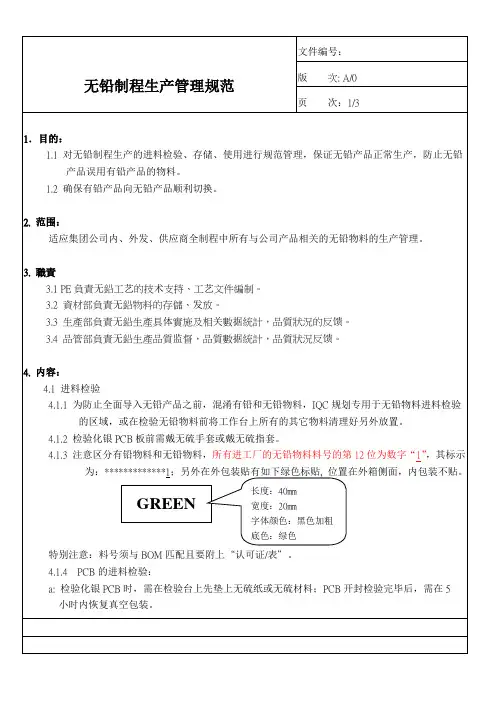
1、物料:物料员在将配料单送往仓库时,应讲明所需元件数量,同时应特别提醒仓管员所有元件,都必须标有无铅标示。
如“RoHS、PB-FREE、LEAD FREE、Pb”等。
接料时,需核对物料是否有无铅标示;无误后,方可将物料放于无铅物料区,并进行标示,标示除需写明该物料的规格、型号等外,还须在物料架贴上无铅标示,并写明责任人,且备料时应用专用的箱子装并标明。
无铅锡膏来料时,应确认该批次是否为无铅锡膏,无误后,方可将锡膏存放于无铅专用的冰箱中。
有限公司支持性程序文件页 码:1/5标题:SMT无铅锡膏制程工艺设计规范版 本:A01 目的为落实预防失误,不断改进的质量方针,规范公司无铅锡膏制程产品的设计工艺,规范公司无铅锡膏制程产品的制造工艺。
2范围适用于有限公司(以下简称:)无铅锡膏制程(以下简称:无铅制程)产品的设计控制与制造工艺设置。
3 职责工程部:依照研发部提供文件和设计样机,完成生产工艺的设计、选定相关使用耗材。
完成炉温曲线的设计,钢板的开设及钢板开设文件的受控。
对产品治具的评估,完成产品贴装程式的制作和校正。
完成工程样机的制作,生产过程的作业指导书,并完成SMT新机种试产报告。
完成产品贴装程式。
质量部:对样机的零件和耗材进行RoHS测试,完成测试报告。
对无铅耗材及零件管控进行稽核,完成QC工程图。
对产品无铅制程的流程符合RoHS进行稽核,完成产品的检验规范并根据EBOM进行及时更新。
制造部:按照工程部提供之产品无铅制程作业指导书进行作业,维护生产车间日常5S。
研发部:提供产品的输出文件和样机。
样机的产品规格书和零件规格承认书,并对不符合无铅锡膏制程技术要求的零件是否可用给出结论。
零件耐温清单,可推荐使用之耗材。
规定该产品的IPC610D接受等级。
按照此设计规范进行样机设计,并按照工程部给出的评审结果进行进行必要修改,修改后的样机须在进行评审。
4 规范4.1研发部无铅制程设计规范4.1.1 根据研发部设计开发计划,在设计样机完成定型时,由研发部项目组向工程部和质量部提交样机,产品规格书(包括客户规格书与规格书),主要零件规格承认书(包括PCB、IC、BGA、QFP及其他对热冲击敏感之零件),EBOM(EXCEL格式)、PCB(PROTEL的PCB格式)、零件耐温清单(EXCEL格式)、制程种类确定对推荐耗材资料(耗材详细资料,应包括所含成分,推荐炉温曲线等参数资料)等电子档文件和工程交接注意事项。
4.1.2研发部选用无铅制程产品的所有零件需符合RoHS。
无铅pcb板材要求标准
无铅PCB板材通常需要符合以下标准要求:
1. 符合有关无铅焊接的国际标准,如RoHS(限制使用某些有
害物质指令)和REACH(注册、评估、授权和限制化学物质)标准。
2. 使用无铅焊接材料,如无铅焊膏和无铅焊丝。
3. 板材基材应具备良好的热稳定性和耐高温性能,以适应无铅焊接工艺的要求。
4. 要求板材表面有良好的焊接性能和可靠的电线连接性能。
5. 在板材制造过程中,要注意控制各种有害物质的使用和释放,确保不对环境和人体健康造成危害。
需要注意的是,每个国家和地区的无铅PCB板材要求可能不
尽相同,因此在选择和使用无铅PCB板材时,最好参考当地
的法规和标准。
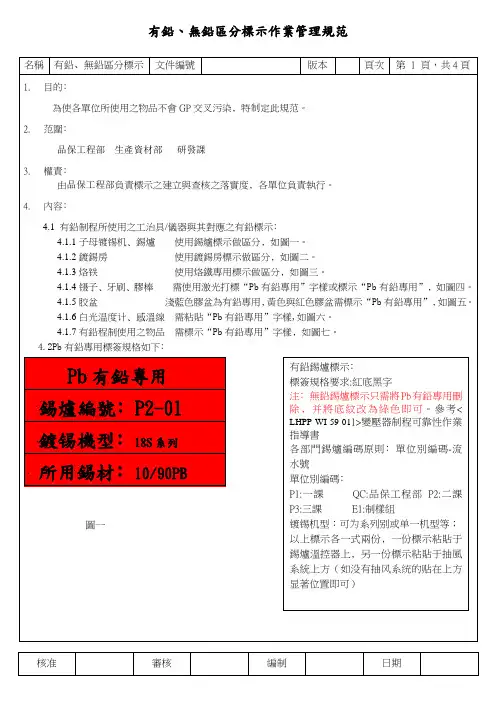
三號鍍錫房 (Pb 有鉛專用)
有鉛鍍錫房標示﹕
標簽規格要求:紅底黑字
注﹕無鉛鍍錫房直接使用白色A4紙打印鍍錫房即可(或外購標示牌)
圖二
镊子
膠棒 牙刷 圖四
流水 編號
圖三
P1-A -001
班別代號 部門 代號 有鉛烙鐵標示﹕
標簽規格要求﹕紅底黑字
注﹕1.無鉛烙鐵標示只需在編號后加上LF 及底紋改為綠色即可。
2.班別代號可根據需要自行添加。
各部門烙鐵標簽的部門代碼﹕ P1:一課 QC:品保工程部 P2:二課
P3 :三課 E1﹕制樣組
5 CM
Pb 有鉛專用標示﹕
此標簽規格要求﹕標簽使用紅底黑字(可直接用紅色紙張列印)
Pb 有鉛專用
圖五
圖六
有鉛膠盆標示﹕
此標簽規格要求﹕標簽使用紅底黑字(可直
接用紅色紙張列印)
淺藍色膠盆用于有鉛制程正常品使用﹐不得
用于其它無鉛制程
有鉛產品之不良品與報廢品使用之膠盆都
需標示Pb有鉛專用。
Pb有鉛專用標示﹕
此標簽規格要求﹕標簽使用紅底黑字(可直
接用紅色紙張列印)
其它物品有鉛專用標示﹕
如﹕治具﹑清洗槽﹑盛助焊劑铁盘
其它有鉛制程治具可用
“Pb 有鉛專用”字樣標示即可。
圖七。

审核/日期:批准/日期: 派发[需分发则在()内打]:总经办计划部(())后勤部仓储部(())文控部财务部(())生产部()客户服务中心()开发部( ) 销售部( ) 品质部( ) 工程部()市场部( ) 物供部( ) 检测组( )1.目的1.1确保无铅产品实现的每个过程的状态和类别得到识别,防止不同类别、不同状态的原材料、半成品、成品的误用。
1.2指出无铅环保产品的流程及生产注意事项。
2.范围2.1所有无铅环保原材料、半成品和成品的标识和流程作业及注意事项。
3.职责3.1采购部:物料的无铅环保转换,供应商提供物料的环保检测报告及保证书的收集。
3.2品管部:无铅环保原材料及成品检验、可靠性测试、无铅生产流程的监控。
3.3生产部:生产过程中物料及产品的状态或类别的标识与记录,无铅工具辅料工艺的使用确认。
3.4仓储部:原材料、半成品和成品储存的标识和收发记录。
3.5工程部:无铅样板的测试确认,无铅工艺各设备工具的设置确认、各技术参数的设定标准。
3.6开发部:新产品开发使用无铅环保材料、能应用无铅技术工艺。
4.定义4.1此指引内的无铅不仅指不含铅,还包括其它RoHSt禁止使用的原料。
禁用物质铅(Pb) 汞(Hg) 铭(Cr+6) PBB PBDE 镉(Cd)允许含量1000Ppm 1000Ppm 1000Ppm 1000Ppm 1000Ppm *100ppm4.2我厂在2006年1月开始对出口欧盟之产品执行无铅焊接工艺要求。
5.工作内容5.1标识与流程5.1.1采购a :通知供应商无铅环保材料的标准及来料标识,所有无铅材料需有特别标识。
b :供应商提供样品、各类检验报告及《无铅材料使用承诺书》。
c:开发部、工程部无铅样品的检验确认。
d :开发部根据无铅产品的要求更改BOM需在物料清单封面上注明无铅字样。
(工程更改同样需注明)e :对于特殊物料之供应商,采购部应组织开发、品质、工程等部门对供应商的无铅生产流程进行审核。