流道设计规则
- 格式:doc
- 大小:521.00 KB
- 文档页数:1

点浇口流道设计标准点浇口流道设计是指在混凝土浇注过程中,在构件表面设置特定形状的沟槽,用于引导和控制混凝土流动。
点浇口流道设计的目的是保证浇注过程中混凝土能够均匀流动,并且确保构件表面不会产生堆积或漏浆现象。
下面是点浇口流道设计的一些标准和要求:1. 点浇口流道的形状应该是圆弧形或者椭圆形,这样能够有效地控制混凝土的流动,减少流速和冲击力,避免产生分层或者空洞等缺陷。
2. 点浇口流道的宽度要根据混凝土的流动性进行合理设计。
一般来说,流动性较好的混凝土,流道的宽度可以适当减小。
相反,流动性较差的混凝土,流道的宽度则需要适当增大。
3. 点浇口流道的深度应该根据浇注厚度和混凝土的性质来确定。
在混凝土浇注时,流道的深度要与浇注层的厚度保持一定比例。
一般来说,流道的深度可以略大于浇注层的厚度。
4. 点浇口流道的间距要根据浇筑施工的需要来确定。
一般来说,流道之间的间距可以根据施工的步骤和设备的要求来决定。
比如,如果使用振动器进行浇筑,流道之间的间距可以适当增大。
5. 点浇口流道的几何形状要符合混凝土浇筑施工的要求。
一般来说,流道的几何形状应该简单,造型规整,确保在浇筑过程中混凝土能够顺利流动。
6. 点浇口流道设置的位置要考虑结构的承重和抗震要求。
一般来说,流道的位置应该远离结构的边缘和受力部位,以避免影响结构的强度和稳定性。
综上所述,点浇口流道设计标准主要关注流道的形状、宽度、深度、间距、几何形状和位置等方面。
通过合理的设计和施工,能够保证混凝土在浇筑过程中的均匀流动,最大程度地避免产生缺陷。
同时也能够提高施工效率,减少浪费,保证结构的质量和安全。

分流道的设计原则一、前言分流道是指在交通繁忙的路段上,为了分流车辆流量,而设计的专门用于转弯的道路。
它是现代城市道路交通系统中不可或缺的一部分。
设计合理的分流道可以有效地缓解交通拥堵,提高道路通行效率。
本文将介绍分流道的设计原则。
二、基本原则1. 考虑交通需求在设计分流道时,应该充分考虑周边区域的交通需求,包括车辆和行人的需求。
应根据实际情况确定分流道长度、宽度和转弯半径等参数。
2. 综合考虑安全性和效率在设计过程中,应该综合考虑安全性和效率。
必须确保车辆能够在安全且高效地通过分流道,并避免因过于复杂而导致事故发生。
3. 确定适当位置在选择位置时,必须考虑到周围环境和既有设施。
应该选择相对平坦且空间充足的区域,并避免影响周围居民或商业设施。
4. 与其他设施协调一致在设计过程中,必须与其他设施协调一致,包括交通信号灯、标志和标线等。
这有助于确保分流道与周围环境相互协调,提高交通安全性和效率。
三、具体原则1. 设计合理的长度和宽度分流道的长度和宽度应该根据实际情况确定,以确保车辆能够在安全且高效地通过。
一般来说,分流道的长度应该不小于100米,宽度应该不小于5米。
2. 确定适当的转弯半径转弯半径是指车辆在进入分流道时需要转弯的最小半径。
转弯半径越大,车辆通过分流道时越容易控制方向。
但是,在选择转弯半径时也要考虑到空间限制和周围环境。
3. 设计合理的坡度分流道的坡度应该设计合理,以确保车辆能够在安全且高效地通过。
一般来说,坡度不应超过5%。
4. 设置合理的交通信号灯交通信号灯对于分流道来说非常重要。
必须根据实际情况设置合理的信号灯,并确保车辆能够在安全且高效地通过。
5. 标志和标线的设置在分流道的设计中,标志和标线的设置非常重要。
必须根据实际情况设置合理的标志和标线,并确保车辆能够在安全且高效地通过。
四、结论分流道是现代城市道路交通系统中不可或缺的一部分。
设计合理的分流道可以有效地缓解交通拥堵,提高道路通行效率。

模具流道设计标准要求有哪些模具流道设计是模具设计中非常重要的一部分,合理的流道设计能够影响到模具的成型质量和生产效率。
下面是模具流道设计的标准要求:1. 流道设计应符合产品的形状和尺寸要求,确保塑料材料能够顺利流过流道进入模腔,填充整个产品的空腔。
2. 流道设计要考虑产品的壁厚和几何复杂度,确保流入模腔的材料能够充分填充整个产品,并能够避免短充、长充等缺陷。
3. 流道设计应确保材料的流速和流量均匀,避免出现熔融后的分层现象,保证产品的均匀性和稳定性。
4. 流道的截面尺寸和形状要适当选择,能够使材料满足流动的要求,并且尽量减小流道的阻力,提高材料的流动速度和填充效率。
5. 流道设计要考虑材料的流动方向,尽量减少回流现象和死角的出现,以避免材料的停滞和热熔塌陷的发生。
6. 流道的长度要尽量缩短,以减少材料在流道中的停留时间,提高生产效率,避免材料的降解和热疲劳。
7. 流道设计要考虑冷却效果,合理设置冷却水路,确保模具能够得到良好的冷却效果,降低产品的收缩率,提高产品的尺寸精度和表面质量。
8. 流道设计要考虑清洗和维护的便利性,以方便清除残留物和定期维护流道的畅通性。
9. 流道的出口应设置合适的冷却方式,避免出现撞线或门脸产生的缺陷,保证产品的尺寸精度和表面质量。
10. 流道设计要考虑材料的循环利用和环境保护,尽量减少材料的浪费和二次加工的难度。
综上所述,模具流道设计标准要求主要包括流道形状和尺寸的合理选择、流道的流速和流量的均匀性、流道的截面尺寸和形状的适当选择、流动方向的考虑、长度的缩短、冷却效果的考虑、清洗和维护的便利性、出口的冷却方式的设置、材料的循环利用和环境保护等方面。
这些要求能够有效提高模具的成型质量和生产效率。
流 道 設 計 設計原則流道的設計須能迅速地充填模穴。
流道的設計須使成形品容易頂出並且容易脫模。
多模穴系統平衡流道的配置較副,因其有較好的均勻性和較高的成形品品質。
流道可以是自然平衡或藉由人為方式達成平衡。
流道平衡可藉由改變流道尺寸和長度達成。
改變澆尺寸可能表面上達成充填平衡,然而將影響澆口冷凝時間,以致損害成形品的均勻性。
較小尺寸的流道比較大尺寸的流道佳,因可使廢料體積降至最小和產生黏滯(摩擦)熱是一可提高熔膠溫度的有效方法,可避色使用高料管溫度,因使用高料管溫度很可能會造成熔膠裂解。
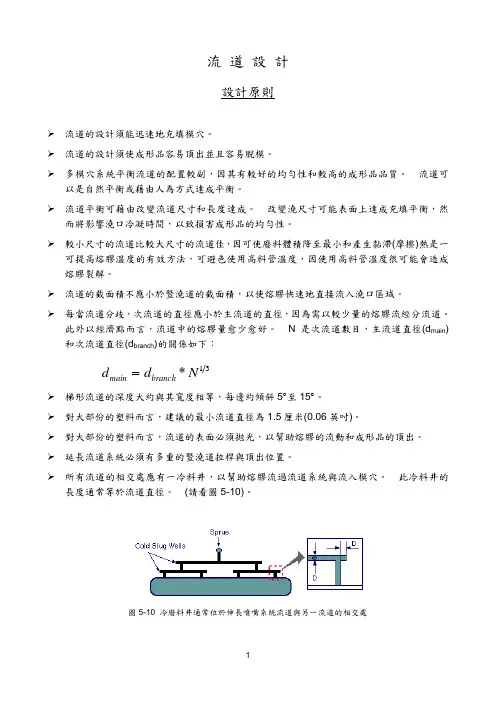
流道的截面積不應小於豎澆道的截面積,以使熔膠快速地直接流入澆口區域。
每當流道分歧,次流道的直徑應小於主流道的直徑,因為需以較少量的熔膠流經分流道。
此外以經濟點而言,流道中的熔膠量愈少愈好。
N 是次流道數目,主流道直徑(d main )和次流道直徑(d branch )的關係如下:梯形流道的深度大約與其寬度相等,每邊約傾斜5︒至15︒。
1*N d d branch m ain =對大部份的塑料而言,建議的最小流道直徑為1.5厘米(0.06英吋)。
對大部份的塑料而言,流道的表面必須拋光,以幫助熔膠的流動和成形品的頂出。
延長流道系統必須有多重的豎澆道拉桿與頂出位置。
所有流道的相交處應有一冷料井,以幫助熔膠流過流道系統與流入模穴。
此冷料井的長度通常等於流道直徑。
(請看圖5-10)。
圖5-10 冷廢料井通常位於伸長噴嘴系統流道與另一流道的相交處選擇冷流道直徑應基於標準機具的切割尺寸。
設計熱流道系統時,必須諮詢供應廠商適當的歧管和澆口何時有貨。
一般無添加劑的材料,典型的流道尺寸已列於此章的表5-1。
流道尺寸设计流道尺寸是在注塑过程中非常关键的设计参数,它直接影响着产品的成型质量。
一个合理的流道尺寸设计不仅能够确保塑料材料的流动性和充型性,还能够尽量减少注塑过程中的缺陷和不良现象。
本文将从流道尺寸的选择和设计原则两个方面进行讨论。
首先,选择合适的流道尺寸是流道设计的基础。
在注塑成型过程中,一般会选择圆形或者矩形的流道。
对于圆形流道,其直径的大小在很大程度上决定了塑料材料的流动性能。
直径过小会导致流道中的塑料材料流动不畅,容易产生气泡、短射等缺陷;而直径过大则会导致塑料材料流动速度过快,容易产生热分解、烧结等问题。
因此,在选择圆形流道尺寸时需要根据塑料材料的流动性来确定。
对于矩形流道,其宽度和高度的选择也是非常重要的。
宽度过小会导致熔融塑料的流动速度过快,易产生溢流现象;而宽度过大则会导致流动速度过慢,使得产品的冷却时间增加,周期时间变长。
因此,在选择矩形流道尺寸时需要综合考虑产品的尺寸、形状和注射压力等因素。
其次,流道尺寸的设计还要遵循一些原则。
首先,流道尺寸应该保持一致。
在同一产品的注塑过程中,流道尺寸应该保持一致,这样可以避免因流道尺寸不一致造成的塑料充填不均匀的问题。
其次,流道尺寸应该适当增大。
在设计流道尺寸时,应该适当增大其尺寸,以便增加塑料材料的流动路径,减少熔融塑料的流动速度,从而达到充填均匀、缩短冷却时间的效果。
最后,流道尺寸应该适当减小。
在一些特殊情况下,比如产品中有镶件、薄壁等要求时,需要适当减小流道尺寸,以便达到更好的充型效果。
除了上述原则外,还有一些其他因素也需要考虑。
比如,流道长度的选择。
流道长度过长会导致熔融塑料的流动速度减慢,对塑料材料的热损失增大,因此应尽量减小流道长度。
另外,流道与产品的连接方式也需要考虑。
一般流道与产品的连接处呈斜角或圆角状,这样可以使塑料材料充填更加均匀。
综上所述,流道尺寸设计是注塑过程中非常重要的一环。
合理选择和设计流道尺寸能够确保产品的成型质量,并最大限度地减少缺陷和不良现象的发生。
注塑流道设计标准规范最新注塑流道设计是注塑模具设计中的一个重要环节,其设计质量直接影响注塑成型的效果和产品的质量。
为了保证注塑流道的设计质量,减少产品的缺陷,一般应遵循以下标准规范:1. 流道直径:注塑流道的直径一般应在2-6mm之间,具体取决于产品的尺寸和注塑机的参数。
过小的直径容易造成流道阻塞,过大的直径则会造成热能损失和材料浪费。
2. 流道长度:注塑流道的长度应尽量短,以减少注塑成型的周期时间和热能损失。
一般情况下,流道长度不超过产品的最长尺寸,且不超过200mm。
3. 流道截面形状:注塑流道的截面形状应为圆形或矩形,避免使用复杂的形状,以便于加工和维修。
同时,截面形状的选择还需考虑材料的流动性和产品的尺寸等因素。
4. 流道壁厚:注塑流道的壁厚应保持一定的厚度,以增加其刚度和抗压能力。
一般情况下,流道的壁厚不小于2mm。
5. 流道防冷机构:在注塑流道中,应设置防冷机构,以减少冷却时间和产品表面的缺陷。
常用的防冷机构有冷却水导向板、保温套等。
6. 流道位置:注塑流道的位置应根据产品的形状和结构确定,一般位于产品的侧面或底部。
需避免出现截流或死角,以保证材料的顺畅流动。
7. 流道数量:注塑流道的数量应根据产品的尺寸和结构确定,一般不宜过多,以免影响材料的均匀充填和产品的一致性。
8. 流道表面处理:注塑流道的表面应进行光面处理,以减少材料的摩擦阻力和热能损失。
总之,注塑流道设计的标准规范是保证注塑成型效果和产品质量的重要依据。
通过合理的流道设计,可以减少产品的缺陷,提高生产效率和产能。
在实际设计过程中,还需根据具体的产品要求和工艺条件进行综合考虑,不断进行优化和改进。

设计流道的基本原则1.流线型设计:流道应该被设计成直线或曲线的形式,以最小化其长度和面积。
直线设计能够降低能源消耗,并提高物料和人员的流动效率。
曲线设计能够增加流道的容量和灵活性。
2.物料和人员分开:流道应该明确地区分物料和人员的通行区域。
人员通行区域应该与物料通行区域分开,并提供安全设施,如栏杆、指示标志等,以确保人员的安全。
3.流向合理:流道的流向应该与物料的流向和生产过程相匹配。
物料的流向应该是连续、平稳、无阻碍的,以确保生产效率。
同时,流道的流向应该考虑到人员的通行需求,以减少人员之间的冲突和碰撞。
4.通畅的通道宽度:流道通道的宽度应该足够容纳物料和人员的通行。
通道宽度的大小应该根据物料和人员的大小和数量进行设计,以确保通行的顺畅和安全。
5.合理的高度和距离:流道的高度和距离应该根据物料和人员的需求进行设计。
对于物料的运输和储存,应该提供足够的高度和距离以避免阻塞和交叉感染。
对于人员的通行,通道的高度和距离应该满足人员站立、行走和操作的需求,并保持人员的舒适和安全。
6.设备布局合理:流道中的设备应该合理布局,以最大限度地提高生产效率和人员的工作效率。
设备布局应该考虑到设备的功能和数量、物料和人员的流动方向等因素,以确保设备安全运行和生产的顺利进行。
7.安全第一:流道的设计应该注重安全性。
应该提供必要的安全设施,如防护栏、安全门、灭火器等,以确保人员的安全。
同时,应该对流道进行定期的检查和维护,以保证设备和结构的安全性。
8.可持续性设计:流道的设计应该考虑到环境的可持续性。
对于能源的使用应该采取节能措施,如合理利用自然光和通风等。
同时,应该考虑到废料的处理和回收利用,以减少对环境的污染。
9.弹性和适应性:流道的设计应该具有一定的弹性和适应性,以应对生产需求的变化和未来的扩展。
流道的设计应该具备可调整、可拆卸和可扩展的特性,以方便调整和改变。
10.用户友好:流道的设计应该考虑到用户的需求和体验。
模具流道设计标准要求是什么
模具流道设计是塑料制品注塑成型过程中的重要问题,关系到产品质量、生产效率和生产成本。
流道设计标准要求主要包括以下几个方面:
1. 流道设计应符合注塑成型工艺要求。
对于不同的塑料材料和产品结构,流道设计应采取不同的措施,如合理选择流道形式、流道长度、流道截面积等,以满足产品的充填性能、循环冷却、压力损失和挤出压力等要求。
2. 流道设计应考虑产品的外观要求。
对于有外观要求的产品,尽量采用隐藏流道或者减少流道痕迹的设计,以确保产品的外观质量。
3. 流道设计应考虑产品的尺寸和结构。
在设计流道时,要充分考虑产品的尺寸、结构和几何形状等因素,以保证产品从流道到模具中充分填充,避免出现短充或充填不均等问题。
4. 流道设计应考虑产品的材料特性。
不同的塑料材料具有不同的流动性、熔融温度和射出温度等特性,因此在进行流道设计时应根据产品使用的材料特点,合理选择流道的尺寸和形式。
5. 流道设计应考虑模具的制造和维护难易程度。
流道设计应尽量避免过于复杂和狭窄的结构,以方便模具制造和维护。
6. 流道设计应考虑生产的经济效益。
在流道设计过程中,要合理控制流道长度、流道截面积和流道数量等参数,以最大限度
地提高生产效率和降低生产成本。
综上所述,模具流道设计的标准要求主要包括符合成型工艺要求、考虑产品外观要求、考虑产品尺寸和结构、考虑产品材料特性、考虑模具制造和维护难易程度,以及考虑生产的经济效益等方面。
只有满足这些标准要求,才能设计出高效、高质量的模具流道。
设计流道的基本原则149863CAE小百科系列~連載十六一:設計流道的基本原則基本原理普通的流道系統(Runner System)也稱作澆道系統或者是澆注系統,是熔融塑料自射出機射嘴(Nozzle)到模穴的必經通道。
流道系統包含主流道(Primary Runner)、分流道(Sub-Runner)与澆口(Gate)。
下圖顯示了典型的流道系統組成。
●主流道:也稱作主澆道、注道(Sprue)或者豎澆道,是指自射出機射嘴與模具主流道襯套接觸的部分起算,至分流道為止的流道。
此部分是熔融塑料進入模具後最先流經的部分。
●分流道:也稱作分澆道或者次澆道,隨模具設計可再區分為第一分流道(First Runner)与第二分流道(Secondary Runner)。
分流道是主流道及澆口間的過渡區域,能使熔融塑料的流向獲得平緩轉換;對於多模穴模具同時具有均勻分配塑料到各模穴的功能。
●澆口:也稱為進料口。
是分流道与模穴間的狹小通口,也是最為短小肉薄的部分。
作用在於利用緊縮流動面而使塑料達到加速的效果,高剪切率可使塑料流動性良好(由於塑料的切變致稀特性);黏滯加熱的升溫效果也有提昇料溫降低黏度的作用。
在成型完畢後澆口最先固化封口,有防止塑料回流与避免模穴壓力下降過快使成型品產生收縮凹陷的功能。
成型後則方便剪除以分離流道系統及塑件。
●冷料井:也稱作冷料穴。
目的在於儲存補集充填初始階段較冷的塑料波前,防止冷料直接進入模穴影響充填品質或者堵塞澆口,冷料井通常設置在主流道末端,當分流道長度較長時,在末端也應開設冷料井。
設計基本原則模穴佈置(Cavity Layout)的考慮●盡量採用平衡式佈置(Balances Layout )。
●模穴佈置與澆口開設力求對稱,以防止模具受力不均產生偏載而發生撐模溢料的問題。
如圖2的設計就以對稱者較佳。
●模穴佈置儘可能緊湊以縮小模具尺寸。
如圖3(b)的設計就模具尺寸考量而言優於圖3(b)的設計。
流動導引的考慮●能順利地引導熔融塑料填滿模穴,不產生渦流,且能順利排氣。
热流道的流道设计规则文/热恒热流道流道设计对于塑件品质与产能有绝对的影响,本节之流道设计规则提供了流道设计的基本规范。
(1) 在流道尺寸方面,流道截面面积不应该小于竖浇道截面面积,以便熔胶可以快速流到浇口区域。
但是必须注意不要使用太大口径的流道,才能够降低废料量。
选择冷流道口径应考虑能够使用标准刀具加工者优先。
对于大部分的塑料,建议流道最小直径为1.5 mm(0.06英吋)梯形流道的高度与宽度大约相等,而且每边各有5°~15°的斜角。
(2) 每当流道有分支,其分支流道的直径应该要小于主流道的直径,因为只有较少量的熔胶会流进分支。
而且,从经济观点而言,应减少流道内的的熔胶量,以减少废料。
当主流分流到N个分支流道时,主流道直径(dmain)和分支流道直径(dbranch)的关系为:dmain =dbranch×N1/3(3) 考虑熔胶温度,一般而言,小尺寸流道比大尺寸流道为佳,其可以产生较大量的黏滞热,有效地提升熔胶温度,而不必采用高温料管。
不当地应用高温料管可能会导致塑料裂解。
然而,小尺寸流道系统有可能提前凝固,造成短射。
(4) 所有的流道必须在交接处设计一冷料井(cold slug well),帮助熔胶流进流道系统和模穴。
图1显示冷料井的长度通常等于流道直径。
流道与另一分支流道相交处,通常在流道延伸处设置冷料井。
图1 冷料井(5) 流道的设计必须顾及顶出和脱模的方便性,提供适当的剖面和脱模斜角。
对于大部份的塑料而言,必须将流道表面抛光,以方便熔胶流动和顶出塑件。
加长的流道系统应该采用多竖浇道拉杆(multiple sprue pullers)和多重顶出位置。
(6) 设计热浇道系统时,应咨询塑料供货商,以确定正确的歧管尺寸和进浇量。
分流道的设计原则介绍在现代交通中,分流道的设计是一项重要且复杂的任务。
它旨在通过将不同类型的车辆分开行驶,提高道路的流量和安全性。
在本文中,我们将探讨分流道的设计原则,并深入讨论每个原则的重要性以及如何实施它们。
1. 功能分流功能分流是分流道设计中的关键原则之一。
它指的是将不同类型的车辆分配到不同的车道上,以便它们能够更高效地行驶。
例如,将机动车与非机动车分开行驶,可以减少交通事故的发生,并提高整体交通流畅度。
功能分流还可以根据车辆的速度进行分配。
快速车辆通常需要更宽敞的道路,以便能够更安全地行驶。
因此,设计师可以将快速车道与慢速车道分开,以提供更好的交通流量控制。
2. 安全分离安全分离是另一个重要的分流道设计原则。
这意味着将不同方向的交通分离开来,以减少事故的发生。
常用的安全分离方法包括设置物理隔离栏、中央分隔带和交通标志等。
安全分离也可以通过设置适当的转弯车道来实现。
将直行车辆与转弯车辆分开,可以减少交通阻塞和事故风险。
此外,合理设置导向箭头和交通信号灯,可以帮助驾驶员更好地理解交通规则,减少违规行为。
3. 最优化流动最优化流动是指通过设计分流道,使交通流动更加顺畅和高效。
在实施这个原则时,设计师需要考虑道路的宽度、转弯半径和车道数等因素。
道路的宽度对交通流量有很大影响。
较宽的道路可以容纳更多的车辆行驶,减少拥堵的可能。
此外,设计师还应该根据道路的容量和车流量来计算车道数,以避免拥堵和交通事故。
转弯半径也是最优化流动的一个重要因素。
较大的转弯半径可以提高转弯车辆的行驶效率,减少拥堵和事故的风险。
因此,在设计分流道时,设计师需要充分考虑转弯半径的合理设置。
4. 人文环境设计分流道时,设计师还应该考虑人文环境的因素。
这包括道路周边的建筑、景观和居民区等。
合理的景观设计和绿化可以提升驾驶体验,并改善道路周边的视觉效果。
此外,分流道的设计还应符合人们的行人需求。
为行人提供合适的人行道和过街设施,以保证他们的安全和便利性。
流道直径规则:
对于流动性较差(hard)的材料,流道长度每隔3”需要加大流道直径1/32。
(包括产品和流道)
进胶口流道=基线直径+1/32X(#/3产品流动长度的增量)。
对于流动性较好(easy)的材料,流道长度每隔6”需要加大流道直径1/32。
(包括产品和流道)
进胶口流道=基线直径+1/32X(#/6产品流动长度的增量)。
例如:PC/ABS的板,产品流动长度7”,流道长度7”,进胶口流道=3/16”+(2X1/32)=1/4”,从进胶口2”流道增加到9/32,从进胶口5”流道增加到5/16。
流道直径超过3/8”的必须由工程部门确认。
对于easy和hard的两种材料,当流道是T型时,流道直径必须加大26%,有些情况下,多个T型可以当作单个T型。
例如:T型交叉有2个1/4”流道,需要的填充流道=0.25”*1.26=0.315’
进胶口尺寸:
进胶口尺寸由胶口的进胶量,填充长度,产品的厚度,胶口数,穴位平衡因素等决定的。
材料流动率产品类型基线流道直径进胶口大小排气深度最大流动长度胶料排量。