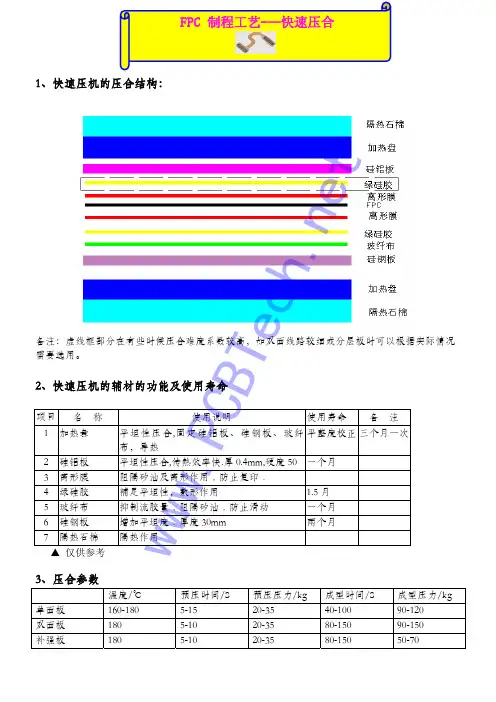
快速压合简介
- 格式:ppt
- 大小:266.50 KB
- 文档页数:13
软板真空快压机的工作原理
软板真空快压机的工作原理是通过真空吸附将软板材料固定在平台上,然后利用压力将软板材料与其他材料进行快速压合。
具体工作原理如下:
1. 将软板材料放置在平台上。
2. 打开真空泵,泵出平台下方的空气,形成真空环境。
3. 由于平台上方的大气压迫力,软板材料会被吸附在平台上,保持固定。
4. 同时,通过压力系统,施加压力在软板材料上方的另一材料上。
5. 压力使软板材料与另一材料之间发生快速压合。
6. 完成压合后,关闭真空泵,平台上方的气压恢复正常,软板材料可以轻松地从平台上取下。
软板真空快压机的工作原理利用了真空吸附和压力的作用,使软板材料能够快速且牢固地与其他材料进行压合,提高了生产效率和产品质量。
FPC及SMT介绍目录Index§电路板常见名词§FPC种类§FPC设计基本原则§FPC流程简介§SMT基本知识§考虑FPC工艺等要求,研发在设计中应注意的问题(11/01补充)Manufacturing Types of FPCFPC的种类FPC(Flexible Printed Circuit)即柔性印刷线路板具有轻、薄、易折曲等特点广泛应用于激光头、随身听、电子表、摄像机、打印机、传真机、手机等电子领域按结构分为:§单面板§双面板§多层板§软硬复合板无胶系材料特征§耐热性:无胶软板基材由于没有耐热差的接着剂,所以耐热性相当优异,且长期使用温度可达300以上§难燃性:无卤素添加可通过UL94V-O规格,符合无卤环保需求§轻量性:厚度降低,减少重量,达到薄型化目的§电气特性:减少离子迁移效应(Ion Migration),减少线路间短路现象§耐药品性:减少接着剂受化学药品之侵蚀,而提高铜箔与基材间的抗撕强度§尺寸安全性:无胶软板基材尺寸变化尺寸变化受温度影响相当小,即使高温(300下)尺寸变化率仍在0。
1%之内§高密度化:Fine line 高密度线路设计趋动2 layer 材料大量化使用§耐屈折高:耐屈挠之表现可适应高度动态屈挠设计之需求FPC设计基本原则FPC设计基准书.xls裁剪Cutting/shearing§一般软板材料多为卷状方式制造,为了符合产品不同尺寸要求,必需依不同产品尺寸规划设计最佳的利用率,而依规划结果将材料分裁成需要的尺寸。
§规划限制:单面板:作业长度250~350mm较佳单一铜箔:作业长度320mm较佳双面板:作业长度250~350mm较佳多层板:作业长度180~300mm较佳钻孔CNC Drilling§一般电路板为符合客户设计要求及制程需求,都会在材料(单/双面板)上以机械钻孔方式钻出定位孔、测试孔、零件孔等。
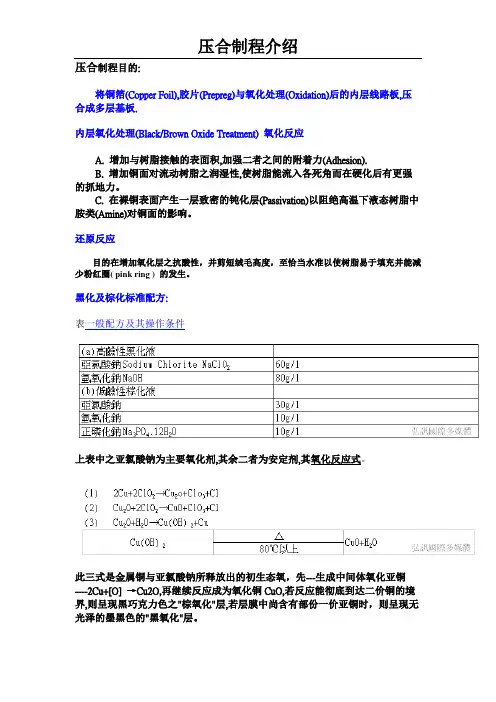
压合制程目的:将铜箔(Copper Foil),胶片(Prepreg)与氧化处理(Oxidation)后的内层线路板,压合成多层基板.内层氧化处理(Black/Brown Oxide Treatment) 氧化反应A. 增加与树脂接触的表面积,加强二者之间的附着力(Adhesion).B. 增加铜面对流动树脂之润湿性,使树脂能流入各死角而在硬化后有更强的抓地力。
C. 在裸铜表面产生一层致密的钝化层(Passivation)以阻绝高温下液态树脂中胺类(Amine)对铜面的影响。
还原反应目的在增加氧化层之抗酸性,并剪短绒毛高度,至恰当水准以使树脂易于填充并能减少粉红圈( pink ring ) 的发生。
黑化及棕化标准配方:表一般配方及其操作条件上表中之亚氯酸钠为主要氧化剂,其余二者为安定剂,其氧化反应式。
此三式是金属铜与亚氯酸钠所释放出的初生态氧,先---生成中间体氧化亚铜----2Cu+[O] →Cu2O,再继续反应成为氧化铜CuO,若反应能彻底到达二价铜的境界,则呈现黑巧克力色之"棕氧化"层,若层膜中尚含有部份一价亚铜时,则呈现无光泽的墨黑色的"黑氧化"层。
制程操作条件( 一般代表),典型氧化流程及条件。
棕化与黑化的比较黑化层因液中存有高碱度而杂有Cu2O,此物容易形成长针状或羽毛状结晶。
此种亚铜之长针在高温下容易折断而大大影响铜与树脂间的附着力,并随流胶而使黑点流散在板中形成电性问题,而且也容易出现水份而形成高热后局部的分层爆板。
棕化层则呈碎石状瘤状结晶贴铜面,其结构紧密无疏孔,与胶片间附着力远超过黑化层,不受高温高压的影响,成为聚亚醯胺多层板必须的制程。
B. 黑化层较厚,经PTH后常会发生粉红圈(Pink ring),这是因PTH中的微蚀或活化或速化液攻入黑化层而将之还原露出原铜色之故。
棕化层则因厚度很薄.较不会生成粉红圈。
内层基板铜箔毛面经锌化处理与底材抓的很牢。
压合工艺介绍
压合工艺是将塑料或金属的片材(如金属箔、软片、硬片等)置于特制的压合模具中,通过加热加压使之完全粘合为一体的加
工方法。
在压合时,压合模内的压力(或压力)由模具向被压物
体传递,从而使两片塑料或金属之间产生很大的摩擦力,并在此
摩擦力的作用下,将塑料或金属相互粘合在一起。
压合模内压力
一般分为:压合前压力、压合后压力和两种复合压力。
压合前压力又称预热温度,它是使塑料或金属表面迅速冷却
的工艺参数。
在压合前,加热模腔内温度至塑料或金属材料熔化
温度以上。
加热时,应缓慢进行,待温度达到设定值后才能停止
加热。
压合模内压力又称模压压力或压合力。
它是使两片塑料或金
属相互粘合在一起的工艺参数。
一般模压温度高于100℃。
当压合工艺参数确定后,压合模内温度应维持在设定值不变,以防止产生“过热”现象。
—— 1 —1 —。
压合机参数1. 简介压合机是一种用于将两个或多个物体通过施加压力使其紧密连接的设备。
它在许多工业领域中被广泛应用,如汽车制造、家电制造、建筑等。
压合机的参数是指影响其工作性能和效果的各种因素,包括压力、速度、温度等。
2. 压合机参数的重要性良好的压合机参数设置可以确保产品质量和工艺效率。
不正确的参数设置可能导致产品质量不稳定、生产效率低下甚至设备损坏。
因此,了解和掌握正确的压合机参数对于提高生产效率和产品质量至关重要。
3. 压合机参数列表以下是常见的压合机参数:3.1 压力•定义:压力是指施加在物体上的力与其单位面积之比。
•单位:常用单位有千帕(kPa)、兆帕(MPa)等。
•影响因素:材料性质、接触面积、环境温度等。
•调节方法:通过调整液压系统或气动系统中的压力阀来控制。
3.2 速度•定义:速度是指压合机上下行程的时间与行程长度之比。
•单位:常用单位有毫米/秒(mm/s)、英寸/分钟(IPM)等。
•影响因素:产品材料、粘附剂类型、生产要求等。
•调节方法:通过调整液压系统或电机驱动系统的控制参数来实现。
3.3 温度•定义:温度是指压合过程中物体的温度。
•单位:常用单位有摄氏度(℃)、华氏度(℉)等。
•影响因素:产品材料、环境温度、热传导性能等。
•调节方法:通过加热或冷却系统来调节。
3.4 时间•定义:时间是指完成一次压合过程所需的时间。
•单位:常用单位有秒(s)、分钟(min)等。
•影响因素:产品尺寸、压合力大小、工艺要求等。
•调节方法:通过控制液压系统或电机驱动系统的工作周期来实现。
3.5 压合模具尺寸•定义:压合模具尺寸是指上下模具之间的间隙大小。
•单位:常用单位有毫米(mm)、英寸(inch)等。
•影响因素:产品尺寸、压合力大小、模具材料等。
•调节方法:通过调整模具间隙或更换不同尺寸的模具来实现。
4. 压合机参数设置与优化4.1 参数设置原则在设置压合机参数时,需要考虑以下原则:•产品要求:根据产品的要求确定合适的参数范围,如压力、速度、温度等。

(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201921323807.3(22)申请日 2019.08.15(73)专利权人 苏州市相城区中亚塑料制品有限公司地址 215000 江苏省苏州市相城区北桥镇希望工业园(72)发明人 查巧男 (74)专利代理机构 苏州六一专利代理事务所(普通合伙) 32314代理人 沈陈(51)Int.Cl.B30B 15/16(2006.01)B30B 15/00(2006.01)(54)实用新型名称一种高效率快速压合机(57)摘要本实用新型公开了一种高效率快速压合机,包括主体,所述主体的下端外表面设置有万向轮,所述万向轮的一侧设置有脚部控制器,所述主体的前端外表面设置有检查面板,所述检查面板的上端外表面设置有操作台,所述操作台的一侧设置有应急开关,所述操作台的上端设置有压合装置,所述压合装置的上端外表面设置有控制面板,所述压合装置的下端外表面设置有二号液压杆,所述二号液压杆的下端外表面设置有一号液压杆。
本实用新型所述的一种高效率快速压合机,设有缓冲装置、模架与脚部控制器,能够在设备使用时,减少模具的冲击,并能让使用者快速替换模具,还可以方便使用者操控设备,带来更好的使用前景。
权利要求书1页 说明书3页 附图4页CN 211031382 U 2020.07.17C N 211031382U1.一种高效率快速压合机,包括主体(1),其特征在于:所述主体(1)的下端外表面设置有万向轮(3),所述万向轮(3)的一侧设置有脚部控制器(4),所述主体(1)的前端外表面设置有检查面板(2),所述检查面板(2)的上端外表面设置有操作台(5),所述操作台(5)的一侧设置有应急开关(8),所述操作台(5)的上端设置有压合装置(6),所述压合装置(6)的上端外表面设置有控制面板(7),所述压合装置(6)的下端外表面设置有二号液压杆(15),所述二号液压杆(15)的下端外表面设置有一号液压杆(14),所述一号液压杆(14)的下端外表面设置有连接杆(17),所述连接杆(17)的下端外表面设置有模架(16)。