龙门铣日常点检表
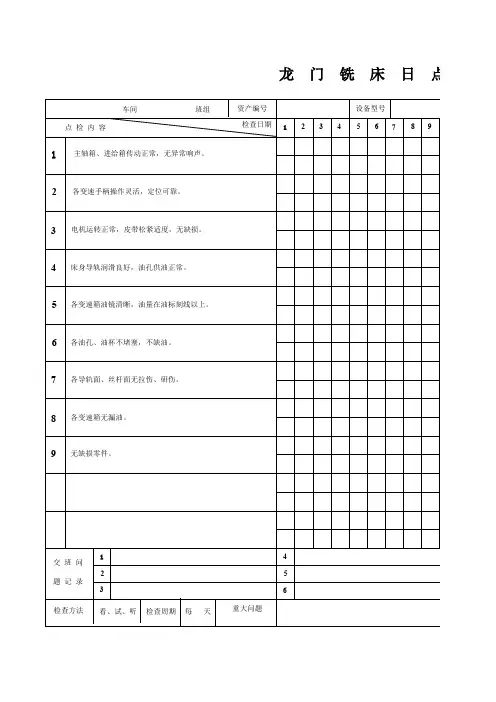
- 格式:xls
- 大小:5.01 MB
- 文档页数:2
123456789101112131415161718192021222324252627282930315
S
设备 点
检
点检者确
认
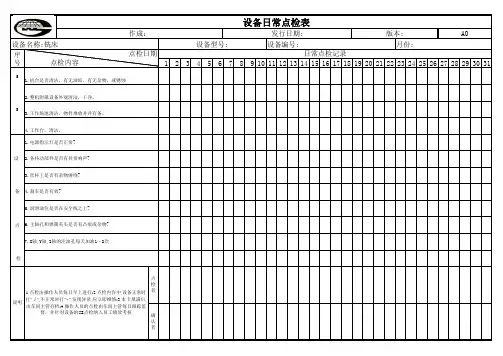
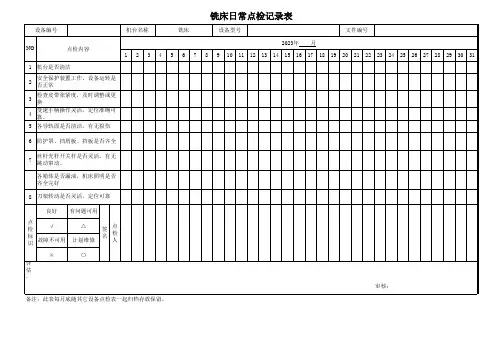
者说明 1.点检由操作人员每日早上进行;2.点检内容中,设备正常时打"√",不正常时打"×",发现异常,应立即维修;3.本卡填满后,由车间主管存档;4.操作人员的点检由车间主管每日跟踪监
督,并针对设备的5S 点检纳入员工绩效考核1.电源指示灯是否正常?
2.各传动部件是否有异常响声?
3.丝杆上是否有杂物缠绕?
4.刹车是否有效?
5.润滑油位是否在安全线之上?
6.主轴孔和弹簧夹头是否有凸痕或杂物?
7.X轴,Y轴,Z轴的注油孔每天加油1~2次3.工作场地清洁,物件堆放井井有条。
4.工作台,清洁。
月份:设备型号: 设备名称:铣床
设备编号:序
号 1.机台是否清洁,有无油垢,有无杂物,或锈蚀
2.整机附属设备外观清洁,干净。
点检内容
点检日期发行日期:日常点检记录版本:A0作成:
设备日常点检表。


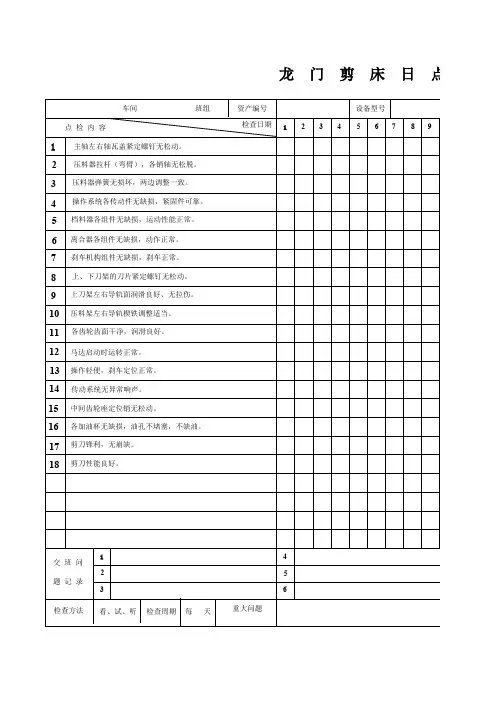
龙门铣床安全检查表1.设备检查1.1局部照明应采用安全电压。
若采用220V的局部照明,应避免人体触及照明装置,且灯具的金属外壳应保护接地(零)。
1.2工作台两端应设置防护挡板,以防止尘屑划伤床身导轨面。
1.3各工作机构内设置的滚珠式保险离合器应起过载保险装置的作用。
即当工作机构过载时,停止工作机构的传动,防止机件损坏。
1.4平衡装置必须安全可靠,使水平主轴箱在立柱导轨上的任何位置均能处于平衡状态。
1.5横梁夹紧装置应与电气控制配合,使横梁移动时,夹紧装置自动松开;横梁不动时夹紧装置自动夹紧。
1.6主轴套筒夹紧装置应能夹紧主轴套筒,移动主轴套筒时,必须先松开夹紧机构;铣切时,应夹紧主轴套筒。
1.7外露的传动装置均应设防护罩。
1.8应有清理铁屑的专用工具。
1.9操纵平台应有防护拦杆和底护板,拦杆高800mm;底护板边高不低于40mm。
1.10操纵平台应防滑,扶梯应完好。
1.11机床限位开关应齐全,并在适当的位置上固定牢靠。
1.12机床的信号显示装置应完好。
1.13应有专用的梯子和脚踏板,且均应坚固,搁置稳当,且表面防滑。
2.行业检查2.1工作物要用压板、螺丝或专用工具夹紧,使用一般的扳手不准加套管,以免滑脱伤人。
2.2刀具一定要夹牢,否则不准开车工作。
2.3工作前,要检查机床传动部分的运转情况,并将机床的挡板装好,才能运转。
2.4开动主轴时,应先点动数下,确认正常后,才能开动主轴箱进给。
2.5水平主轴箱向上快速移动或向上进给速度超过375mm/min时,两个水平主轴箱不应同时开动。
2.6停车时,应先停止进刀,铣刀退出工件后,再停止主轴旋转。
2.7机床停车后,横梁应移至最低位置,并将两垂直主轴箱对称分布两侧。
工作台应停在床身中间。
2.8铣切各种工件,特别是粗铣时,开始应缓慢切削。
2.9移动工作台或刀架时,应先松开固定螺丝。
2.10装卸刀具时,应使用铜锤或木槌轻打,防止刀具碎片飞出伤人。
2.11在切削中,不准变速和调整刀具,禁止用手摸或测量工件。
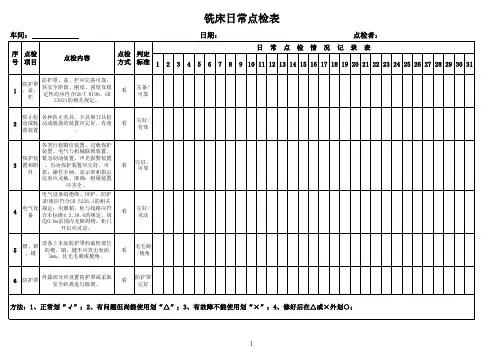
123456789101112131415161718192021222324252627282930311
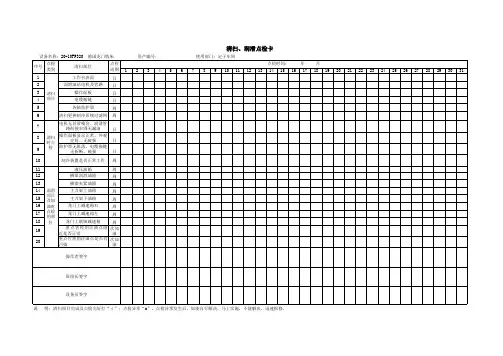
工作台表面日2
润滑油站电机及管路日3
操作面板日4
电缆拖链日5
各轴防护罩周6
清扫更换制冷系统过滤网周7
电机无异常噪音、润滑管路衔接牢固无漏油日8
操作面板显示正常、外观完好、无破损日9
防护罩无脱落、电缆拖链无折断、破损日10
制冷装置是否正常工作周11
液压油箱周12
横梁润滑油箱周13
横梁夹紧油箱周14
主刀架上油箱周15
主刀架下油箱周16
龙门上减速箱右周17
龙门上减速箱左周18
龙门上联轴减速箱周19
重点管理的注油点附近是否正常 每次加油20重点管理的注油点是否有污染 每次加
油
设备员签字
说 明:清扫项目完成及点检完好打“√”;点检异常“x”。
点检异常发生后,如能自行解决,马上实施,不能解决,迅速报修。
序号
点检类别清扫项目清扫时点检润滑项目及加油时点检的部位清扫部位点检周期点检时间: 年 月清扫、润滑点检卡
操作者签字
班组长签字。
机床设备日常点检表
目的
本点检表用于日常检查和维护机床设备的运行状况,以确保设备正常运转,减少故障和损坏的发生。
检查项
使用说明
1. 每日使用本点检表进行机床设备的日常点检。
2. 对每个检查项进行观察和检测,将状态填写在“状态”栏。
3. 若某项检查状态异常,请在“备注”栏注明具体问题。
4. 如需补充润滑油或更换刀具等操作,请在“备注”栏注明具体型号或操作。
5. 检查完成后,将点检表归档保存。
注意事项:
- 若发现异常状态,请及时进行处理或报修。
- 点检过程中请注意安全,确保落地开关和紧急停机装置正常可用。
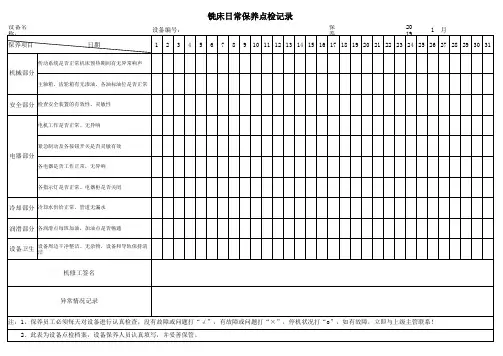
点检部位点检内容
基准
12
3
45
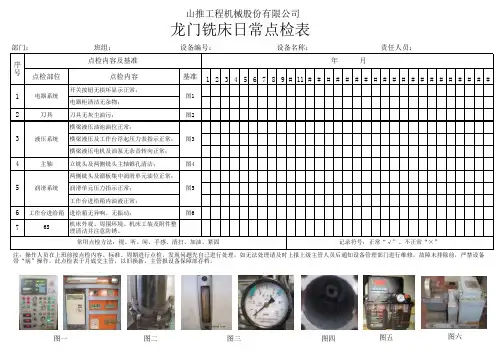
6789#11###################开关按钮无损坏显示正常;电器柜清洁无杂物;2
刀具刀具无灰尘油污;图2横梁液压油池油位正常;横梁液压及工作台浮起压力表指示正常;横梁液压电机及油泵无杂音转向正常;4
主轴立铣头及两侧铣头主轴锥孔清洁;图4两侧铣头及溜板集中润滑单元油位正常;润滑单元压力指示正常;工作台进给箱内油液正常;6
工作台进给箱进给箱无异响、无振动;图6
76S 机床外观、周围环境、机床工装及附件
整理清洁并注意防锈。
记录符号:正常“√”、不正常“×”
常用点检方法:视、听、闻、手感、清扫、加油、紧固序
号
年 月电器系统1
液压系统3
润滑系统5
图5点检内容及基准图1图3部门:
班组:设备编号:设备名称:责任人员:山推工程机械股份有限公司
龙门铣床日常点检表
注:操作人员在上班前按点检内容、标准、周期进行点检,发现问题先自己进行处理,如无法处理请及时上报上级主管人员后通知设备管理部门进行维修,故障未排除前,严禁设备带“病”操作。
此点检表于月底交主管,以旧换新。
主管报设备保障部存档。
图一图二图三图四图五图六
#设备带。
产品名称:产品型号:编号:序号检验项目简图允差(mm) 实测(mm)G5 工作台移动在垂直平面0.015/1000 内的直线G6铣削行程L:≦5000工作台移动0.04在水平面内﹥5000~10000的直线度0.05局部公差: 在任意1000测量长度上为0.015G7 工作台移动0.02/1000 时的倾斜度G8铣削行程L:≦5000工作台面对0.02工作台移动﹥5000~10000 的平行度0.03局部公差: 在任意1000测量长度上为0.010G9铣削行程L:≦5000基准T形槽0.040对工作台移﹥5000~10000 动的平行度0.050局部公差: 在任意1000测量长度上为0.020产品名称:产品型号:编号:序号检验项目简图允差(mm) 实测(mm)G10 横梁移动时0.020/1000 的倾斜G11 横梁移动对基准面的垂直度a及b a:在纵向平0.030/1000 面内b:在横向平面内G12工作台面宽度: 在1000长度内为0.02 垂直镗铣头工作台面宽度超过移动对工作1000,每增加500, 台面平行度允差增加0.005局部公差:在任意1000测量长度上为0.020G13在1000测量长度内为0.015工作台面垂直镗铣头宽度超过1000,每移动在水平增加1000允差增加面内的直线0.010度局部公差:在任意500测量长度上为0.015G14 垂直镗铣头,滑枕移动对基准面的垂直度a及b a:在纵向平0.030/1000 面内b:在横向平面内产品名称:产品型号:编号:序号检验项目简图允差(mm) 实测(mm)G15 垂直镗铣头移动对工作台移动的垂0.030/1000 直度G16 垂直镗铣头主轴轴线对基准面的垂a及b 直度0.020/500 a:在纵向平面内b:在横向平面内G17 侧刀架垂直移动对工作0.020/500 台的垂直度G18 侧刀架垂直0.020/1000 移动的直线全行程:度≦0.03G19 主轴定心轴颈的径向跳0.010 动产品名称:产品型号:编号:序号检验项目简图允差(mm) 实测(mm)G20 主轴的轴向0.01 窜动G21 主轴的端面 0.015 跳动G22 主轴锥孔轴线的径向跳动 a. 0.010 a:近主轴端 b. 0.020 部b:距主轴端部300mm处备准:。
点检部位点检内容
基准
12
3
45
6789#11###################开关按钮无损坏显示正常;电器柜清洁无杂物;2
刀具刀具无灰尘油污;图2横梁液压油池油位正常;横梁液压及工作台浮起压力表指示正常;横梁液压电机及油泵无杂音转向正常;4
主轴立铣头及两侧铣头主轴锥孔清洁;图4两侧铣头及溜板集中润滑单元油位正常;润滑单元压力指示正常;工作台进给箱内油液正常;6
工作台进给箱进给箱无异响、无振动;图6
76S 机床外观、周围环境、机床工装及附件
整理清洁并注意防锈。
记录符号:正常“√”、不正常“×”
常用点检方法:视、听、闻、手感、清扫、加油、紧固序
号
年 月电器系统1
液压系统3
润滑系统5
图5点检内容及基准图1图3部门:
班组:设备编号:设备名称:责任人员:山推工程机械股份有限公司
龙门铣床日常点检表
注:操作人员在上班前按点检内容、标准、周期进行点检,发现问题先自己进行处理,如无法处理请及时上报上级主管人员后通知设备管理部门进行维修,故障未排除前,严禁设备带“病”操作。
此点检表于月底交主管,以旧换新。
主管报设备保障部存档。
图一图二图三图四图五图六
#设备带。