板块类零件机械加工工艺规程设计
- 格式:doc
- 大小:137.00 KB
- 文档页数:12

第三章机械加工工艺规程的制定§3-1基本概念一.生产过程与工艺过程(一)生产过程从原材料到机械产品出厂的全部劳动过程。
包括:1)生产技术准备过程2)毛坯的制造3)零件的机械加工及热处理4)产品的装配、检验、试车、油漆、包装等。
5)产品的辅助劳动过程直接生产过程被加工对象的尺寸、形状或性能、位置产生一定的变化。
如:零件的机械加工、热处理、装配等。
间接生产过程:不使加工对象产生直接变化。
如:工装夹具的制造、工件的运输、设备的维护等。
(二)机械加工工艺过程是生产过程的一部分,是对零件采用各种加工方法,直接用于改变毛坯的形状、尺寸、表面粗糙度以及力学物理性能,使之成为合格零件的全部劳动过程。
工艺:使各种原材料、半成品成为成品的方法和过程工艺过程:在生产过程中,凡是改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品和半成品的过程。
二.机械加工工艺过程的组成1.工序一个或一组工人,在一台机床或一个工作地点对一个或同时对几个工件所连续完成的那一部分工艺过程。
划分工序的主要依据:工作地点是否改变和加工是否连续完成。
同一零件,同样的加工内容可以有不同的工序安排。
如图所示的阶梯轴的加工:加工内容:1.加工小端面 2.小端面钻中心孔3.加工大端面 4.大端面钻中心孔5.车大端外圆 6.对大端倒角7.车小端外圆8.对小端倒角9.精车外圆10.铣键槽11.去毛刺工序1:加工内容1到9——车床工序2:加工内容10、11——铣床(手工去毛刺)工序1:加工内容1、2、7、8—加工小端工序2:加工内容3、4、5、6—加工大端工序3:加工内容9工序4:加工内容10、11 第三种工序安排:工序1:加工内容:1、2、3、4—铣两端面打中心孔工序2:加工内容:5、6、7、8—仿形车外圆、倒角工序3:加工内容:9—精车外圆工序4:加工内容:1—铣键槽工序5:加工内容:11—去毛刺2、安装如果在一个工序中要对工件进行几次装夹,则每次装夹下完成的那部分加工内容称为一个安装。
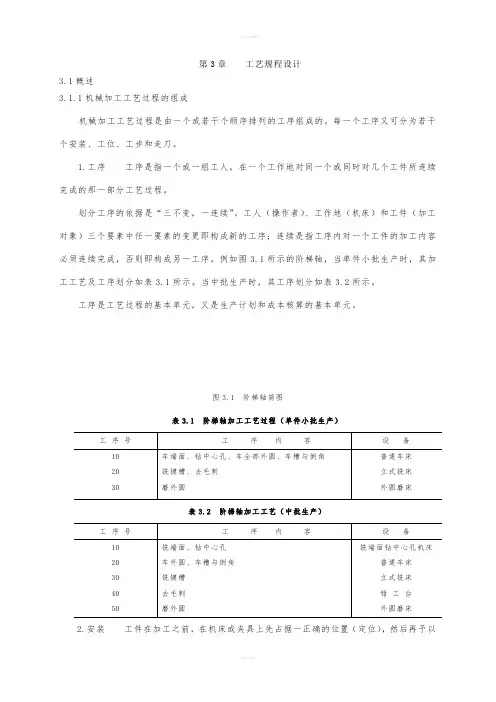
第3章工艺规程设计3.1概述3.1.1机械加工工艺过程的组成机械加工工艺过程是由一个或若干个顺序排列的工序组成的。
每一个工序又可分为若干个安装、工位、工步和走刀。
1.工序工序是指一个或一组工人,在一个工作地对同一个或同时对几个工件所连续完成的那一部分工艺过程。
划分工序的依据是“三不变,一连续”。
工人(操作者)、工作地(机床)和工件(加工对象)三个要素中任一要素的变更即构成新的工序;连续是指工序内对一个工件的加工内容必须连续完成,否则即构成另一工序。
例如图3.1所示的阶梯轴,当单件小批生产时,其加工工艺及工序划分如表3.1所示。
当中批生产时,其工序划分如表3.2所示。
工序是工艺过程的基本单元,又是生产计划和成本核算的基本单元。
图3.1 阶梯轴简图表3.1 阶梯轴加工工艺过程(单件小批生产)表3.2 阶梯轴加工工艺(中批生产)2.安装工件在加工之前,在机床或夹具上先占据一正确的位置(定位),然后再予以夹紧的过程称为装夹。
工件(或装配单元)经一次装夹后所完成的那部分工序内容称为安装。
在一道工序中,工件可能只装夹一次,也可能装夹几次,例如表3.2中,工序30中一次安装即可加工出键槽,而工序20中,为了车出全部外圆至少需要两次安装。
安装次数多,既增加安装误差又增加装夹辅助时间。
故加工中应尽可能减少安装次数。
3.工位为减少工序中的装夹次数,常常采用各种移动或转动工作台、回转夹具或移位夹具,使工件在一次安装中可先后在机床上占有不同的位置进行连续加工。
为了完成一定的工序内容,一次装夹工件后,工件(或装配单元)与夹具或设备的可动部分相对刀具或设备的固定部分所占据的每一个位置称为工位。
如图3.2所示,在三轴钻床上利用回转工作台在一次安装中可连续完成每个工件的装卸、钻孔、扩孔和铰孔四个工位的加工。
采用多工位加工,可以提高生产率和保证加工表面间的相互位置精度。
图3.2 多工位加工工位Ⅰ—装卸工件工位Ⅱ—钻孔工位Ⅲ—扩孔工位Ⅳ—铰孔4.工步与走刀在一个工序内,往往需要采用不同的工具对不同的表面进行加工。

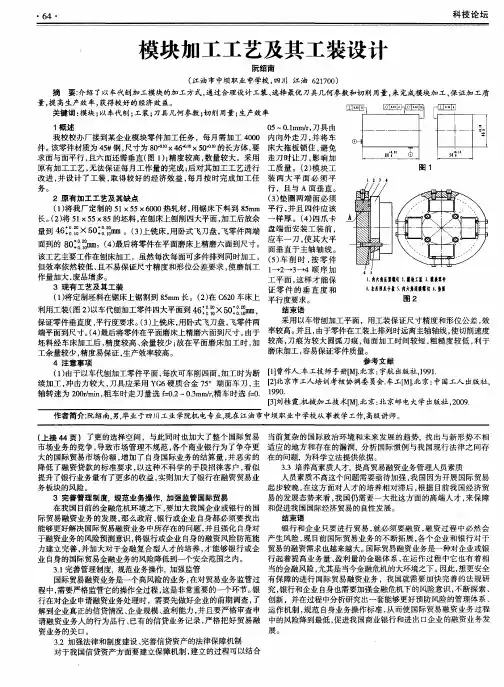
课题编制轴类零件机械加工H艺规程(四)课时2课时(90min)教学目标知识技能目标:(1)了解轴类零件的工艺及工作实践中常见问题的分析方法(2)能够编制一般轴类零件的机械加工工艺规程素质目标:(1)养成认真负责、求真务实、刻苦钻研的工作作风(2)践行服务集体、顾全大局的团队精神教学重睢点教学重点:轴类零件的工艺及工作实践中常见问题的分析方法教学难点:编制一般轴类零件的机械加工工艺规程教学方法情景模拟法、i并授法、问答法、讨论法教学用具电脑、投影仪、多媒体课件、教材教学过程主要教学内容及步骤课前任努【教师】布置课前任务,和学生负责人取得联系,提醒同学通过APP或其他学习软件,收集轴类零件工艺的相关资料,并进行了解【学生】提前上网观看相关资料,熟悉教材考勤【教师】使用APP进行签到【学生】按照老师要求签到问题导入【教师】提出问题轴类零件的生产需要用到哪些工艺?如何编制一般轴类零件的机械加工工艺规程?【学生】聆听、思考、讨论、回答传授新知【教师】通过大家的发言,引入新的知识点,讲解轴类零件的工艺分析,以及工作实践中常见问题的分析方法等知识六、轴类零件的工艺分析【教师】通过多媒体展示“传动轴”图片,并讲解传动轴的加工方法传动轴的材料为45钢,小批生产,淬火硬度为40~45HRCβ该传动轴的工艺分析如下。
(1)传动轴为小批生产,材料为45钢,形状简单,精度要求中等,各段轴颈直径尺寸相差较大,因此选用锻件毛坯。
(2)传动轴加工可划分为粗加工、半精加工和精加工三个阶段.粗加工时,以外圆为定位基准;半精加工时,以外圆和中心孔为定位基准(即一夹一顶);精加工时,以两中心孔为定位基准(即两顶尖)。
(3)由于传动轴采用的是锻件毛坯,因此加工前应安排退火热处理,以消除毛坯的内应力和改善材料的切削性能。
传动轴最终热处理是淬火后高温回火,该工序应放在半精加工之后,粗磨、精磨之前进行,即在车螺纹和铳键槽之后进行。
为了保证磨削的加工精度,在淬火及高温回火热处理之后,应安排修研中心孔工序。
绪论随着社会的发展、科技的进步,机械行业对专业人才的需求在不断变化,特别是随着数控技术的应用和先进设备的增加,对既有扎实专业理论基础,又会动手的职业技术人才需求越来越多。
所以为了深化课程学习,我以极高的热情对待这次课程设计。
通过课程设计这一实践环节,使我更好地理解和掌握本课程的基本理论和方法,进一步提高查阅技术资料、绘制零件图等能力,按照一个简单机械系统的功能要求,综合运用所学知识,并对其中某些机构进行分析和设计。
”“以设计为主线,分析为设计服务,立足点是机械系统的方案设计”是机械制造工艺与装备设计的新体系。
通过本次课程设计,应该得到下述各方面的锻炼:⑴能熟练运用机械制造工艺学课程中的基本理论以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
⑵提高结构设计的能力。
通过设计夹具的训练,应当获得根据被加工零件的加工要求,设计出高效、省力、经济合理而且能保证加工质量的夹具的能力。
⑶学会使用手册及图表资料。
掌握与本设计有关的各种资料的名称、出处、能够做到熟练运用。
我们应该能综合运用机械制造工艺学中的基本理论,并结合生产实习中学到的实践知识,独立地分析和解决工艺问题,初步具备了设计一个中等复杂程度零件的工艺规程的能力,能熟练运用有关手册、图表等技术资料,进一步巩固识图、制图、运算和编写技术文件等基本技能,为今后的毕业设计及未来从事的工作打下良好的基础。
目录1零件的分析 (1)1.1零件的作用 (1)1.2材料分析 (1)1.3结构分析 (1)1.4零件的工艺分析 (1)1.5尺寸精度分析 (1)2工艺规程设计 (2)2.1确定毛坯的制造形式 (2)2.2基面的选择 (2)2.3制定工艺路线 (2)2.4机械加工余量与工序尺寸及毛坯尺寸的确定 (3)总结 (18)参考文献 (19)1零件的分析图 1-1 法兰盘(一)1.1 零件的作用题目所定的零件时法兰盘(一),法兰盘,也就是过渡盘,用于不通尺寸规格的两个同 心工件链接的作用,是车床上的重要零件。
底板零件的机械加工工艺规程及铣床夹具设计摘要:在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。
在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
机械工业是一种基本工业形式,对于我们国家来说,它关系到国计民生的方方面面。
近年来机械工业领域向着高精度、高质量、高效率、低成本方向发展,数字化,自动化水平日益提高。
同时由于机械工业的发展,其他各工业部门也向着高深度迈进,机械工业的发展日趋重要。
机械制造过程及检测,检验中,都要使用大量的夹具夹具是能够使产品按一定的技术要求准确定位和牢固夹紧的工艺装置,它的主要用于保证产品的加工质量、减轻劳动强度、辅助产品检测、展示、运输等。
因此,如何设计好机床夹具则成了机械制造的一项重要任务。
机床夹具是夹具中的一种,将其固定到机床上,可以使被加工件对刀具与机床保持正确的相对位置,并克服切削力的影响,使加工顺利进行。
机床夹具分为通用夹具和专用夹具两种。
此次论文,主要是对普通卧式铣床上槽类零件的专用夹具进行研究、分析。
关键词:工序;工艺;定位方案;专用夹具;卧式铣床;Machining process planning of the bottom parts andmilling fixture designAbstract:Enable producing the target in process of production (raw materials, t he blank , state of quality and quantity on part become always ) take p lace direct course of change ask craft course, if the blank is made, mac hining, the course of making the craft , is it confirm every erector loca tion and worker step that process need this of process to want, the loco motive of processing , this process , and the entering the giving amoun t of the lathe, cut depth , the rotational speed of the main shaft and spe ed of cutting, the jig of this process, the cutter and measuring tool, a o ne recent years the field of machinery industry towards , , automatiza tion level is improved. At the same time as the development of machine ry industry, other industries are also facing , will use a lot of fixture. T he fixture is to be able to make products according to the technical req uirements of accurate positioning and tight clamping technology devic e, it is mainly used to ensure the product processing quality, reduce lab or intensity auxiliary products detection, display, transportation etc..Therefore, the fixture important task of mechanical manufacturing.Machine tool fixture fixture in a, be fixed to the machine, can be p rocessing tool and the tool to maintain the correct relative position, anne tool fixture for universal jig and fixture two.This paper, mainly on the general vertical milling machine slot parts of the special fixture forresearch, analysis.Key words:The process;worker one;orient the scheme;Special fixture; vertical milling machine;目录第一章绪论 (2)1.1本课题研究的内容 (2)1.2夹具发展现状及发展方向 (2)1.2.1夹具发展现状 (2)1.2.2现代机床夹具发展方向 (1)1.3工艺规程 (2)1.3.1工艺规程简介 (2)1.3.2工艺规程主要内容 (3)1.4研究的目的及意义 (3)第二章零件图工艺分析 (5)2.1普通铣床上铣削顺序安排 (5)2.2铣床上加工分析 (8)第三章工件定位与装夹 (10)3.1工件定位 (10)3.2工件的装夹与夹具 (10)第四章加工工序与工步的划分 (11)第五章刀具选择 (12)第六章铣削用量的选择 (12)6.1选择铣削用量的原则 (12)6.1.1铣削层深度的选择 (13)6.1.2进给量的选择 (13)6.1.3铣削速度的选择 (13)6.2切削用量的计算 (13)6.3机械加工工艺卡片 (15)第七章夹具的概述 (22)7.1夹具的一般概念 (22)7.2夹具设计的基本要求 (22)7.3机床夹具的分类 (22)7.4柔性夹具 (23)第八章夹紧装置的组成及其设计原则 (23)8.1夹紧装置的组成 (23)8.2夹紧装置的设计原则 (24)8.3确定夹紧力的基本原则 (24)8.3.1夹紧力三要素 (24)8.3.2减小夹紧变形的措施 (26)8.4夹紧机构的设计要求 (27)第九章铣床夹具设计 (28)9.1定位方案 (28)9.1.1六点定位原理 (28)9.1.2应用定位原理几种情况 (29)9.1.3确定要限制的自由度 (30)9.1.4定位方案选择 (30)9.1.5计算定位误差 (30)9.2夹紧方案 (32)9.3对刀方案 (32)9.4夹具体与定位键 (32)9.5夹具的三维示意图 (32)结束语 (32)致谢 (33)参考文献 (33)附录一:英文资料原文 (34)附录二:英文资料译文 (40)附录三:底板零件工程图 (43)第一章绪论1.1本课题研究的内容本课题主要是根据国内目前的机械制造行业的技术力量,结合现实工作中普通卧式铣床在加工多样化的批量产品中所遇到的困难与不足,进行研究、分析,设计零件加工工艺规程并寻找最优良的铣床专业夹具。
模具制造工艺学第一章机械加工工艺规程的编制第一节概述一、生产过程将原材料转变为成品的全过程称为生产过程。
(1)产品投入前的生产技术准备工作产品试验研究和设计、工艺设计和专用工艺装备的设计及制造、各种生产资料和生产组织等方面的准备工作。
(2)毛坯制造毛坯的锻造、铸造和冲压等。
(3)零件的加工过程机械加工、特种加工、焊接、热处理和表面处理。
(4)产品的装配过程部件装配、总装配、检验和调试等。
(5)各种生产服务活动原材料、半成品、工具的供应、运输、保管以及产品的油漆和包装等。
二、工艺过程及其组成生产过程中为改变生产对象的形状、尺寸、相对位置和性质等。
使其成为成品或半成品的过程称为工艺过程。
1.工序工序是一个或一组工人。
在一个工作地点对同一个或同时对几个工件进行加工所连续完成的那一部分工艺过程。
它是组成工艺过程的基本单元。
图1-1所示为模柄的机械加工工艺过程,可划分为三道工序,见表1-1。
表1-1 模柄的工艺过程工序编号工序内容设备1 车两端面钻中心孔车床2 车外圆(φ32留磨削余量)车槽并倒角车床3 磨φ32外圆外圆磨床图1-1 模柄2.安装(1)夹紧工件在加工之前,应使其在机床上(或夹具中)处于一个正确的位置并将其夹紧。
(2)装夹工件具有正确位置及夹紧的过程称为装夹。
(3)安装工件经一次装夹后所完成的那一部分工序称为安装。
在工序中应尽量减少装夹次数。
3.工位为了完成一定的工序部分,一次装夹工件后,工件与夹具或设备的可动部分一起,相对于刀具或设备的固定部分所占据的每一个位置称为工位。
图1-2所示是利用万能分度头使工件依次处于工位Ⅰ、Ⅱ、Ⅲ、Ⅳ来完成对凸模槽的铣削加工。
4.工步工步是在加工表面和加工工具不变的情况下,所连续完成的那一部分工序。
(1)当工件在一次装夹后连续进行若干相同的工步时,常填写为一个工步,如图1-3所示。
(2)复合工步用几把刀具或复合刀具,同时加工同一工件上的几个表面,称为复合工步。
机械加工工艺规程(总34页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--机械加工工艺规程工艺过程生产过程与工艺过程(1) 生产过程生产过程是指把原材料(半成品)转变为成品的全过程。
机械产品的生产过程,一般包括:①生产与技术的准备,如工艺设计和专用工艺装备的设计和制造、生产计划的编制,生产资料的准备;②毛坯的制造,如铸造、锻造、冲压等;③零件的加工,如切削加工、热处理、表面处理等;④产品的装配,如总装,部装、调试检验和油漆等;⑤生产的服务,如原材料、外购件和工具的供应、运输、保管等。
机械产品的生产过程一般比较复杂,目前很多产品往往不是在一个工厂内单独生产,而是由许多专业工厂共同完成的。
例如:飞机制造工厂就需要用到许多其他工厂的产品(如发动机、电器设备、仪表等),相互协作共同完成一架飞机的生产过程。
因此,生产过程即可以指整台机器的制造过程,也可以是某一零部件的制造过程。
(2) 工艺过程工艺过程是指在生产过程中改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
如毛坯的制造,机械加工、热处理、装配等均为工艺过程。
在工艺过程中,若用机械加工的方法直接改变生产对象的形状、尺寸和表面质量,使之成为合格零件的工艺过程,称为机械加工工艺过程。
同样,将加工好的零件装配成机器使之达到所要求的装配精度并获得预定技术性能的工艺过程,称为装配工艺过程。
机械加工工艺过程和装配工艺过程是机械制造工艺学研究的两项主要内容。
机械加工工艺过程的组成机械加工工艺过程是由一个或若干个顺序排列的工序组成的,而工序又可分为若干个安装、工位、工步和走刀,毛坯就是依次通过这些工序的加工而变成为成品的。
(1) 工序工序是指一个或一组工人,在一个工作地点对一个或同时对几个工件所连续完成的那一部分工艺过程。
区分工序的主要依据,是工作地点(或设备)是否变动和完成的那部分工艺内容是否连续。
机械加工工艺规程包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工装设备、工件的检验项目及检验方法、切削用量、时间定额等。
制订工艺规程的原始资料:1.产品全套装配图和零件图;2.产品验收的质量标准;3.产品的生产纲领(年产量);4.毛坯资料;5.本厂的生产条件;6.国内外先进工艺及生产技术发展情况;7.有关的工艺手册及图册。
制订工艺规程的步骤:1、计算年生产纲领,确定生产类型;生产纲领计算——N=Qn(1+a%+b%)——N为零件的年生产纲领,件/年;Q为产品的年生产纲领,台/年;n为每台产品中该零件的数量;a为备料的百分率;b为废品百分率。
生产类型——单件生产、批量生产、大量生产。
2、分析零件图及产品装配图,对零件进行工艺分析;承类零件零件表面的组成及基本类型套类零件零件结构分析主要表面和次要表面区分箱体类零件零件的结构工艺性叉架类零件零件的工艺分析包括:加工表面的尺寸精度、形状精度和表面粗糙度零件技术要求分析各加工表面之间的相互位置精度工件的热处理和其它要求,如动平衡、去磁电镀等3、选择毛坯;木模手工造型适用于单件小批生产或大型零件砂型铸造1. 铸件金属模机器造型适用于大批量生产的中小型铸件压力铸造(特殊铸造适用于特殊铸造离心铸造少量质量要求较熔模铸造高的小型铸件)手工锻打小型毛坯单件、小批自由锻造锻件机械锤锻中型毛坯生产,以及2. 锻件压力机压锻大型毛坯大型锻件模锻件适用于大批量中小型锻件毛坯的种类热轧精度低、价格低3. 型材冷拉精度高、价格高、大批量生产、自动机床加工4. 焊接件制造简单、周期短、抗振性差、变形大、加工前要时效处理5. 冲压件6. 冷挤压件7. 粉末冶金4、拟订工艺路线;各种加工方法所能达到的经济精度和表面粗糙度(在正常的加工条件下所能保证的一定范围的加工精度称为经济精度。
)表面加工选择能获得相应经济精度的加工方法方法选择零件材料的可加工性能选择表面加工方工件的结构形状和尺寸大小案时考虑的因素生产类型现有生产条件粗加工阶段划分方法半精加工阶段精加工阶段光整加工阶段划分加工阶段保证加工质量的需要划分加工阶合理使用机床设备的需要拟订工艺路线段的原因及时发现毛坯缺陷便于安排热处理工序集中划分工序工序分散基准先行机械加工顺先粗后精序的安排先主后次先面后孔退火或正火预备热处理时效处理热处理工调质工序顺序的安排序的安排淬火最终热处理渗碳淬火渗氮处理检验工序的安排:一般安排在粗加工后,精加工前;送往外车间前后;重要工序和工时长的工序前后;零件加工结束后,入库前。
板块类零件机械加工工艺规程设计
第一节.零件图工艺分析
一、普通铣床上铣削顺序安排
用平口钳装夹,在卧式铣床上用圆柱铣刀铣削
1.铣基准面1:平口钳固定钳口与铣床主轴轴线垂直安装,以面2为粗基准,靠向固定钳口,两钳口与工件间垫铜皮装夹工件。
2.铣面2:以面1为精基准靠向固定钳口,在活动钳口与工件间置圆棒装夹。
3.铣面3:仍以面1为精基准靠向固定钳口,用相同方法装夹。
4.铣面4:以面1为基准靠向平口钳钳体导轨面上的平行垫铁,面3靠向固定钳口装夹。
5.铣面5:调整平口钳,使固定钳口与铣床主轴轴线平行安装,以面1为基准靠向固定钳口,用90°角尺校正工件面2与平口钳钳体导轨面垂直,装夹工件。
6.铣面6:以面1为基准靠向固定钳口,面5靠向平口钳钳体导轨面装夹工件。
二、数控机床上加工分析
1.零件图的分析
如设计课题2所示,该工件材料为45锻件,切削性能较好.毛坯选择160mm×120mm×39mm,已完成下表面及周边侧面的加工(在普通车床上)。
锻钢件的质量比铸钢件高,能承受大的冲击力作用,塑性、韧性和其他方面的力学性能也都比铸件高,所以凡是一些重要的机械零件都应当采锻钢件。
该零件分为上表面的铣削、凸台轮廓外轮廓加工、挖槽加工和孔的加工。
(1) .上表面的加工要求保证长度38.50
-0.039
(2)凸台轮廓外轮廓加工部分由四段R5的圆弧、一段R20的圆弧、一段R25
+0.0022mm。
尺寸精度要求较的圆弧、一段R10的圆弧和三段直线构成,厚度为10
高,表面粗糙度要求为Ra1.6mm,在铣床上需通过粗精加工来保证。
(3)挖槽加工轮廓有一处是需要铣掉一个封闭区域内的材料,内轮廓边界转角处的半径为R10。
另一处是需要铣掉一个半通槽区域内的材料,宽度为16mm。
零件中心的封闭槽挖槽时,刀具垂直下刀不可避免的首先要碰到工件材料,由于圆柱形立铣刀垂直切削时受力情况不好一般可选用双刃的键槽铣刀,并注意下刀方式,可
选择斜向下刀或螺旋形下刀,以改善下刀切削时刀具的受力情况。
在敞开边界区域内挖槽加工时,既可选择键槽铣刀,也可选择圆柱形立铣刀,切出选择在工件实体外边界的切向延长线上,如下图所示
对于挖槽的编程和加工要选择合适的刀具直径,刀具直径太小将影响加工效率,刀具直径太大可能使某些转角处难于切削,通常,刀具半径r小于等于0.9R(R为型腔转角圆弧半径)
(4)孔加工分析
孔加工特点是,刀具的刀心在XY平面内定位到孔的中心,然后在Z方向做一定的切削运动。
根据实际选用刀具和编程指令不同可实现钻孔、铰孔、镗孔等加工形式。
一般对精度要求不高、孔径较小的孔可以用钻头一次加工完成,较大的孔可以先钻孔在扩孔或用镗刀进行镗孔,也可用铣刀按轮廓加工的方法铣出相应的孔。
通常孔径D小于等于20mm的采用钻——扩——铰。
孔径在20mm——80mm
之间或位置精度要求较高的孔,采用钻——扩——镗或钻——铣——镗。
设计课题中有一个直径为38
0+0。
021mm通孔、一个直径为12
+0.021mm通孔和
一个直径为15
+0.018mm的沉孔。
孔的表面粗糙度要求为Ra1.6um,孔中心位置尺寸有一定要求。
钻孔时由于孔深尺寸较大,采用深孔钻削循环指令编程,以使刀具在钻削过程中适当退刀以利于排屑。
通常,用麻花钻钻头,孔的尺寸经济精度可达IT12——IT11,孔的表面粗糙度Ra值可达12.5——6.3um.
铰孔是应用较普遍的孔精加工方法之一,尺寸经济精度可达IT9——IT7,表面粗糙度Ra值可达1.6——0.4 um。
在铣床上镗孔,孔径尺寸经济精度可达IT9——IT7,表面粗糙度Ra值可达3.2——0.8um.孔距精度可控制在0.05㎜左右。
(5)精度及技术要求分析
表面粗糙度要求较高的为Ra1.6um,其余的为Ra3.2um。
1.选择加工机床
用立式三坐标数控铣床较合适。
第二节工件定位与装夹
一、工件定位
合理选择定位基准对保证加工精度,提高生产效率有着重要的作用。
确定零件的定位基准,应遵循以下原则:
(1)尽量使定位基准与设计基准重合。
(2)保证零件在一次装夹中完成尽可能多的加工内容。
(3)工件坐标原点的确定
工件坐标原点的确定主要应考虑编程和测量。
确定定位基准时,不必与其原点重合,但应考虑坐标原点能否通过定位基准得到准确的测量,即得到准确的集合关系,同时兼顾到测量方法。
设计课题2中的工件坐标系原点选在工件上表面的左下角,与编程原点重合,便于计算和编程。
二、工件的装夹与夹具
为了保证数控加工的精度,提高生产效率,一般要求夹具具有结构紧凑、简单,夹紧动作迅速、准确,操作方便、省力、安全,并有足够的刚性。
经分析,设计课题2中,以已加工过的底面和侧面作为定位基准,其中底面为主定位面,采用等高垫铁在平口虎钳上装夹定位或直接将工件毛坯放在工作台上,用等高垫铁将工件托起,再用百分表找正工件两侧面进行安装定位,在虎钳上夹紧前后两侧面。
虎钳用T形螺栓固定于铣床工作台上。
第三节加工工序与工步的划分
加工方法的选择原则:保证加工表面的加工精度和表面粗糙度的要求,由于获得同一级精度和表面粗糙度的方法很多,因而在实际选择时,要结合零件的形状、尺寸、大小、热处理要求等全面考虑。
一般小尺寸的孔采用较孔,孔径较大时则应选择镗孔。
此外还应考虑生产效率和经济性要求。
由于加工设计课题零件时,仅需一次装夹即可完成所有加工内容,因此确定工序为一道,在按平面铣削、挖槽、钻孔等分粗、精加工来划分工步。
在安排加工顺序时应遵循:先面后孔、先集基准后其他、先主后次、粗精分开等原则。
(1)粗铣顶面
(2)去周边余料粗加工
(3)粗铣凸台轮廓
(4)粗铣中心菱形封闭槽
(5)粗铣右下角半通槽
(6)用φ2mm中心钻打φ12mm、φ38 mm的中心孔
(7)扩φ12mm、φ38mm的通孔至φ11mm
(8)铰φ12mm的通孔至11.8
(9)铣φ15mm的沉孔至φ14.8
(10)扩φ38mm的孔至φ36mm
(11)粗镗38mm的通孔至φ37.8mm
(12)精铣顶面
(13)去周边余料精加工
(14)精铣凸台轮廓
(15)精铣中心菱形封闭槽
(16)精铣右下角半通槽
(17)铰φ12mm的通孔至尺寸
(18)铣φ15mm的沉孔至尺寸
(19)精镗φ38mm的通孔至尺寸
(20)去毛刺
(21)检验
第四节刀具选择
铣刀的几何参数对铣削金属的变形、铣削力、切削温度和铣刀的磨损都有显著的影响。
并由此影响加工质量、铣刀的使用寿命和生产效率。
为了充分发挥铣刀的切削性能,除了正确选择铣刀的材料外,还应根据具体铣削条件,合理地选择铣刀的几何参教。
一、铣刀直径的选择原则
铣刀直径大,散热条件好,铣刀刚性好,所允许的铣削速度和切削量大,但铣刀直径大时,铣削时铣刀的切入长度增加,工作时间长,铣削力矩大,刀具材料消耗也大。
一般面铣刀的直径应比宽大20%——50%,立铣刀直径的选择主要应考虑工件加工尺寸的要求,并保证刀具所需功率在机车额定功率范围以内。
二、铣刀齿数的选择
铣刀有粗齿和细齿之分,粗齿铣刀的刀齿强度高,容屑空间大,到铣削时同时参与切削的齿数少,因而工作平稳性差,振动大,适宜用于粗铣;细齿铣
小,铣削平稳,适宜精车。
刀在铣削时同时参与切削的齿数多,每齿进给量f
z
刀具准备:
1号刀φ150硬质合金面铣刀6齿
2号刀φ40硬质合金面铣刀6齿。