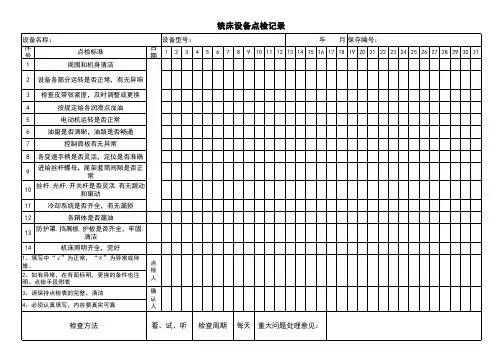
铣床设备日常维护保养记录表
- 格式:xls
- 大小:63.50 KB
- 文档页数:2

年月
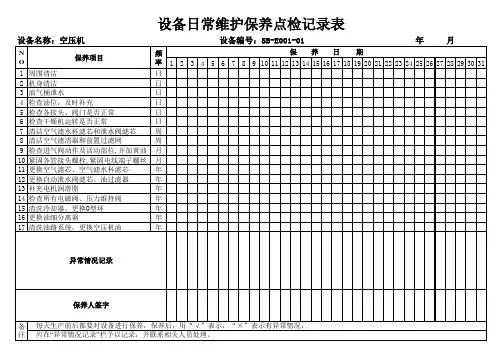
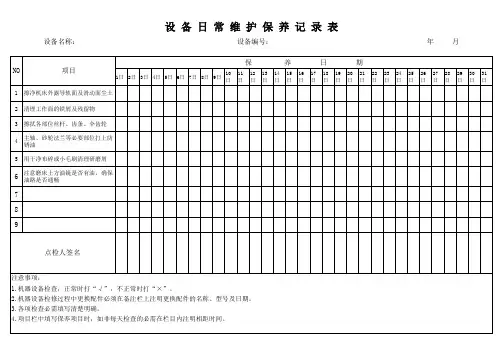
设备日常维护保养点检记录表
设备编号:SB-E001-01
设备名称:空压机
年月
设备日常维护保养点检记录表
设备名称:除湿机
设备编号:SB-E020
年月
设备名称:冷水机组、风冷机组设备编号:SB-E020
年月
设备名称:无塔供水设备编号:SB-E012
年月
设备名称:纯水机设备编号:SB-E013
年月
设备日常维护保养点检记录表
设备名称:超纯水机
设备编号:SB-E011
年月
设备名称:制氮机设备编号:SB-E002
年月
设备名称:真空泵设备编号:SB-E010-01
年月
设备日常维护保养点检记录表
设备名称:超声波焊机
设备编号:SB-E009-01
年月
设备日常维护保养点检记录表
设备名称:车床
设备编号:SB-E003
年月
设备名称:铣床设备编号:SB-E004
年月
设备名称:铣床设备编号:SB-E004
年月
设备日常维护保养点检记录表
设备名称:平面磨床
设备编号:SB-E005
年月
设备日常维护保养点检记录表
设备名称:外圆磨床
设备编号:SB-E006
年月
设备日常维护保养点检记录表
设备名称:剪板机
设备编号:SB-E007
年月
设备日常维护保养点检记录表
设备名称:折弯机
设备编号:SB-E008。

时间:每月一次,时间八小时。
责任人:操作者与检修人员共同完成(一)擦洗设备外观部分1、外观无黄袍、无油垢、物见本色,外观件齐全、无破损。
2、导轨、齿条、光杠、丝杠无黑油及锈蚀现象,磨去研伤毛刺。
(二)清洗、疏通润滑冷却系统,管路,包括油孔、油杯、油线、油毡过滤装置。
1、油窗清晰明亮,油标醒目,加油到位,油质符合要求。
2、油箱、油池、过滤装置内外清洁,无积垢和杂质。
3、油线齐全,油毡不老化,润滑油路畅通,无漏油、漏水现象。
4、油枪、油壶清洁好用,油嘴、油杯齐全,手拉泵、油泵好用。
5、拆下各部防护罩,检查润滑情况,擦洗导轨、光杠、丝杠。
(三)检查调整各部铁屑、压板、间隙,各部位固定螺钉、螺帽、各手柄灵活好用。
1、各部斜铁、压板、滑动面间隙调整到0.04mm以内,移动件移动自如。
2、各部位固定螺钉、螺帽无松动缺失。
(四)检查各安全装置1、各限位开关、指示灯、信号、安全防护装置,齐全可靠。
2、各电器装置绝缘良好,安装可靠接地,安全照明。
(五)检查电器各部达到要求1、电箱内外清洁,无灰尘、杂物,箱门无破损。
2、电器原件紧固好用,线路整齐,线号清晰齐全。
3、电机清洁无油垢、灰尘、风扇、外罩齐全好用。
4、蛇皮管无脱落、断裂、油垢,防水弯头齐全。
(六)清扫工作地周围1、设备周围无铁屑杂物。
2、机床附件、工具、卡具合理摆放,清洁定位。
三、二级保养设备和要求时间:每半年一次,周期24-32小时。
责任人:检修人员执行,操作者配合机床设备保养的内容和要求发表时间:2007-3-10供稿:【字体:大中小】浏览[33]次-------------------------------------------------------------------------------日保养内容与要求:间:每天接班前、后10分钟,周末1小时任人:操作者执行,检修人员检查。
前:1、检查交接班记录本严格按照设备”润滑图表”规定进行加油,做到定时、定量、定质。
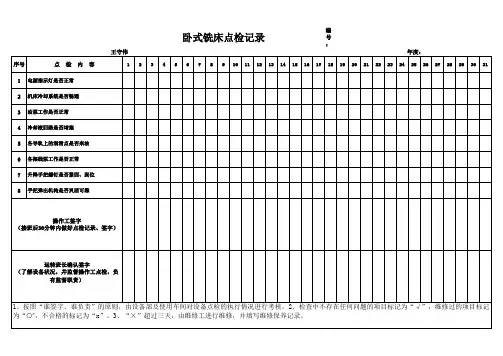
铣床维护保养日常保养内容与要求定期保养的内容与要求保养部位内容与要求一、操作前1. 对重要部位进行检查。
2. 擦拭导轨面按规定加油。
3. 空运转, 察瞧润滑系统,就是否正常。
二.结束后1、清扫铁屑。
2、擦拭机床。
3、各部归位。
4、认真填写好交接班记录及其她记录。
一)、表面1、清洗机床身表面死角, 做到漆见本色, 铁见光2、清除导轨面行刺, 无研伤。
二)、主轴箱1、清洁。
2、润滑好。
三)、工作台1、调整夹紧间隙。
2、润滑良好。
四)、升降台1、调整夹紧间隙。
2、调整齿轮齿合间隙。
3、润滑良好。
五)、电气1、擦拭电机,箱外无灰尘, 油垢。
2、各接触点良好, 不漏电。
3、箱内整洁, 无杂物。
2铣床安全操作规程l 、安装刀杆、支架、垫圈、分度头、虎钳、刀孔等, 接触面均应擦干净。
2、工件毛面不许直接压在工作台面或钳口上, 必要时加垫。
3、更换刀杆、刀盘、立铣头、铣刀时, 均应停车。
拉杆螺丝松脱后, 注意避免砸手或损伤机床。
4、万能铣垂直进刀时, 工件装卡要与工作台有一定的距离。
5、在进行顺铣时一定要清除丝杠与螺母之间的间隙, 防止打坏铣刀。
6、刀杆垫圈不能做其它垫用, 使用前要检查平行度。
7、开快速时, 必须使手轮与转轴脱开,防止手轮转动伤人。
8、高速铣削时,要防止铁屑伤人,并不准急刹车, 防止将轴切断。
9、铣床的纵向、横向、垂直移动, 应与操作手柄指的方向一致, 否则不能工作。
铣床工作时, 纵向、横向, 垂直的自动走刀只能选择一个方向, 不能随意拆下各方向的安全挡板。
钳工安全操作规程1、锤头与锤把要安牢固, 没有楔子不准使用。
2、锤头、錾子、冲头尾部不准有淬头裂缝或卷边及毛刺, 錾切工件时要注意自己与她人不要给切屑击伤。
3、锤击时要注意周围环境, 根据工作场所情况在工作前放安全网。
4、锤击时应尽量将锤头与锤把上的油擦净, 不得戴手套操作。
5、使用锉刀应装上手柄。
6、锉刀柄不得有裂缝, 必须有箍,不得结扎铁丝。

设备二级保养记录表编号:RH-QJL-22-V2.0序号1 2 3 4 5 6 7 8 91 0 本厂编号设施设备名称型号规格放置地点数控车床主轴装置数控车床主轴装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观整机外观整机外观整机外是□否□是□否□是□否□是□否□是□否□是□否□是□否保养日期1 11 21 3 数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□置冷却装置冷却装置冷却装置冷却装置冷却装置□是□否□是□否□是□否□是□否□是□否□是□否□观整机外观整机外观整机外观整机外观整机外观□是□否□是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号1 41 51 61 71 81 92 02 1 本厂编号设施设备名称型号规格放置地点数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置加工中心动作装置加工中心动作装置加工中心动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观整机外观整机外观整机外是□否□是□否□是□否□是□否□是□否□是□否□是□否保养日期2 22 32 42 52 6冷补焊机喷嘴冷补焊机喷嘴数控车床主轴装置龙门加工中心动作装置龙门加工中心动作装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□是□否□液压装置液压装置液压装是□否□是□否□是润滑装置润滑装置润滑是□否□是□否□是□否□是□否□置□是□否□冷却装置冷却装置冷却装是□否□是□否□是观□是□否□整机外观整机外观整机外是□否□是□否□是置□否□装置置□否□观□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号2 72 82 93 03 13 23 33 4 本厂编号设施设备名称型号规格放置地点卧式车床普通车床普通车床普通车床普通车床普通车床数控车床主轴装置数控车床主轴装置数控车床主轴装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是中拖板中拖板中拖板中拖板中拖板中拖板电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养整机外观整机外观整机外观整机外观整机外观整机外观冷却装置冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人保养日期主轴变速箱主轴变速箱主轴变速箱主轴变速箱主轴变速3 53 63 73 83 9 数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□置冷却装置冷却装置冷却装置冷却装置冷却装置□是□否□是□否□是□否□是□否□是□否□是□否□整机外观整机外观整机外观整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号4 04 14 24 34 44 54 64 7 本厂编号设施设备名称型号规格放置地点数控车床主轴装置摇臂钻床动作装置数控车床主轴装置铣床导轨装置铣床导轨装置铣床导轨装置铣床导轨装置牛头刨床动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置润滑装置电气装置润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置电气装置液压装置冷却装置冷却装置冷却装置冷却装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养是□否□是□否□是否:未保养) 保养人确认人是□否□保养日期是□否□是□否□整机外观整机外观冷却装置冷却装置冷却装置整机外观4 84 95 05 15 2 数控铣床动作装置锯床动作装置锯床动作装置锯床动作装置锯床动作装置□否□是□否□是□否□是□否□是□否□是□否□电气装置润滑装置润滑装置润滑装置润滑装置□否□是□否□是□否□是□否□是□否□是□否□液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号5 35 45 55 65 75 85 96 0 本厂编号设施设备名称型号规格放置地点数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置数控加工中心动作装置刻字机动作装置刻字机动作装置台式钻床动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置液压装置液压装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□是□否□是□否□保养日期6 16 26 36 46 5喷码机动作装置主轴装置主轴变速箱主轴变速箱主轴变速箱□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置中拖板中拖板中拖板□否□是□否□是□否□是□否□是□否□是□否□整机外观液压装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置冷却装置冷却装置冷却装置是□否□是□否□是□否□是□否□冷却装置整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□数控三面多轴攻丝机普通车床普通车床整机外观设备二级保养记录表编号:RH-QJL-22-V2.0序号6 66 76 86 97 07 17 27 3 本厂编号设施设备名称型号规格放置地点普通车床普通车床普通车床焊接机器人喷嘴压力机动作装置卷管机动作装置卷管机动作装置剪板机动作装置剪板机动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是中拖板中拖板中拖板导电嘴润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目润滑装置润滑装置润滑装置焊枪电缆电气装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□冷却装置冷却装置冷却装置送丝装置是□否□是□否□是□否□是□否□(是:已保养整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□否:未保养) 保养人确认人保养日期主轴变速箱主轴变速箱7 47 57 67 77 8 环缝专机喷嘴法兰专机喷嘴法兰专机喷嘴压装机喷嘴□否□是□否□是□否□是□否□是□否□是□否□导电嘴导电嘴导电嘴导电嘴□否□是□否□是□否□是□否□是□否□是□否□电气装置焊枪电缆焊枪电缆焊枪电缆焊枪电缆是□否□是□否□是□否□是□否□是□否□是□否□送丝装置送丝装置送丝装置送丝装置是□否□是□否□是□否□是□否□整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号7 98 08 18 28 38 48 58 6 本厂编号设施设备名称型号规格放置地点水嘴专机喷嘴直缝焊机动作装置台式钻床动作装置法兰专机喷嘴环缝专机喷嘴压力机动作装置打压机传动装置刻字机动作装置线切割慢走丝动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是导电嘴润滑装置润滑装置导电嘴导电嘴润滑装置电气装置润滑装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目焊枪电缆电气装置电气装置焊枪电缆焊枪电缆电气装置液压装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□送丝装置送丝装置送丝装置整机外观是□否□是□否□是□否□是□否□是□(是:已保养是□否□整机外观整机外观是□否□是□否□否:未保养) 保养人确认人是□否□保养日期整机外观8 78 88 99 09 1 加工中心动作装置加工中心动作装置数控车床主轴装置数控车床主轴装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□传动装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置否□是□否□是□否□是□否□是□否□是□否□冷却装置冷却装置冷却装置冷却装置冷却装置是□否□是□否□是□否□是□否□是□否□是□否□整机外观整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号9 29 39 49 59 69 79 89 9 本厂编号设施设备名称型号规格放置地点数控车床主轴装置数控车床主轴装置数控车床主轴装置数控车床主轴装置加工中心动作装置数控车床主轴装置数控车床主轴装置数控车床主轴装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观整机外观整机外观整机外是□否□是□否□是□否□是□否□是□否□是□否□是□否保养日期1 0 01 0 11 0 21 0 31 0 4数控车床主轴装置加工中心动作装置平面磨床动作装置外圆磨床动作装置线切割中走丝动作装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□液压装置液压装置液压装置液压装置传动装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□置冷却装置冷却装置冷却装置冷却装置冷却装置□是□否□是□否□是□否□是□否□是□否□是□否□观整机外观整机外观整机外观整机外观整机外观□是□否□是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号1 0 51 0 61 0 71 0 81 0 91 1 01 1 1 本厂编号设施设备名称型号规格放置地点卧式加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置加工中心动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置电气装置电气装置电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置液压装置液压装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观整机外观整机外观整机外是□否□是□否□是□否□是□否□是□否□是□否□是□否保养日期1 1 21 1 31 1 41 1 51 1 61 1 7加工中心动作装置线切割中走丝动作装置数控车床主轴装置数控车床主轴装置数控车床主轴装置□否□是□否□是□否□是□否□是□否□是□否□电气装置电气装置电气装置电气装置电气装置□否□是□否□是□否□是□否□是□否□是□否□液压装置传动装置液压装置液压装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□置冷却装置冷却装置冷却装置冷却装置冷却装置□是□否□是□否□是□否□是□否□是□否□是□否□观整机外观整机外观整机外观整机外观整机外观□是□否□是□否□是□否□是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0序号1 1 81 1 91 2 01 2 11 2 21 2 31 2 4 本厂编号设施设备名称型号规格放置地点数控车床主轴装置数控车床主轴装置数控车床主轴装置线切割慢走丝动作装置电火花动作装置五轴加工中心动作装置主轴变速箱加工中心动作装置加工中心动作装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是电气装置电气装置电气装置电气装置电气装置电气装置中拖板电气装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□是保养项目液压装置液压装置液压装置传动装置传动装置液压装置润滑装置液压装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□润滑装置润滑装置润滑装置润滑装置润滑装置润滑装置冷却装置润滑装置是□否□是□否□是□否□是□否□是□否□是□否□是□否□(是:已保养冷却装置冷却装置冷却装置冷却装置冷却装置冷却装置整机外观冷却装是□否□是□否□是□否□是□否□是□否□是□否□是□否否:未保养) 保养人确认人整机外观整机外观整机外观整机外观整机外观整机外观是□否□是□否□是□否□是□否□是□否□是□否□保养日期普通车床1 2 51 2 61 2 71 2 81 2 91 3 0 加工中心动作装置三坐标电炉电炉□否□是□否□是□否□电气装置电气装置□否□是□否□是□否□液压装置液压装置是□否□是□否□是□否□润滑装置润滑装置外维外维外维是□否□是□否□是□否□置冷却装置冷却装置□是□否□是□否□是□否□整机外观整机外观整机外观是□否□是□否□是□否□设备二级保养记录表编号:RH-QJL-22-V2.0注:外维设备由厂家进行维护保养,车间进行日常保养。
注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
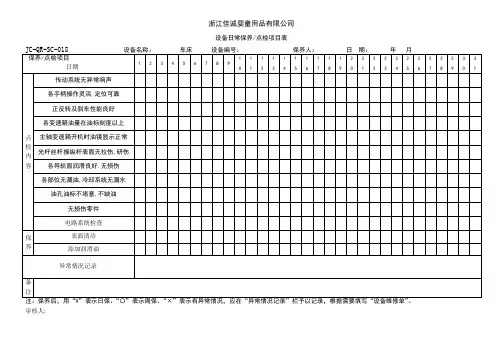
审核人:浙江佳诚婴童用品有限公司设备日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:浙江佳诚婴童用品有限公司设备日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:日常保养/点检项目表注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
审核人:注:保养后,用“V”表示日保、“〇”表示周保、“×”表示有异常情况,应在“异常情况记录”栏予以记录,根据需要填写“设备维修单”。
文件制修订记录
1、目的
明确生产设备日常点检和定期保养项目,使设备点检和保养工作有章可循。
2、范围
适用于模治具零件加工生产设备点检和保养。
3、定义
3.1设备点检:对设备进行清点、验看、检查,以确定是否有没失、锈蚀和毁损,是否保持在正常状态。
3.2设备保养:为防止设备劣化,维持设备性能而进行的清扫、检查、润滑、紧固以及调整等维护保养工作。
4、职责
4.1机器操作员负责对生产设备进行日常点检。
4.2设备技术员负责对生产设备进行定期保养。
5、内容及要求
5.1设备日常点检和定期保养项目参照表
设备进行日常点检和定期保养,并将点检和保养状况记录于《设备点检保养记录表》中。
6、相关文件
《设施设备控制程序》
《设备点检保养记录表》。
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录/JG-CX-6-01-J309设备维修、保养记录设备维修、保养记录设备维修、保养记录设备维修、保养记录验收人:。
设备维护保养记录设备型号:日期:日常维护:要做到班前空运转,察看润滑系统,是否正常;班后清扫铁屑、擦拭机床、附件手柄等归位。
登记异常记录及其他记录。
设备维护保养记录设备型号:日期:日常维护:要做到班前空运转,察看润滑系统,是否正常;班后清扫铁屑、擦拭机床、附件手柄等归位。
登记异常记录及其他记录。
设备维护保养记录设备型号:日期:日常维护:要做到班前空运转,察看润滑系统,是否正常;班后清扫铁屑、擦拭机床、附件手柄等归位。
登记异常记录及其他记录。
设备维护保养记录设备型号:日期:日常维护:要做到班前空运转,察看润滑系统,是否正常;班后清扫铁屑、擦拭机床、附件手柄等归位。
登记异常记录及其他记录。
设备维护保养记录设备型号:日期:日常维护:要做到使用前查看锯条松紧度,空运转,察看锯条运行状况;使用后清扫铝屑、擦拭机床、附件手柄等归位。
登记异常记录及其他记录。
设备维护保养记录设备型号:日期:日常维护:要做到班前空运转,察看机床运行情况是否正常;班后清扫铁屑、擦拭机床、附件手柄等归位。
登记异常记录及其他记录。
设备维护保养记录设备型号:日期:日常维护:要做到班前校正砂轮平行;空运转,察看机床运行情况是否正常;主轴端与砂轮凸缘间涂薄油膜以防生锈;禁止使用空气枪清洁工件及机器。
班后清扫磨屑、擦拭机床、附件手柄等归位。
登记异常记录及其他记录。
设备维护保养记录设备型号:日期:日常维护:要做到班前空运转,察看机床运行情况是否正常;班后清扫铁屑、擦拭机床、附件手柄等归位。
登记异常记录及其他记录。
设备维护保养记录设备型号:日期:日常维护:要较低速度下空运行机床,至少也要经常给数控系统通电;开机时,应使刀库和机械手空运行,检查各部分工作是否正常,特别是各行程开关和电磁阀能否正常动作。
检查刀具在机械手上锁紧是否可靠,发现不正常应及时处理。
登记异常记录及其他记录。
设备维护保养记录设备型号:日期:设备维护保养记录设备型号:日期:日常维护:开机前检查机床各运动机构及电气是否正常。