智能恒温电烙铁设计
- 格式:doc
- 大小:410.50 KB
- 文档页数:9
中国计量学院课程设计设计报告书题目:基于交流调功的电烙铁恒温控制二级学院机电工程学院专业电气工程及其自动化班级12电气1班姓名袁敬坤学号1200103101同组同学姓名张超同组同学学号 1200103103同组同学姓名孙一诺 (女)同组同学学号 12301141062015年 11 月 30 日题目6基于交流调功的电烙铁恒温控制一、题目要求图1图2◆1)确定电路并选择器件◆2)利用单片机进行交流调功控制◆3)通过实验获取控制范围与所对应的烙铁温度的关系二、小组分工小组成员共同完成要求分析与方案探讨,并一起完成电路设计与制作,每个人的具体分工如下:袁敬坤:主要负责电路设计与仿真,单片机编程以及原理探讨张超:基本原理框架构建,方案起草,报告起草等,并参与电路设计孙一诺:参与电路制作,方案起草,并完成电路基本调试以及元器件采集三、要求分析基于交流调功的电烙铁恒温控制,首先就是要实现交流调功,其次就是实现恒温控制。
交流调功可以按照要求中图2原理,通过在工频电10个周期内,导通几个周期,再关断剩余几个周期,因此在电烙铁供电回路中应该串联一个可以控制开关的装置;而工频电周波都是在零点进行控制与计数,所以应该设计一个用于计数工频电周期的电路。
恒温控制,当电烙铁在工作时,假设室温恒定,温度一定,散失的热量就一定,当输入电能等于散失热量时,就会达到恒温,所以当输入功率恒定就能实现恒温控制。
综上所述,电烙铁工作在工频电时,通过交流调功就可以实现恒温控制。
四、方案设计1、总体构思根据要求,利用控制工频电周波通断个数就能实现调功,而工频电周波个数需设计周波检测转换电路,因此基本的系统框图如图3所示图3基于交流调功的电烙铁恒温控制系统电路主要就是设计要求中图3的控制装置(实现交流调功)和设计检测装置(周波检测转换,即过零检测电路)。
2、控制装置方案设计方案一:利用固体继电器(SSR)实现交流调功控制,基本原理如图4所示,当输入端“+”“-”之间有压降时输出端导通;反之不导通。
电子温控恒温电烙铁电路原理。
TOP-936A型电子温控电烙铁是一种以低压工作的电子温控式电烙铁,具有恒温控制、温度可调以及防静电等功能。
这种通过电子电路来控制焊接温度的电烙铁,精致小巧,头部尖细,特别适合手工焊接微小型电子元器件。
1、TOP-936A型电子温控电烙铁的结构TOP-936A型电子温控电烙铁是由低压电烙铁和控制电路两部分构成。
其中低压电烙铁是一种通入低压电源发热的电热器件,用于产生热量焊接电子元器件;在低压烙铁内,还设置有热电偶元件用于感应烙铁的温度,为控制电路采集电烙铁的温度信息,便于控制电路自动调整供给电烙铁的电压,使电烙铁的工作温度保持在一定范围。
控制电路的作用是用于控制供给电烙铁的电流大小或电压高低,以可调方式或恒温方式控制电烙铁工作时的焊接温度。
2、TOP-936A型电子温控电烙铁的电路TOP-936A型电子温控电烙铁的控制电路如下图所示,它是采用一块LM358型双运放集成电路IC为核心,外设阻容元件和晶体管元件构成,用于调节控制电烙铁的工作电压。
TOP-936A型电子温控电烙铁的控制电路主要由直流电源电路、烙铁连接电路、烙铁供电电路、温度调控电路、自动温控电路、加热指示电路等功能单元构成。
直流电源电路由220V电源插头XP、电源开关S、保险丝FU、降压变压器T、整流二极管VD2和VD3、限流电阻器R6和R7、稳压二极管VD5~VD7、滤波电容器C1及C4和C5等组成。
变压器T中LI 为一次绕组,L2为二次绕组。
烙铁连接电路即是电烙铁与控制电路连接的接线端子,上图中JIK5P型专用接线插座XS,它有1、2、3、4、5五个接线端子。
1-2端用于连接压电烙铁的电热丝。
故由这两个接线端子向电热丝供入24V交流电压。
4-5端连接电烙铁内部的热电偶(温度传感器),由这两个接线端子为热电偶提供电源,同时也由这两个接线端子取出热电偶采集电烙铁温度的信息。
3端连接大地,用于泄放掉电烙铁上的静电。
恒温可调电烙铁原理
恒温可调电烙铁是一种用于焊接和烙画的工具,其工作原理是通过电加热来提供恒定的工作温度。
整个电烙铁由电热元件、控温电路和外壳组成。
电热元件通常是由电阻丝或电热片制成,其电阻特性可以提供所需的加热功率。
控温电路是用来控制电热元件的加热功率以及稳定工作温度。
外壳则用来保护用户安全,防止触电。
当插上电源后,控温电路会感应到电热元件的电流流过情况,并根据事先设定的目标温度,调节电热元件的加热功率。
在达到设定温度后,控温电路就会自动调整电热元件的加热功率,使其保持在设定温度附近。
不同型号的恒温可调电烙铁通常有不同的温度范围和温度调节方式。
一些电烙铁上配备了旋转式温度调节旋钮,用户可以根据需要选择所需的温度。
而另一些电烙铁则采用数字显示屏,用户可以直接输入目标温度进行调节。
通过这种恒温的设计,电烙铁能够在焊接或烙画过程中保持恒定的工作温度,使其能够提供稳定的加热效果。
这不仅可以更好地控制焊接温度,确保焊点质量,而且还可以提高工作效率,减少能量消耗。
总之,恒温可调电烙铁通过控温电路对电热元件的加热功率进行调节,从而实现恒温工作。
这种设计使得电烙铁具备了稳定性、高效性和安全性等优点,适用于各种焊接和烙画工作。
2013学年第二学期实训报告PID烙铁恒温控制器设计与制作学生姓名:吴祖军学生学号:20102537所在班级:10级电科(2班指导老师:蒋群实训地点:理工楼一.实训的目的及意义通过“PID烙铁恒温控制器设计与制作”,加深对自动控制PID的理解和认识。
掌握什么是P控制器,什么是I控制器以及什么是D控制器,并学会把它们组合起来一起进行控制。
“PID烙铁恒温控制器”实质是就是通过温度的改变来控制输出量,从而控制输入量。
通过烙铁温度的改变来控制热敏电阻的阻值,来影响输出量。
二.实训实验原理R1 51kΩU1ALM358D32481U1BLM358D 56487U2ALM358D 32481U2BLM358D 56487VCC5VC1 10uFR250kΩKey=B 50% R310kΩR410kΩR510kΩR651kΩR7100kΩKey=A50%0VCC 43R8 100kΩR9 51kΩ6R10 510ΩR11 51kΩC2 10pF C3 10uF C41uF LED111R12 100kΩ12R13 100kΩ1327 XMM1 VCC 5V VCC 5VR14 10kΩ158 VCCVCC1510三. 实训实验步骤1.在电原理图中,包括了两个惯性环节,一个比例环节和一个微分环节。
其中,积分环节可以看成是惯性环节的特殊情况。
NTC热敏电阻是具有负温度系数的电阻,它随着温度的升高,电阻值是减少的。
在实验中我们用电烙铁来影响热敏电阻。
2.比例环节的模拟电路及其传递函数如图1-1。
G(S= -R2/R1可以知道图中比例环节的传递函数是G(s=13.惯性环节的模拟电路及其传递函数如图1-2。
G(S= -K/TS+1 K=R2/R1 T=R2C 可以知道图中第一个惯性环节的传递函数G(s=-(R7/R5/(R7*C1+1。
第二个惯性环节的传递函数是G(s=-(R12/R6/(R12*C2+1。
4.比例+微分环节的模拟电路及传递函数如图1-5(未标明的C=0.01uf。
FX-888恒温烙铁全新设计及特点
FX-888恒温烙铁全新设计提高了焊铁头的热容量,使发热元件的热传导效率更好。
从而升温到350度的时候加快了20秒,而且,连续使用时焊铁头的温度下降也有所减少,同样的工作量,却可以缩短工作时间,大幅度的提高了工作效率。
FX-888恒温烙铁全新设计:
主机正侧面呈上窄下宽形设计,
使得重心下移,大增加了主机的稳定
性,不容易翻倒,既省空间,又使用
安全。
FX-888恒温烙铁特点:
1.新品hakkoFX888焊台力求使用方便,替代老型号936焊台。
2.发热元件的输出功率增加到65W。
3.输出功率比原有的HAKKO936增加了30%
FX-888恒温烙铁因为焊接接头存在着组织和性能的不均匀性,还往往存在着一些焊接缺陷,存在着较高的拉伸残余应力;
所以焊接接头是焊接结构中的薄弱环节。
提高焊接接头的质量,可从以下途径着手:正确选配焊接材料,采用合理的焊接工艺方法,控制熔合比,调节焊接热循环特征,运用合理的操作方法和坡口设计,辅以预热、层间保温及缓冷、后热等措施,或焊后热处理方法等,可获得优质的焊接接头。
传统上,FX-888恒温烙铁参数|恒温电烙铁价格车用传感器的市场是以OEM模式运作,并通常不需要直接面对消费者,因此,汽车制造商与第一供货商具有决定相关传感器规格的权利,换句话说,对于传感器的供货商而言,汽车制造商与第一供货商就是他们的客户。
引用参考资料:东莞市非泰电子有限公司。
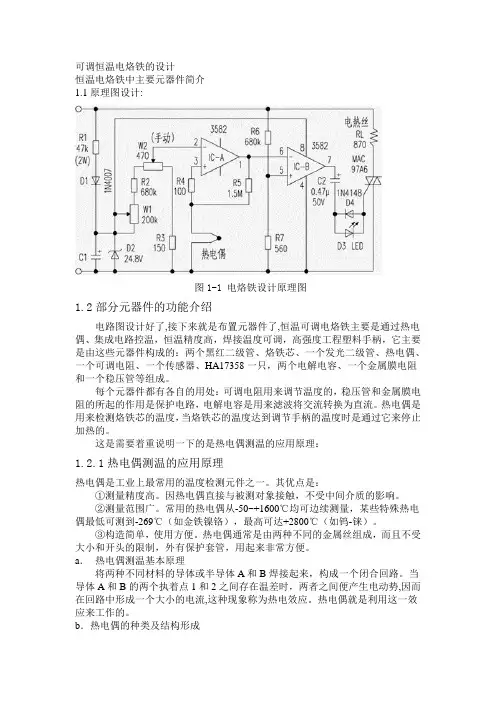
可调恒温电烙铁的设计恒温电烙铁中主要元器件简介1.1原理图设计:图1-1 电烙铁设计原理图1.2部分元器件的功能介绍电路图设计好了,接下来就是布置元器件了,恒温可调电烙铁主要是通过热电偶、集成电路控温,恒温精度高,焊接温度可调,高强度工程塑料手柄,它主要是由这些元器件构成的:两个黑红二级管、烙铁芯、一个发光二级管、热电偶、一个可调电阻、一个传感器、HA17358一只,两个电解电容、一个金属膜电阻和一个稳压管等组成。
每个元器件都有各自的用处:可调电阻用来调节温度的,稳压管和金属膜电阻的所起的作用是保护电路,电解电容是用来滤波将交流转换为直流。
热电偶是用来检测烙铁芯的温度,当烙铁芯的温度达到调节手柄的温度时是通过它来停止加热的。
这是需要着重说明一下的是热电偶测温的应用原理:1.2.1热电偶测温的应用原理热电偶是工业上最常用的温度检测元件之一。
其优点是:①测量精度高。
因热电偶直接与被测对象接触,不受中间介质的影响。
②测量范围广。
常用的热电偶从-50~+1600℃均可边续测量,某些特殊热电偶最低可测到-269℃(如金铁镍铬),最高可达+2800℃(如钨-铼)。
③构造简单,使用方便。
热电偶通常是由两种不同的金属丝组成,而且不受大小和开头的限制,外有保护套管,用起来非常方便。
a.热电偶测温基本原理将两种不同材料的导体或半导体A和B焊接起来,构成一个闭合回路。
当导体A和B的两个执着点1和2之间存在温差时,两者之间便产生电动势,因而在回路中形成一个大小的电流,这种现象称为热电效应。
热电偶就是利用这一效应来工作的。
b.热电偶的种类及结构形成(1)热电偶的种类常用热电偶可分为标准热电偶和非标准热电偶两大类。
所调用标准热电偶是指国家标准规定了其热电势与温度的关系、允许误差、并有统一的标准分度表的热电偶,它有与其配套的显示仪表可供选用。
非标准化热电偶在使用范围或数量级上均不及标准化热电偶,一般也没有统一的分度表,主要用于某些特殊场合的测量。
恒温电烙铁内部结构恒温电烙铁是一种广泛应用于电子制造、维修和实验领域的工具。
它的内部结构设计独特,能够满足各种复杂场景的使用需求。
下面将详细介绍恒温电烙铁的内部结构,包括其主要组成部分和功能。
一、发热元件发热元件是恒温电烙铁的核心部分,其作用是将电能转化为热能。
恒温电烙铁采用高品质的镍铬电阻丝作为发热元件,具有较高的电阻率和热稳定性。
在通电后,电阻丝产生热量,通过热传导和对流的方式传递给烙铁头,使其达到恒定的工作温度。
二、温度控制系统恒温电烙铁的温度控制系统负责监测烙铁头的实际温度,并将其与设定温度进行比较。
当实际温度低于设定温度时,控制系统会自动增加电流,使发热元件产生更多的热量;反之,当实际温度高于设定温度时,控制系统会降低电流,减小发热元件产生的热量。
这样,恒温电烙铁能够保持烙铁头在设定的温度范围内工作,确保焊接效果。
三、烙铁头烙铁头的材质和形状对焊接效果至关重要。
恒温电烙铁采用优质的合金钢烙铁头,具有较高的硬度和导热性能。
烙铁头的形状有多种,如尖头、圆头、平头等,可根据实际焊接需求进行选择。
此外,部分恒温电烙铁的烙铁头还可以更换,以满足不同场景的使用需求。
四、电源和控制电路恒温电烙铁的电源和控制电路负责向发热元件提供稳定的电流,并实现温度的自动控制。
电源部分通常采用开关电源模块,将输入的交流电压转换为稳定的直流电压,以供控制电路和发热元件使用。
控制电路则包括微处理器、电流控制器和温度传感器等元器件,实现温度的精确控制。
五、外壳和握持设计恒温电烙铁的外壳采用绝缘材料制成,具有良好的绝缘性能和抗热性能。
握持设计符合人体工程学,使操作更加舒适和安全。
部分恒温电烙铁还配备有过热保护功能,当烙铁头温度过高时,控制系统会自动切断电源,防止事故发生。
综上所述,恒温电烙铁的内部结构主要包括发热元件、温度控制系统、烙铁头、电源和控制电路以及外壳和握持设计。
这些部分密切协作,使恒温电烙铁能够在各种条件下稳定工作,为用户带来便捷和高效的焊接体验。
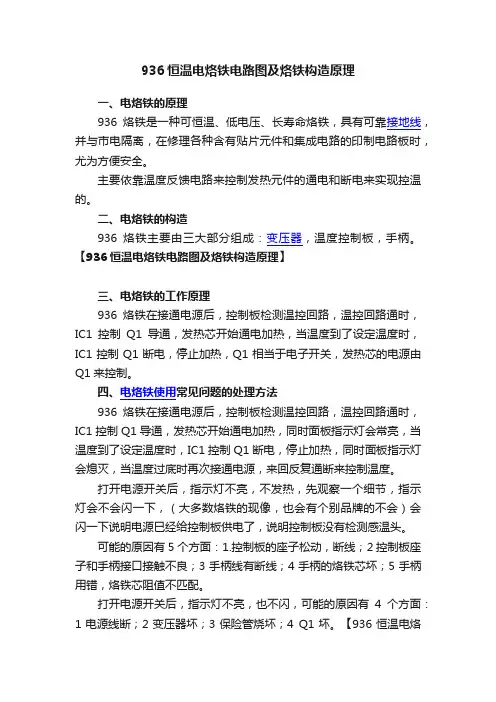
936恒温电烙铁电路图及烙铁构造原理一、电烙铁的原理936烙铁是一种可恒温、低电压、长寿命烙铁,具有可靠接地线,并与市电隔离,在修理各种含有贴片元件和集成电路的印制电路板时,尤为方便安全。
主要依靠温度反馈电路来控制发热元件的通电和断电来实现控温的。
二、电烙铁的构造936烙铁主要由三大部分组成:变压器,温度控制板,手柄。
【936恒温电烙铁电路图及烙铁构造原理】三、电烙铁的工作原理936烙铁在接通电源后,控制板检测温控回路,温控回路通时,IC1控制Q1导通,发热芯开始通电加热,当温度到了设定温度时,IC1控制Q1断电,停止加热,Q1相当于电子开关,发热芯的电源由Q1来控制。
四、电烙铁使用常见问题的处理方法936烙铁在接通电源后,控制板检测温控回路,温控回路通时,IC1控制Q1导通,发热芯开始通电加热,同时面板指示灯会常亮,当温度到了设定温度时,IC1控制Q1断电,停止加热,同时面板指示灯会熄灭,当温度过底时再次接通电源,来回反复通断来控制温度。
打开电源开关后,指示灯不亮,不发热,先观察一个细节,指示灯会不会闪一下,(大多数烙铁的现像,也会有个别品牌的不会)会闪一下说明电源巳经给控制板供电了,说明控制板没有检测感温头。
可能的原因有5个方面:1.控制板的座子松动,断线;2控制板座子和手柄接口接触不良;3手柄线有断线;4手柄的烙铁芯坏;5手柄用错,烙铁芯阻值不匹配。
打开电源开关后,指示灯不亮,也不闪,可能的原因有4个方面:1电源线断;2变压器坏;3保险管烧坏;4 Q1坏。
【936恒温电烙铁电路图及烙铁构造原理】指示灯亮,但不发热,可能的原因有4个方面:1控制板上的接头松动,接触不良;2 手柄接头与控制板接头接触不良;3 手柄电线断线;4 发热芯坏。
指示灯亮,发热,但不恒温,烙铁头过热烧红,可能的原因有2方面:1发热芯坏;2手柄用错,烙铁芯阻值不匹配。
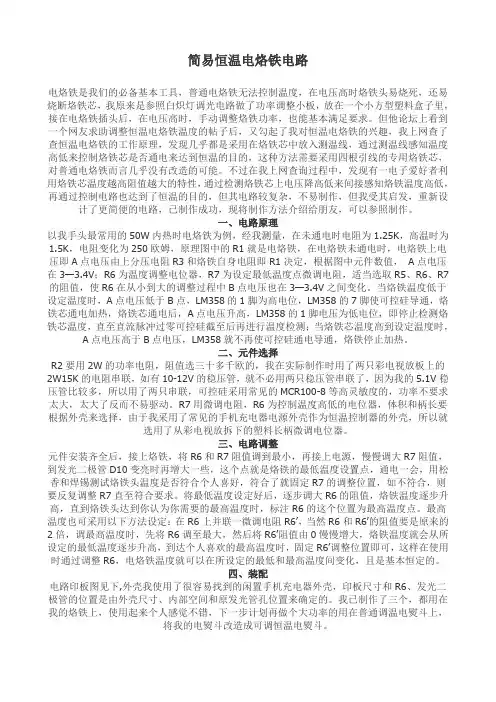
简易恒温电烙铁电路电烙铁是我们的必备基本工具,普通电烙铁无法控制温度,在电压高时烙铁头易烧死,还易烧断烙铁芯,我原来是参照白炽灯调光电路做了功率调整小板,放在一个小方型塑料盒子里,接在电烙铁插头后,在电压高时,手动调整烙铁功率,也能基本满足要求。
但他论坛上看到一个网友求助调整恒温电烙铁温度的帖子后,又勾起了我对恒温电烙铁的兴趣,我上网查了查恒温电烙铁的工作原理,发现几乎都是采用在烙铁芯中放入测温线,通过测温线感知温度高低来控制烙铁芯是否通电来达到恒温的目的,这种方法需要采用四根引线的专用烙铁芯,对普通电烙铁而言几乎没有改造的可能。
不过在我上网查询过程中,发现有一电子爱好者利用烙铁芯温度越高阻值越大的特性,通过检测烙铁芯上电压降高低来间接感知烙铁温度高低,再通过控制电路也达到了恒温的目的,但其电路较复杂,不易制作,但我受其启发,重新设计了更简便的电路,已制作成功,现将制作方法介绍给朋友,可以参照制作。
一、电路原理以我手头最常用的50W内热时电烙铁为例,经我测量,在未通电时电阻为1.25K,高温时为1.5K,电阻变化为250欧姆,原理图中的R1就是电烙铁,在电烙铁未通电时,电烙铁上电压即A点电压由上分压电阻R3和烙铁自身电阻即R1决定,根据图中元件数值,A点电压在3—3.4V;R6为温度调整电位器,R7为设定最低温度点微调电阻,适当选取R5、R6、R7的阻值,使R6在从小到大的调整过程中B点电压也在3—3.4V之间变化。
当烙铁温度低于设定温度时,A点电压低于B点,LM358的1脚为高电位,LM358的7脚使可控硅导通,烙铁芯通电加热,烙铁芯通电后,A点电压升高,LM358的1脚电压为低电位,即停止检测烙铁芯温度,直至直流脉冲过零可控硅截至后再进行温度检测;当烙铁芯温度高到设定温度时,A点电压高于B点电压,LM358就不再使可控硅通电导通,烙铁停止加热。
二、元件选择R2要用2W的功率电阻,阻值选三十多千欧的,我在实际制作时用了两只彩电视放板上的2W15K的电阻串联,如有10-12V的稳压管,就不必用两只稳压管串联了,因为我的5.1V稳压管比较多,所以用了两只串联,可控硅采用常见的MCR100-8等高灵敏度的,功率不要求太大,太大了反而不易驱动。
数字恒温电烙铁的设计与实现电子信息工程0701班学生:指导老师:摘要:本设计是以AT89C51单片机为核心,使用K型热电偶对烙铁头的温度进行采集,用数字转换器MAX6675对K型热电偶所采集的数据进行处理,MAX6675不但可将模拟信号转换成12bit对应的数字量,而且自带冷端补偿,简化了电路。
K型热电偶因其测量范围宽而得到广泛的应用。
本设计用LCD1602对温度进行动态显示,以双向可控硅为开关器件,设计制作了带按键输入控制,当温度高于设置温度时,单片机自动控制双向可控硅的通断,以达到电烙铁加热与否的目的。
通过本设计有效的控制电烙铁的温度,使电烙铁工作在恒温的状态下,来实现数字恒温电烙铁。
【关键词】AT89C51;K型热电偶;MAX6675;数字恒温ABSTRACT:The design is consist of STC89C52, which adopts K-type thermocouple measuring the temperature of electric soldering bit, with digital converter MAX6675 for processing the signal. MAX6675 not only can convert analog signal into digital signal, but also comes with cold junction compensation, simplifying the circuit. K-type thermocouple for its wide measuring range is widely used. The design of dynamic temperature displays with LCD1602, with Triac for heating control the switching devices. The work is a perpetual temperature control with the function of the key input control. When the temperature is higher than the set temperature, MCU automatically control the off of Triac, in order to achieve the purpose of soldering iron or a heated. Through this design effectively control the temperature of soldering iron, making the electric iron work in a state of constant temperature.【Key words】AT89C51; K-type thermocouple;MAX667;Digital constant temperature目录1绪论 (1)1.1恒温电烙铁 (1)1.2论文主要工作 (1)2设计方案 (2)2.1 总体方案设计 (2)2.2 各模块设计原理 (2)2.2.1 温度采集模块 (2)2.2.2 设置模块 (2)2.2.3 温度控制模块 (2)3 系统硬件电路设计 (2)3.1硬件电路总体设计 (2)3.2 硬件电路芯片选型 (3)3.2.1 单片机选型 (3)3.2.2 温度采集部分芯片选择 (3)3.2.3 控制部分硬件的的选择 (4)3.3硬件模块 (4)3.3.1时钟电路与复位电路 (4)3.3.2 温度采集部分电路 (5)3.3.3 温度设置部分电路 (6)3.3.4 温度控制部分电路 (6)3.3.5 显示部分 (7)3.3.6电源部分 (7)4 软件系统的设计 (8)4.1 软件总体设计 (8)4.2 各模块软件设计 (9)4.2.1数据采集子模块 (9)4.2.2温度显示子模块 (10)4.2.3温度设置子模块 (11)4.2.5 温度控制子模块 (12)5 系统测试与结论 (12)5.1.1 电源模块测试 (13)5.1.2 单片机外围模块测试 (13)5.2 结论 (13)总结 (14)致谢 (14)参考文献: (15)1绪论1.1恒温电烙铁电烙铁是电子产品研发、调试和维修时必不可少的工具,其性能和稳定性直接影响到焊接和组装的质量,从而影响电子产品的质量。
隔离型恒温烙铁电路由于常见的热电偶大多都是接壳封装的,即不锈钢外壳与热电偶丝是联通的,其特点是反应快。
业余条件下,绝缘很难处理,不宜使用网上流行的电路图。
下面是本人自己设计的电路图,非常简单,调试方便,可用任何热电偶(增益不同,调节即可),包括万用表配的裸丝热电偶。
本设计及网上流行的电路图,均无冷端补偿:即环境温度变化时,烙铁工作温度会随之变化,其值近似于环境温度增量,对电烙铁而言是可以接受的。
(追求完美者可以使用AD8495芯片作为前置放大器,固定增益5mV/℃,自带冷端补偿。
)。
本文参数均以环境温度20℃为基准。
电源选择+5V直流电源,取材容易(随便找个手机充电器即可),若使用其他电压等级,只需改变R7阻值即可。
热电偶安装:1、外热烙铁:小功率烙铁,热电偶放在烙铁芯后端(成品烙铁也是如此);大功率烙铁,建议在烙铁头后端钻孔,这样温度更准确。
2、内热烙铁:只能购带热电偶的买成品芯。
关于R8:网上有人撰文讨论其功耗,结果非常惊人。
其实这两个电阻仅在每半周的前一小部分时间工作,幅值很低,时间很短,当u/R8大于可控硅触发电流时,可控硅导通,R8无电流流过。
对于10A以下的可控硅,触发电流一般不大于20mA,这两个电阻用1/4即可,他们兼有保护光耦的作用,当可控硅失效时,R8立即烧断,光藕不会被大电流烧坏。
工作原理:(名词:高电平----运放输出的最高电压,接近电源电压+5V;低电平---运放输出的最低电压,接近0V。
条件:热电偶:K型。
环境温度:25℃)一、R1,Z1组成高稳定2.5v基准电源;二、双运放之一(123脚)组成同相输入比例放大器,将热电偶产生的mV级电势放大约141倍。
使后级调整简单化、且不怕干扰。
TR2为增益调整电位器,用于调整最高温度时运放1脚输出电压,使其与Z1稳定电压相同(约2.5V)。
R5为断线保护电阻,正常情况下无作用(热电偶内阻极小,可忽略不计),当热电偶断线时产生正反馈,使1脚输出高电平,停止加热。
恒温烙铁工作原理由于恒温电烙铁头内,装有带磁铁式的温度控制器,控制通电时间而实现温控,即给电烙铁通电时,烙铁的温度上升,当达到预定的温度时,因强磁体传感器达到了居里点而磁性消失,从而使磁芯触点断开,这时便停止向电烙铁供电;当温度低于强磁体传感器的居里点时,强磁体便恢复磁性,并吸动磁芯开关中的永久磁铁,使控制开关的触点接通,继续向电烙铁供电。
如此循环往复,便达到了控制温度的目的。
恒温烙铁和普通直插电烙铁的区别* 可无铅焊接* 惊人的升温速度从室温上升至300℃绝不超过20秒。
* 智能化的完美焊接功率充沛并随焊点大小变化而变化再大的焊点都能完成完美的焊接能有效避免因冷焊等造成的连接不牢* 非凡的热量恢复本领神奇的温度补偿速度能解决无铅焊接制程中产生的温度矛盾,是无铅焊接的利器,同时也是一些特定低温条件下焊接的必备工具。
* 延长烙铁头寿命焊接温度的相对降低大大延长了烙铁头的使用寿命。
实用的功能1、自动休眠,节省能源超过20分钟不使用烙铁时,本焊台自动降温至200℃,当再次拿起烙铁时温度迅速回升至原设定值,亦可延长烙铁头寿命。
2、密码锁定温度稳定的焊接温度是焊点品质的保证。
本焊台能方便地使用密码锁定温度,他人无法随意改变设定温度。
3、发热器与焊咀分体结构两者的的分体设计能完全避免发热体必须与焊咀一起更换而带来的不必要损失可大大节省开支降低损耗。
普通直插电烙铁*用普通烙铁进行无铅作业十分费力,用回温快的焊台焊接的点质量可以保证.由于温度高,烙铁芯和头比较容易坏.*通常是用瓦特数来标示它的热度,常见到的有20瓦特、30瓦特、40瓦特、50瓦特以及60瓦特等,瓦特数越高的,表示消耗电量越大,烙铁头也越烫,以真空管电路而言,由于要焊接的接点面积通常都不小,因此,以40瓦特至50瓦特的烙铁较为合适,另外,现在市面上还有一种两段式的烙铁,它在平常时的功率比较小,例如15瓦特,不过,当你需要高温时,它提供了一个按钮,按下去可以用更高的瓦数来加热,例如60瓦特。
带冷却指示功能的恒温电烙铁设计电烙铁使用结束后,其残留温度比较高,容易烫伤人,甚至引发火灾等危险事故发生。
本文对电烙铁原有控制电路进行了改进,设计了带冷却指示功能电烙铁。
实验证明,改进后电烙铁具有显示直观、成本低、安全可靠等特点,具有广泛的推广应用价值。
标签:冷却指示;热电偶;控制电路;电烙铁1 引言电烙铁是在电子产品制造与服务等行业中广泛应用的工具。
随着技术的发展,电子产品自动化焊接技术也不断发展,但是采用电烙铁进行元器件进行人工焊接和拆焊等技术依然是必不可少的。
现在电烙铁普遍实现了恒温控制和漏电保护等功能,使用寿命也大大增加。
在日常使用电烙铁结束后,其残留温度依然比较高,稍不注意就有可能烫伤人,甚至引发火灾等危险事故。
很多使用电络铁的人员习惯于用手接近烙铁头去感知电烙铁的残留温度,这样也存在烫伤的危险。
为了让使用者能直观了解电烙铁使用后的冷却状态,避免了用手感知电烙铁余温可能产生的危险和可能产生的火灾隐患,设计带冷却指示功能的电烙铁。
2 原有电络铁工作原理分析以下是某款恒温电烙铁工作原理及电路图(见图1)。
市电AC220V经R1降压、D1半波整流、C1滤波、D2稳压后作为集成运放3582比较器件IC的电源电压及调温设定电压源。
热电偶作为检测烙铁头的温度传感器,根据温度不同,产生不同的电动势。
工作中将电动势通过电阻R3加到根据IC-A③脚,作为为热电偶检测电压输入端;而②脚为调温设定电压。
在②、③脚两端电压比较后,由①脚输出。
其中反馈电阻R5的作用在输入信号小幅度波动时,其输出信号锁定不变。
当热电偶检到温度偏低时,③脚电平低于②脚电平,使输出①脚为低电平。
进而使IC-B放大器⑥脚相对于固定偏置的⑤脚偏低,使输出⑦脚为高。
由于IC-B⑤脚电压是由AC220V经R6、R7分压而得,因而,频率、相位完全与AC220V相同。
⑤脚电平与⑥脚电平比较后在⑦脚输出交流电压。
该交流电压经C2与D3和D4反向并联(作用同双向二极管)的触发电路控制双向可控硅,控制加到烙铁电热丝上的电流导通时间,从而实现恒温控制的目的。
测控电路设计
专业:测控技术与仪器
班级:08050344X
姓名:
学号:********X20
设计题目及要求:恒温电烙铁。
设计能设定温度的恒温电烙铁电路。
一、设计思路:
采用热敏电阻作为温度传感器感知电烙铁铁芯中的温度,在采用一系列的控制电路通过热敏电阻的反馈来控制电路中的电阻丝的加热与否。
二、方案设计:
2.1 整体概述
该可控温度电烙铁电路设计主要由降压整流、自动控制和加热指示3部分构成。
其中自动控制模块的负温度系数电阻(NTC)附在电热丝上,能即时感应其温度变化,将信息反馈给振荡器,形成自动控制。
图1为可控温度电烙铁原理图
2.2控制电路设计
自动控制电路为该可控温度电烙铁的核心部分,通过一系列简单反馈网络,实现自动锁定温度和用户设计温度锁定功能。
它是由串联分压式三极管控制电路、555多谐振荡器以及双向可控硅控制电路组成。
三、单元电路设计与分析:
3.1整体电路说明
图2
电路图原理说明:
图2为可控温度电烙铁电路,接通220 V电源后,由于热敏电阻阻值较大,通过分压使Q1处于截止状态,此时电源向电容C2充电,使得555集成电路构成的多谐振荡器产生高电平信号,触发双向可控硅导通,电烙铁通电工作。
随着通电加热时间增加,电烙铁中电热丝温度升高,附在电热丝上的热敏电阻阻值降低, Q1基极电压升高,当达到一定值时,Q1导通,555定时器与之构成的放电回路通过三极管开始放电。
此时,多谐振荡器产生低电平触发双向可控硅截止。
电烙铁停止加热。
之后,随着电热丝温度降低,热敏电阻阻值升高,Q1再次截止,555多谐振荡器产生高平信号触发双向可控硅使之导通,电烙铁再次通电,如此周而复始,使得电烙铁自动处以用户设定的温度范围内。
通过调节可变电阻器,设定电烙铁温度。
其工作原理是通过调节可变电阻,控制晶体三极管导通与截止时间,即控制双向可控硅导通截止时间。
进而控制电烙铁通电工作时间。
最终使得电烙铁根据需要产生不同温度范围。
3.2各部分功能原理说明
(1)电容降压整流电路
图3
该部分使用了电容和稳压管构成的电容降压整流电路,如图3所示。
其工作原理是利用电容在一定的交流信号频率下产生的容抗限制最大工作电流。
例如,50 Hz工频条件下,1μF 的电容所产生的容抗约3180 Ω。
在电容器两端施加220 V的交流电压时,流过电容最大电流约70 mA。
该降压整流电路可为555定时器提供稳定的5 V电压。
其仿真结果如下图4。
图4
(2)串联分压式三极管控制电路
图5
该部分为串联分压式三极管控制电路,该电路由热敏电阻器NTC、晶体管BJT等元件构成。
图5中,R9是保护电阻,防止热敏电阻R2降低较多时BJT基极电压过大而使其损坏。
同时热敏电阻和可调电阻RV1形成分压电路,调节可调电阻控制晶体三极管Q1的基极电压,控制Q1的导通和截止。
(3)555多谐振荡器
图6
555定时集成电路构成的多谐振荡器是一种常用的充放电回路分开的振荡器。
通过调整此振荡器可产生一定频率和占空比的电平信号,触发双向可控硅抑制其导通或截止,形成自动开关。
它的各个引脚功能如下:
1脚:外接电源负端VSS或接地,一般情况下接地。
8脚:外接电源VCC,双极型时基电路VCC的范围是4.5 ~ 16V,CMOS型时基电路VCC的范围为3 ~ 18V。
一般用5V。
3脚:输出端Vo
2脚:低触发端
6脚:TH高触发端
4脚:是直接清零端。
当端接低电平,则时基电路不工作,此时不论、TH处于何电平,时基电路输出为“0”,该端不用时应接高电平
5脚:VC为控制电压端。
若此端外接电压,则可改变内部两个比较器的基准电压,当该端不用时,应将该端串入一只0.01μF电容接地,以防引入干扰
7脚:放电端。
该端与放电管集电极相连,用做定时器时电容的放电
(4)双向可控硅控制电路
多谐振荡器所产生的矩形波控制双向可控硅的导通,从而控制电烙铁加热与断电的时间间隔。
555多谐振荡器输出高电平时,触发双向可控硅使之导通;输出低电平时触发双向可控硅使之截止。
3.3电路中所用到的元器件说明
(1)ZPD5.1稳压管
所选用的ZPD5.1稳压管,参数为Uz=5.18V,Iz=1~10mA其详细说明如下图7
图7
(2)1N4001二极管
所选1N4001二极管,参数为最大整流电流:1.0(A);正向工作电流:2.0(A);最高反向电压:2.0(V);反向饱和漏电流:20(μA);最高工作频率:20(MHz)。
(3)1N3883A二极管
所选用的1N3883A二极管,参数如下图8
图8
(4)2N5444双向可控硅
三端双相可控硅其三端分别为T1 (第二端子或第二阳极),T 2(第一端子或第一阳极)
和G(控制极)亦为一闸极控制开关,三端双相可控硅无论于正向或反向电压时皆可导通,其符号构造及外型,如图所示。
因为它是双向元件,所以不管T1 ,T2的电压极性如何,若闸极有信号加入时,则T1 ,T2间呈导通状态;反之,加闸极触发信号,则T1 ,T2间有极高的阻抗。
(a)符号 (b)构造
所选用的2N5444双向可控硅,其参数如下图9
图9
四、结论
目前,普通电烙铁一般用220 V电压直接加热,难以根据实际需要控制温度,不能满足
特殊应用需求,且一直处于加热状态,造成电能浪费。
虽然目前已有功能强大的电烙铁。
但由于其制造工艺复杂,价格较高,操作复杂,难以推广应用。
然而基于555定时器的可控温度电烙铁比传统的电烙铁更实用,并具备反应灵敏、体积小巧、结构简单、易于生产、高性价比等特点,该可控温度电烙铁使用方便、结构简单、灵敏度高,可广泛应用到生产生活中去。