第四章表面粗糙度标准
- 格式:ppt
- 大小:1.61 MB
- 文档页数:54
第4章表面轮廓度(讲稿)第4章表面轮廓度第1节概述一表面轮廓的特征与形成1 表面粗糙度定义在机械加工过程中,由于整个加工工艺系统的原因,会在零件表面留下加工误差。
在切削过程中由于切屑分离时的塑性变形、工艺系统的振动以及刀具和被加工表面的摩擦等原因,会使零件表面留下微小的凹凸不平的痕迹,其微小峰谷的高低以及间距的细密程度所构成的微观几何形状误差称为表面粗糙度。
表面粗糙度对机器零件的使用性能影响很大,为保证产品质量、提高机器的使用寿命以及降低生产成本,设计时必须对零件的表面轮廓精度提出合理要求。
2 表面波纹度和表面形状误差在加工过程中,由于机床—刀具—工件系统的强迫振动、刀具进给的不规则和回转质量的不平衡等原因,在零件表面留下的波距较大且具有较强周期性的误差称为表面波纹度。
由于刀具导轨倾斜等原因造成的误差则为宏观的表面形状误差。
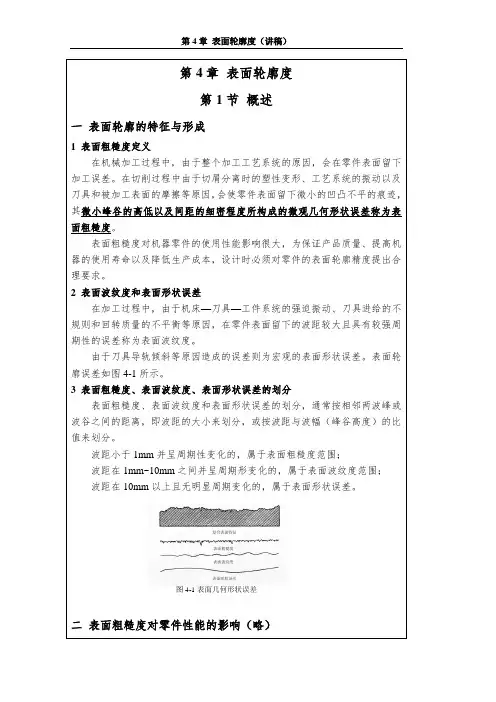
表面轮廓误差如图4-1所示。
3 表面粗糙度、表面波纹度、表面形状误差的划分表面粗糙度、表面波纹度和表面形状误差的划分,通常按相邻两波峰或波谷之间的距离,即波距的大小来划分,或按波距与波幅(峰谷高度)的比值来划分。
波距小于1mm并呈周期性变化的,属于表面粗糙度范围;波距在1mm~10mm之间并呈周期形变化的,属于表面波纹度范围;波距在10mm以上且无明显周期变化的,属于表面形状误差。
图4-1表面几何形状误差二表面粗糙度对零件性能的影响(略)第2节 表面粗糙度的评定一 主要术语和定义1 λs 滤波器2 λc 滤波器3 表面轮廓表面轮廓是平面与实际表面相交所得的轮廓。
按照平面相截的方向不同,又可分为X 向表面轮廓和Y 向表面轮廓,通常是指X 向表面轮廓,即与加工纹理方向垂直的截面上的轮廓,如图4-3所示。
4 取样长度 l r取样长度l r 是指用于判别被评定轮廓具有表面粗糙度特征的X 轴向上的长度,如图4-4所示。
l r 在数值上与轮廓滤波器λc 的标志波长相等。
规定和选择l r 是为了限制和减弱表面波纹度对表面粗糙度测量结果的影响。
第四章表面粗糙度内容提要1.表面粗糙度的含义及其对机械零件使用性能的影响;2.表面粗糙度的评定基准及其评定参数;3.表面粗糙度的选用;4.表面粗糙度在图样上的标注方法。
第一节概述一、表面粗糙度的定义表面实际轮廓表面实际轮廓经轮廓滤波器滤波后分为:一般按S 分:S <1mm 为表面粗糙度;1≤S ≤10mm 为波纹度;S >10mm 为f 形状.。
表面粗糙度的产生:(3) 以及机床等工装系统的振动等。
(2) 切削过程中切屑分离时的塑性变形;(1) 切削后遗留的刀痕;表面粗糙度是指加工后零件表面的微小峰谷(Z )高低程度和间距(S )状况。
间距S高低Z二、表面粗糙度对零件使用性能的影响1. 对摩擦和磨损的影响表面不是越光越好。
2. 对配合性质的影响3. 对抗疲劳强度的影响4. 对抗腐蚀性的影响另外,对密封性、接触刚度和零件的外观等都有很大影响。
第二节表面粗糙度的评定一、基本术语1. 取样长度(l r)取样长度是指测量或评定表面粗糙度轮廓时规定的一段基准线长度。
为什么要规定取样长度lr?(1)为了限制或减弱波纹度(2)排除形状误差对表面粗糙度轮廓测量的影响。
至少包含5个微峰和5个微谷。
表面越粗糙,取样长度就越长。
2. 评定长度(l n)一般ln = 5 lr(连续的);评定长度是为了合理可靠地反映表面粗糙度特征,测量或评定表面粗糙度轮廓时所规定的一段最小的测量长度。
若被测表面比较均匀时,l n< 5 l r;若被测表面不均匀时,ln > 5 l r。
为什么要规定一段最小的测量长度ln?因为表面的峰谷和间距的不均匀性,为了可靠地反映表面粗糙度轮廓的特性。
3. 中线中线是指具有几何轮廓形状并划分轮廓的基准线。
在l r 内,使轮廓上各点至该线的距离Z i 的平方和为最小的线。
(1)轮廓最小二乘中线(m)—l rZ i最小二乘中线min)(0122=≈⎰∑=rl ni i Z dx x Z(2)轮廓算术平均中线—在l r 内,xZ (x )l rF 1F iF 2∑=+++nii F F F F 121...∑=+++=mjj S S S S 121...S 1S 2S j算术平均中线二、评定参数1.幅度参数(高度参数)(1)轮廓的算术平均偏差在l r 内,纵坐标值Z (x )的绝对值的算术平均值。