ISO 19840-2012-中文版
- 格式:pdf
- 大小:679.46 KB
- 文档页数:24
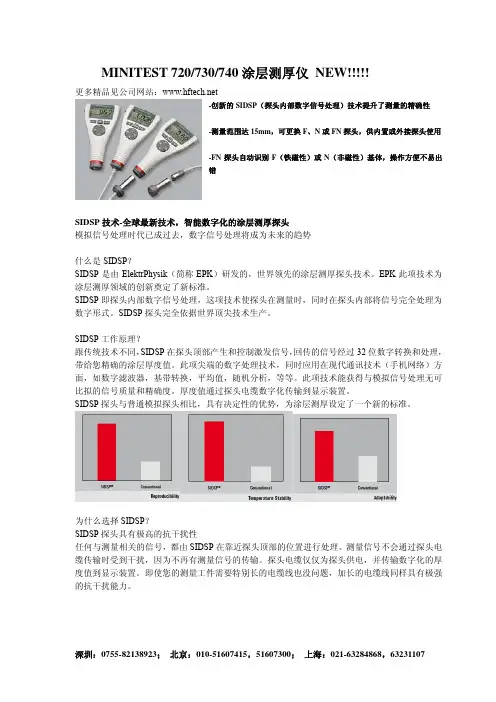
MINITEST 720/730/740涂层测厚仪 NEW更多精品见公司网站:-创新的SIDSP(探头内部数字信号处理)技术提升了测量的精确性-测量范围达15mm,可更换F、N或FN探头,供内置或外接探头使用-FN探头自动识别F(铁磁性)或N(非磁性)基体,操作方便不易出错SIDSP技术-全球最新技术,智能数字化的涂层测厚探头模拟信号处理时代已成过去,数字信号处理将成为未来的趋势什么是SIDSP?SIDSP是由ElektrPhysik(简称EPK)研发的,世界领先的涂层测厚探头技术。
EPK此项技术为涂层测厚领域的创新奠定了新标准。
SIDSP即探头内部数字信号处理,这项技术使探头在测量时,同时在探头内部将信号完全处理为数字形式。
SIDSP探头完全依据世界顶尖技术生产。
SIDSP工作原理?跟传统技术不同,SIDSP在探头顶部产生和控制激发信号,回传的信号经过32位数字转换和处理,带给您精确的涂层厚度值。
此项尖端的数字处理技术,同时应用在现代通讯技术(手机网络)方面,如数字滤波器,基带转换,平均值,随机分析,等等。
此项技术能获得与模拟信号处理无可比拟的信号质量和精确度。
厚度值通过探头电缆数字化传输到显示装置。
SIDSP探头与普通模拟探头相比,具有决定性的优势,为涂层测厚设定了一个新的标准。
为什么选择SIDSP?SIDSP探头具有极高的抗干扰性任何与测量相关的信号,都由SIDSP在靠近探头顶部的位置进行处理。
测量信号不会通过探头电缆传输时受到干扰,因为不再有测量信号的传输。
探头电缆仅仅为探头供电,并传输数字化的厚度值到显示装置。
即使您的测量工件需要特别长的电缆线也没问题,加长的电缆线同样具有极强的抗干扰能力。
SIDSP-测量信号高稳定性EPK的SIDSP探头具有极高的重现性。
将探头放在同一测量点测量几次,每次您都可以得到基本一样的结果,再次证明了SIDSP探头的优秀性能。
高精确度的SIDSP探头特征曲线在生产过程中,EPK的SIDSP探头要经过严格的校准。
风力发电机组防腐规范Technical Specification ofWind Turbine Corrosion Protection目录1概要1.1范围1.2系统编号1.3缩写1.4引用标准和规范2涂层设计使用寿命3腐蚀等级划分4推荐涂层系统4.1塔筒-内陆:PPG WS-0014.1.1塔筒外表面4.1.2塔筒内表面4.1.3塔筒基础环4.1.4GE 认可方案4.2塔筒-沿海:PPG WS-0024.2.1塔筒外表面4.2.2塔筒内表面4.2.3GE认可方案4.2.4塔筒基础环4.3塔筒-海上:PPG WS-0034.3.1塔筒外表面4.3.2塔筒内表面4.4塔架-潮差区和飞溅区:PPG WS-0044.5塔架-全浸区和海泥区:PPG WS-0054.5.1Sigmacoating 系统4.5.2Amercoat 系统(GE 认可)4.6轮毂、底座、动轴和定轴等:PPG WS-0064.7齿轮箱、电机:PPG WS-0074.7.1齿轮箱和电机外壁:Amercoat两道涂层系统(GE认可)4.7.2齿轮箱和电机外壁:三道涂层系统(GE认可)4.7.3齿轮箱和电机外壁:三道涂层系统4.7.4齿轮箱内壁4.8法兰面:PPG WS-0084.9热喷锌表面:PPG WS-0094.10热浸镀锌表面:PPG WS-0104.11铝构件和热喷铝表面:PPG WS-011 5表面处理要求6环境控制7涂装施工8质量控制1概要1.1范围本防腐涂料规范适用于风力发电场的塔筒以及相关组件,包括海上风电场的防腐。
它规定了不同腐蚀环境下的防腐涂料系统和质量控制程序。
1.2系统编号本规范中的风塔与风机组件防腐涂料涂层系统及工艺规范,系统编号如下。
推荐涂层系统,见第4条;不同的施工工艺,参考相应的文件。
区域涂层系统施工工艺塔筒-内陆PPG WS-001 PPG WWP-001塔筒-沿海PPG WS-002 PPG WWP-002塔筒-海上PPG WS-003 PPG WWP-003塔架-潮差区/飞溅区PPG WS-004 PPG WWP-004塔架-海水浸泡/海泥区PPG WS-005 PPG WWP-005轮毂、底座、动轴和定轴等PPG WS-006 PPG WWP-006齿轮箱,电机PPG WS-007 PPG WWP-007法兰面PPG WS-008 PPG WWP-008热喷锌表面PPG WS-009 PPG WWP-009热浸镀锌件表面PPG WS-010 PPG WWP-010铝构件和热喷铝表面PPG WS-011 PPG WWP-0111.3缩写PPG 庞贝捷涂料DFT Dry Film Thickness 干膜厚度WFT Wet Film Thickness 湿膜厚度GB 国家标准ISO 国际标准SSPC 美国防腐蚀涂料协会NACE 美国国家腐蚀工程师协会1.4引用标准和规范GB 8923-88 涂装前钢材表面锈蚀等级和除锈等级(等效采用ISO 8501-1:1988)ISO 8501-3:2001 焊缝、切割边缘和其它表面缺陷的处理等级ISO 12944:1998 色漆和清漆-钢结构防腐蚀涂料系统保护ISO 12944-5:2007 色漆和清漆-钢结构防腐蚀涂料系统保护第5部分涂层系统GB 1929.1-2003 金属和合金的腐蚀大气腐蚀性分类(等同采用ISO 9223:1992)GB/T 13288-2008 涂覆涂料前钢材表面处理喷射清理后的钢材表面粗糙度特性第1部分ISO 粗糙度比较样块的技术要求和定义(等同采用ISO 8503-1:1988)GB/T 18570.3-2005 涂覆涂料前钢材表面处理表面清洁度的评定试验灰尘评定(压敏胶带法)(等同采用ISO 8502-3:1992)GB/T 18570.4:2005凝露可能性的评定导则GB/T 5210-2006 色漆和清漆-拉开法附着力试验SSPC SP1 溶剂清理ISO 2808:2007 色漆和清漆漆膜厚度的评定ISO 19840:2004 粗糙表面的膜厚度测量和验收标准2涂层设计使用寿命2.1陆地风力发电设施的涂层设计使用寿命基于ISO 12944-2,即15年以上。

MSC.1/Circ.1198附件2所有类型船舶专用海水压载舱和散货船双舷侧处所保护涂层性能标准(草案)1 目的为实施MSC.[…(82)]通过的SOLAS第II-1/3-2条,本标准规定了对第II-1/3-2条所述日期或以后签订合同、安放龙骨或交船的不小于500总吨的所有类型船舶专用海水压载舱和船长不小于150m的散货船双舷侧处所*内保护涂层的技术要求。
2 定义下列定义适用于本标准:2.1 压载舱为A.798 (19) 和A.744(18) 决议所定义的那些压载舱;2.2 露点为空气被所含潮气饱和时的温度;2.3 DFT为干膜厚度;2.4 灰尘为呈现在准备涂漆表面上的松散的颗粒性物质,是由于喷射清理或其他表面处理工艺产生的,或由于环境作用产生的;2.5边缘打磨系指二次表面处理前对边缘的处理;2.6 “良好”状况系指A.744 (18) 决议定义的有少量点锈的状况;2.7 硬涂层系指在固化过程中发生化学变化的涂层或非化学变化、在空气中干燥的涂层。
硬涂层可用于维护目的,类型可以是无机的也可以是有机的;2.8 NDFT为名义干膜厚度。
90/10规则意指所有测量点的90%测量结果应大于或等于NDFT,余下10%测量结果均应不小于0.9×NDFT;2.9 底漆系指车间底漆涂装后在船厂涂装的涂层系统的第一道涂层;2.10 车间底漆系指预先涂在钢板表面的底漆,通常在自动化车间喷涂(在涂层系统第一道涂层之前);2.11 预涂系指对关键区域边缘、焊缝、不易喷涂区域等位置的预先涂刷,以保证良好的涂料附着力和恰当的涂层厚度;*本标准仅适用于钢质的所有类型船舶专用压载水舱和散货船双舷侧处所。
2.12 目标使用寿命为涂层系统设计寿命的目标值,以年计;2.13 技术规格书为涂料生产商的产品规格书,包含与涂层及其涂装有关的详细技术性说明和资料。
3 通则3.1 涂层系统达到其目标使用寿命的能力取决于涂层系统的类型,钢材处理,涂装和涂层检查及维护。
![老人牌油漆17360[1]](https://uimg.taocdn.com/1bb279292af90242a895e5c4.webp)
电站金属设备防腐实例:表面粗糙度和漆膜厚度的关系请教,普通钢结构,在喷砂除锈之后,表面粗糙度大概40到70微米,涂40微米的环氧富锌底漆一道。
这边确实盖不住基材,然后就给返锈了。
问题是:1、我拿干膜测厚仪去测喷砂除锈后的基材表面,有个大概40多微米,请问这个厚度是什么厚度?(氧化皮还是?测厚仪的测量原理是测到磁性物质外的厚度),在微观上说,一个波峰,一个波谷,在理论上说我测到波峰点时,测厚仪应该显示0微米?测波谷时应该是波峰到波谷的数值??2、喷砂除锈后测基材有40微米,涂装后测只有平均50微米,能说涂层的绝对厚度是10微米???3、粗糙度测量仪的测量原理是什么?成通防腐公司:关于粗糙度和干膜厚度,我给你列个标准目录,通读一下以下标准,你就明白了。
3.3.3表面粗糙度:评估方法国标(GB) ISO标准 ASTM标准 NACE/SSPC比较样块法 GB/T 13288.1GB/T 13288.2 ISO 8503-1、ISO 8503-2 ASTM D 4417 /显微镜调焦法 GB/T13288.3 ISO 8503-3 / /触针仪法 GB/T13288.4 ISO 8503-4 ASTM D 4417 /复制带法 GB/T13288.5 ISO-8503-5 ASTM D 4417 NACE RP02873.3.6涂膜厚度测量:项目国标(GB) ISO标准 ASTM标准 NACE/SSPC湿膜厚度 ASTM D 1212、ASTM D 4414磁性金属底材干膜厚度 GB/T4956 ISO 19840、ISO 2808 ASTM D 7091 SSPC PA2非磁性金属底材干膜厚度 GB/T4957 ISO 2808 ASTM D 1400、 /破坏性测试干膜厚度 SY/T 4107 / ASTM D4138 /做某项测试,首先你要明确采用什么标准方法,用什么仪器设备,怎么使用,对获得的数据如何处理。
风电塔筒涂装工艺项目风电塔筒(不包含基础环)涂装工艺Coating Process公司Revision Date/ R1 Rev.123 Signature. /Approved设计DESIGNED 校对CHECKED 审核EXAMINED 批准APPROV AL目录概述 (3)1.缩写和标准引用 (4)1.1缩写 (4)1.2引用标准 (4)2.涂料配套方案 (6)2.1 缩写 (6)2.2 塔筒本体 (6)2.3 塔筒顶法兰MF1面 (6)2.4 其他法兰面 (7)2.5法兰螺栓孔 (7)2.6 法兰孔内侧端面的说明和涂装示意图 (7)2.7 门板和门框涂装说明 (8)2.8 砂箱板、油槽板、钟摆涂装说明 (8)2.9 法兰内端面 (9)2.10 筒体内不锈钢和镀锌件 (9)2.11 门铰链部位 (9)2.12干膜厚度标准 (9)2.13光泽度要求 (10)2.14涂装注意事项 (10)3.涂装前的表面处理 (11)4.油漆施工 (13)4.1组装后筒体的表面处理 (13)4.2 油漆涂装 (13)5.法兰底漆保护用工装 (25)6.现场修补 (26)7.综述 (28)8.安全施工措施 (30)概述本文是根据有限公司的实际生产工艺流程,制订的风塔内表面和外表面油漆涂装的要求和施工指导。
本指导仅适用于牌油漆的施工。
1.缩写和标准引用1.1缩写DFT 干膜厚度WFT 湿膜厚度SSPC 钢结构涂装委员会ISO 国际标准化组织NACE 国家腐蚀工程师协会1.2引用标准ISO 12944 钢结构保护涂层NACE NO5 高压淡水冲洗的清洁标准ISO 8501-1:1988 涂装钢材表面锈蚀等级和除锈等级ISO 8502-3 表面清洁度测试评估-准备涂漆的钢材表面灰尘评估-压敏胶带法ISO 8503-2:1995 表面粗糙度比较样板抛(喷)丸、喷砂加工表面GB6484 铸钢丸GB6485 铸钢砂GB/T13312 钢铁件涂装前除油程度检验方法(验油试纸法)JB/Z350 高压无气喷涂典型工艺GB1764 漆膜厚度测定法GB7692 涂装作业安全规程涂漆前处理工艺安全GB6514 涂装作业安全规程涂漆工艺安全SSPC SP1 溶剂清洗SSPC SP10 近白级喷射清理SSPC PA 2 干膜厚度测量方法ISO 2808 漆膜厚度测量法ISO 4628 附着力拉开测试法2.涂料配套方案2.1 缩写Hempadur 17360(19830灰红色)环氧富锌底漆Hempadur 45880(12170浅灰色)环氧中间漆Hempathane 55100(17980 RAL9018)聚氨酯面漆Hempadur 15700(19840金属灰色)无机富锌底漆2.2 塔筒本体2.2.1 塔筒的外表面(RAL9018)涂层产品名称干膜厚度min(um)底漆Hempadur 17360 50中间漆Hempadur 45880 160面漆Hempathane 55100 40干膜总厚度2502.2.2 塔筒的内表面涂层产品名称干膜厚度min(um) 底漆Hempadur 17360 50面漆Hempadur 45880 125干膜总厚度1752.3 塔筒顶法兰MF1面涂层产品名称干膜厚度min(um) 无机富锌漆Hempadur 15700 70干膜总厚度702.4 其他法兰面涂层产品名称干膜厚度min(um) 环氧富锌漆Hempadur 17360 70干膜总厚度702.5法兰螺栓孔涂层产品名称干膜厚度min(um) 环氧富锌漆Hempadur 17360 70面漆Hempadur 45880 125干膜总厚度1952.6 法兰孔内侧端面的说明和涂装示意图注意:法兰孔的内侧如图示箭头所指端面,在法兰孔和法兰内端面做完底漆后,在做后道漆之前就要底漆保护工装用堵头和相应规格的垫片装配后卡在法兰孔内,再涂装面漆。
易高456基本型涂层测厚仪目录原文页号译文页号1 介绍 1 22 开机3 23 菜单结构7 44 一般操作说明12 65 校准16 96 数据输出21 17 服务22 128 查错23 129 技术数据24 1210 可选附件31 1411 词汇表33 14注意:此仪器采用液晶显示,如果它的温度超过50摄氏度(华式120度),它可能被损坏。
它被放在强烈阳光照射下的汽车内时这种情况可能发生。
1.介绍:Elcometer-456 型涂层测厚仪测试范围广,有铁,非铁,及铁非铁混合型探头供选用。
F(铁)探头用于测量在钢或铁上的无磁性涂层。
它可以用在涂漆,塑料,电镀,磁釉,硬铬,粉末涂料敷层和其他的如无镍电镀层厚度测量。
N(非铁)探头用于测量非磁性金属上的无磁性敷层。
它可以测量铝、铜、非磁性不锈钢等上面的阳极氧化,涂漆,塑料,粉末等涂层。
FNF(铁非铁)探头为上述F和N型两种探头功能的混合。
Elcometer-456测厚仪有整体集成式探头和分离式探头。
所有分离式探头可互换。
整体集成式探头可从分离式探头型测厚仪的探头插孔(PINIP)处插入主机。
FNF探头在镀锌钢或外包金属(包铝、铜)钢上的测量:FNF探头用于测量镀锌钢或外包金属(包铝、铜)的钢上的涂层测量时,仪器应设定在手动模式。
然后应注意调零及校准。
注意:校准不应受到镀锌或铝的影响。
1.1特点:易高456基本型有图形显示,多种校准选择,背景光及红外数据输出接口。
标准型及高级型有记忆功能。
1.2套件包括:456主机456探头(请见探头附件表〕标准膜片皮盒电池操作说明2.开机2.1电池安装:用拇指打开电池盖,按照极性标记放进两节电池到电池槽内。
电池就安装好了。
2.2皮盒带安装:参见图示。
2.3探头连接:对准接头的红点,将插头直接插入插座,会被自动锁紧。
注意:在探头的插头和仪器插孔之间允许有一些移动,不会对测量结果有影响。
要拔出这个插头,抓住隆边环部位轻轻将探头拔出,注意:为确保数据的准确传送,并使仪器检测到新探头,在连接探头的时候,仪器必须处于关闭状态。
关于ISO12944与M-501对海上风电机组防腐涂层要求的解读王际广;杨洪源;王迎雪【摘要】海洋性气候中高湿、高盐以及干湿交替等因素会加速风电机组表面腐蚀,因此,风电机组防腐蚀涂层的有效性对机组寿命的影响至关重要。
本文以海洋大气环境为例,将ISO 12944和M-501两份标准中对涂层的要求进行对比,为海上风电机组防腐蚀涂层设计提供参考。
%High humidity, high salt, alternation of drying-weting and other factors in maritime climate will accelerate the corrosion of steel structure, therefore the efectiveness of corrosion protective coating can deeply afect the service life of wind turbine. Tis paper contrast the design requirements of corrosion protective coating in maritime climate according to ISO 12944 and M-501, so as to provide some references for design of corrosion protective coating of ofshore wind turbines.【期刊名称】《风能》【年(卷),期】2014(000)001【总页数】4页(P108-111)【关键词】海上风电;防腐涂层;ISO 12944;M-501【作者】王际广;杨洪源;王迎雪【作者单位】北京鉴衡认证中心,北京 100013;北京鉴衡认证中心,北京 100013;北京鉴衡认证中心,北京 100013【正文语种】中文【中图分类】TM6140 引言随着我国开发海上风电的进程逐渐加快,国内主要的风电制造商几乎都在研发自己的海上产品。
易高456基本型涂层测厚仪目录原文页号译文页号1介绍122开机323菜单结构744一般操作说明1265校准1696数据输出2117服务22128查错23129技术数据241210可选附件311411词汇表3314注意:此仪器采用液晶显示,如果它的温度超过50摄氏度(华式120度),它可能被损坏。
它被放在强烈阳光照射下的汽车内时这种情况可能发生。
北京时代山峰科技有限公司北京市海淀区清河小营西路27号1202室(100085)1.介绍:Elcometer-456型涂层测厚仪测试范围广,有铁,非铁,及铁非铁混合型探头供选用。
F(铁)探头用于测量在钢或铁上的无磁性涂层。
它可以用在涂漆,塑料,电镀,磁釉,硬铬,粉末涂料敷层和其他的如无镍电镀层厚度测量。
N(非铁)探头用于测量非磁性金属上的无磁性敷层。
它可以测量铝、铜、非磁性不锈钢等上面的阳极氧化,涂漆,塑料,粉末等涂层。
FNF(铁非铁)探头为上述F和N型两种探头功能的混合。
Elcometer-456测厚仪有整体集成式探头和分离式探头。
所有分离式探头可互换。
整体集成式探头可从分离式探头型测厚仪的探头插孔(PINIP)处插入主机。
FNF探头在镀锌钢或外包金属(包铝、铜)钢上的测量:FNF探头用于测量镀锌钢或外包金属(包铝、铜)的钢上的涂层测量时,仪器应设定在手动模式。
然后应注意调零及校准。
注意:校准不应受到镀锌或铝的影响。
1.1特点:易高456基本型有图形显示,多种校准选择,背景光及红外数据输出接口。
标准型及高级型有记忆功能。
1.2套件包括:456主机456探头(请见探头附件表〕标准膜片皮盒电池操作说明2.开机2.1电池安装:用拇指打开电池盖,按照极性标记放进两节电池到电池槽内。
电池就安装好了。
2.2皮盒带安装:参见图示。
2.3探头连接:对准接头的红点,将插头直接插入插座,会被自动锁紧。
注意:在探头的插头和仪器插孔之间允许有一些移动,不会对测量结果有影响。
要拔出这个插头,抓住隆边环部位轻轻将探头拔出,注意:为确保数据的准确传送,并使仪器检测到新探头,在连接探头的时候,仪器必须处于关闭状态。
Advancing with Technology精密仪器 » 德国制造 « 始于 1947涂层厚度测量经典设计–所有功能均可直接访问–大量的可互换探头–高对比度显示屏和背光键盘–存储和统计–蓝牙和 USB 输出–I P 65防护等级的坚固外壳MiniTest 2500/4500est 2500/4500 2500/4500MiniTest 2500/4500全方位的质量保证F 05 F 3应用:钢铁上的非磁性涂层和有色金属上的绝缘涂层。
用于标准应用的全能型。
同时供应F 1.6版本仅用于在磁性基材上测量或N 1.6 版本仅用于在有色金属上测量。
钢铁上的非磁性涂层和有色金属上的绝缘涂层。
特别适合测量管道或难以进入的物体。
同时供应仅用于在磁性基材上测量的F 1.6/90 版本或仅用于在有色金属上测量的版本 N 1.6/90 。
极薄的有色金属,氧化物或油漆涂层在小钢铁工件上。
最高精度用于薄涂层的。
钢铁上的非磁性涂层,厚涂层和搪瓷涂层。
涂层厚度测量的经典之作。
技术数据测量范围:0…1600 µm0…1600 μm0…500 µm0…3000 µm低端分辨率: 0.1 µm0.1 μm0.1 µm0.2 µm保证公差(读数的):± (1%+1 µm) *± (1%+1 μm) *± (1%+0.7 µm) *± (1%+1 µm) *最小曲率半径(凸/凹):1.5 mm凸面/10 mm凹面平面和凸面/6 mm凹面0.75 mm凸面/5 mm凹面1.5 mm凸面/10 mm凹面最小测量区域:Ø 5 mmØ 5 mmØ 3 mmØ 5 mm最小基体厚度:F 0.5 mm/N 50 µm F 0.5 mm/N 50 µm 0.1 mm0.5 mm*(测量值与ElektroPhysik 校准箔有关)所有插图都不符合比例所有MiniTest series 1100-4100 系列的探头都兼容于 MiniTest 2500 / 4500: 91, Ø 19 mm : 194, Ø 10,9 mm : 79, Ø 16 mm : 91, Ø 19 mm高高高高MiniTest 2500/4500用于更复杂测量任务的行家非常薄涂层的精确解决方案。
磁性基底上的非磁性涂层—涂层厚度的测量—磁性法(等同采用ISO 2178-2016)(中文翻译版)编制: 日期:审核: 日期:批准: 日期:修订历史修订序号对应的条号修订内容修改人批准人日期1. 目的Purpose本标准试验方法涵盖了可磁化贱金属上非磁化涂层厚度的无损测量方法。
2. 范围Scope本测量方法适用于带有非磁化涂层的可磁化贱金属,也可用于测量非磁化贱金属或其他材料上的可磁化涂层。
涂层包括诸如油漆和清漆、电镀涂层、搪瓷涂层、塑料涂层、粉末涂层、包层等材料。
3. 职责Responsibility程序执行:实验室授权制样人员程序监督:实验室技术负责人及相关责任人4. 原理Principle4.1各种磁测量方法的基本原理靠近磁场源(永磁体或电磁铁)的磁通密度取决于与可磁化基底金属的距离。
这一现象用于确定施加在基底金属上的非磁性涂层的厚度。
本规程涵盖的所有方法都是通过评估磁通密度来确定涂层厚度。
磁通密度的强度根据使用的方法转换成相应的电流、电压或机械力。
这些值可以通过数字方式进行预处理,也可以直接显示在一个有用的刻度计上。
注:4.3和4.4中所述的方法也可以与另一种方法组合在同一个探针中。
4.2磁拉脱法永磁体的磁通密度和永磁体与可磁化母材之间的吸引力随距离的增加而减小。
这样,吸引力是对感兴趣的涂层厚度的直接测量。
使用磁力拉拔法的仪器至少包括三个单元:—永磁体;—具有持续增大的拉脱力的拉脱装置;—涂层厚度的显示或刻度,由拉脱力计算得出。
拉脱力可以由不同类型的弹簧或电磁装置产生。
一些仪器能够补偿重力的影响,并允许在所有位置进行测量。
所有其他仪器只能在制造商指定的位置使用。
测量位置应清洁,无液体或糊状涂层。
永磁体应无颗粒。
静电充电会对永磁体或测量系统产生额外的力,因此应避免静电充电,或在测量前将静电放电。
图1显示了一个磁性拉脱规。
图示1贱金属2涂层3磁铁4比例尺5弹簧图1—磁性拉脱规4.3磁感应原理当铁心插入线圈或当铁质物体(如板)接近线圈时,线圈的电感应率发生变化。
Quality management systems –Requirements1 Scope1.1 GeneralThis International Standard specifies requirements for a quality management system where an organizationa) needs to demonstrate its ability to consistently provide product that meets customer and applicable regulatory requirements, andb) aims to enhance customer satisfaction through the effective application of the system, including processes for continual improvement of the system and the assurance of conformity to customer and applicable regulatory requirements. NOTE In this International Standard, the term “product” applies only to the product intended for, or required by ,a customer.1.2 ApplicationAll requirements of this International Standard are generic and are intended to be applicable to all organizations, regardless of type, size ad product provided.Where any requirements(s) of this International Standard cannot be applied 质量管理体系– 要求1 范围1.1总则本标准为有下列需求的组织规定了质量管理体系要求:a) 需要证实其有能力稳定地提供满足顾客和适用的法律法规要求的产品;b) 通过体系的有效应用,包括体系持续改进的过程以及保证符合顾客与适用的法律法规要求,旨在增强顾客满意。
NORSOK standard M-501NORSOK STANDARDM-5012012年2月, 第6版表面处理和防护涂层这个NORSOK标准是由挪威石油工业领域相关方经广泛参与而制定的。
所有权归代表挪威石油工业的OLF(挪威石油工业协会)和TBL(挪威制造工业联盟)。
请注意所有的努力都是为了确保这个NORSOK标准的准确性。
无论是OLF,还是TBL或其它任何成员,都不承担任何因应用该标准而产生的相关责任。
这个NORSOK标准由Standard Norway负责管理和发行。
Standard Norway电话:+47 67 83 86 00Strandveien 18, P.O.Box 242传真:+47 67 83 86 01N-1326 LysakerE-mail: petroleum@standard.noNORWAY www.standard.no/petroleum保留版权前言----------------------------------------------------------------------------------------------------------1 简介----------------------------------------------------------------------------------------------------------11.范围---------------------------------------------------------------------------------------------------------------12.参考标准和资料----------------------------------------------------------------------------------------1 2.1参考标准---------------------------------------------------------------------------------------------1 2.2参考资料--------------------------------------------------------------------------------------------1 3.术语、定义和缩略语--------------------------------------------------------------------------------13.1术语和定义------------------------------------------------------------------------------------------2 3.2缩略语-----------------------------------------------------------------------------------------------3 4.总体要求-----------------------------------------------------------------------------------------------34.1总则--------------------------------------------------------------------------------------------------3 4.2计划---------------------------------------------------------------------------------------------------3 4.3设备保护和清理-----------------------------------------------------------------------------------4 4.4周围环境条件--------------------------------------------------------------------------------------4 4.5涂层材料---------------------------------------------------------------------------------------------4 4.6钢材---------------------------------------------------------------------------------------------------5 4.7车间底漆---------------------------------------------------------------------------------------------5 4.8不涂装的表面--------------------------------------------------------------------------------------5 4.9已涂装构件的操作和船运-----------------------------------------------------------------------5 4.10关于产品、人员和程序的初步认证----------------------------------------------------------6 4.11金属涂层------------------------------------------------------------------------------------------6 4.12记录和报告---------------------------------------------------------------------------------------6 5.健康、安全和环境-----------------------------------------------------------------------------------7 6.表面处理-----------------------------------------------------------------------------------------------76.1喷射清理前的预清理----------------------------------------------------------------------------86.2喷射处理------------------------------------------------------------------------------------------86.3最终表面状况------------------------------------------------------------------------------------8 7.涂装施工-----------------------------------------------------------------------------------------------87.1总则-------------------------------------------------------------------------------------------------87.2施工设备------------------------------------------------------------------------------------------97.3施工---------------------------------------------------------------------------------------------------9 8.热喷涂金属涂层-----------------------------------------------------------------------------------------98.1总则---------------------------------------------------------------------------------------------------98.2涂层材料---------------------------------------------------------------------------------------------98.3热喷涂金属的施工---------------------------------------------------------------------------------98.4管道的现场涂装和修补及内嵌钢的涂装-----------------------------------------------------10 9.防火涂层喷涂-------------------------------------------------------------------------------------------109.1总则---------------------------------------------------------------------------------------------------109.2材料---------------------------------------------------------------------------------------------------119.3施工----------------------------------------------------------------------------------------------------119.4修补----------------------------------------------------------------------------------------------------11 10.资格认证要求-------------------------------------------------------------------------------------------1210.1产品的资格认证------------------------------------------------------------------------------------1310.2公司和人员的资格认证--------------------------------------------------------------------------1510.3工艺认证--------------------------------------------------------------------------------------------16 11.检查和测试-----------------------------------------------------------------------------------------------18 附录A(标准要求的):涂层体系----------------------------------------------------------------------20 附件B(参考件):颜色----------------------------------------------------------------------------------29 附件C(参考件):高温阴极剥离试验装置示例---------------------------------------------------------30 附件D(参考件):涂料报告--------------------------------------------------------------------------------31前言:这个NORSOK标准由挪威石油工业制订,以确保挪威石油工业的发展和运行足够安全、增值和资金的有效利用。
国际标准组织ISO 19840: 2012色漆和清漆-防护涂料体系对钢结构的防腐蚀保护-粗糙面上干膜厚度的测量和验收准则Paints and varnishes — Corrosion protection of steel structures by protective paint systems — Measurement of, and acceptance criteria for, the thickness of dry films on rough surfaces2012年09月01日(第二版)参考号ISO 19840: 2012 (E)受版权保护文件© ISO 2012保护所有权利。
除非另行规定,未经ISO (地址如下所示)或请求者所在国家ISO成员团体的书面许可,不得以任何形式或通过任何方式,无论是电子的还是机械的,包括影印和缩微胶片,对本出版物的任何部分进行复制或利用。
ISO版权办公室Case postale 56·CH-1211 Geneva 20电话:+41 22 749 01 11传真:+41 22 749 09 47电子邮件:copyright@网址:印刷于瑞士© ISO 2012 –保留一切权利前言 (1)引言 (2)1范围 (3)2规范性引用文件 (3)3术语和定义 (4)4原理 (6)4.1总则 (6)4.2所用测量方法的原理 (6)5装置和材料 (6)5.1总则 (6)5.2采用磁通量原理的测试设备 (6)5.3材料 (7)6测试程序 (8)6.1抽样计划 (8)6.2仪器的校正 (8)6.3测量 (8)7修正值 (9)8结果的表达 (10)9验收准则 (10)10测试报告 (10)附录 A (资料性附录) 在粗糙表面上根据已知膜厚校正仪器的方法 (12)附录 B (资料性附录) 多个读数 (14)附录 C (资料性附录) 需要特别考虑的区域 (15)附录 D (资料性附录) 特别修正值的确定 (16)附录 E (资料性附录) 测试报告样式 (17)参考文献 (20)国际标准化组织ISO是由各国标准化团体(ISO 成员团体)组成的世界性的联合会.。
制定国际标准的工作通常通过ISO的各个技术委员会进行。
对于每个技术委员会已经制定的某个主题感兴趣的每个成员组织都有对该委员会发表意见的权利。
与ISO有联系的各国际组织(政府的和非政府的)也参加国际标准制定工作。
在电工标准的所有事务方面,ISO与国际电工委员会 (IEC)密切合作。
国际标准按照ISO/IEC (国际标准化组织/国际电工委员会)条例第2部分中给出的规则进行起草。
各技术委员会的主要任务是制定国际标准。
被各技术委员会采纳的国际标准草案散发给各成员组织进行投票表决。
作为一个国际标准的出版物需要得到至少投票成员组织75%的赞成。
应当注意,本文件的某些要素可能受专利权制约。
ISO不承担识别任何或者所有专利权的责任。
ISO 19840国际标准是由ISO/TC35色漆和清漆技术委员会-SC14.防护涂料体系对钢结构的防腐蚀保护分委会,与欧州标准化委员会 (CEN) CEN/TC139色漆和清漆技术委员会合作制订的。
本版取代第1版(ISO 19840: 2004),并进行了下列技术性和编辑性修订:a) 测量方法原理4.2中的说明已改进;b) 电涡流测量设备的说明已介绍(见5.2.4);c) 图表1以独立语言制作;d)附件E中的A8行,涉及到A7和A8行的已更正为A6和A7;e) 附件E中的B1行,涉及到 ISO 8503-1的已更正为 “ISO 8501的相关部分”;f) ISO 8501-1 到 ISO 8501-4的参考资料中已加入参考文献.本国际标准研究了关于干膜厚度的测量和验收准则,是对ISO 12944系列标准的补充。
如经指定或同意,该标准也可用于其它用途。
本国际标准的目的是为了实现在粗糙面上涂层干膜厚度的测量操作上的一致性。
所选择的干膜厚度测量方法中用到的测量仪器是基于永久磁体原理或电磁体原理。
采用涡流原理的仪器也可能用到,但通常用于非铁金属基材表面的膜厚测量。
如果涂层是施工在粗糙的钢铁基材表面,其干膜厚度的测量比在平滑面上要更复杂。
粗糙的钢铁基材包括那些经磨料喷射清理或打磨处理的基材。
表面粗糙度对测量结果的影响随轮廓深度的增加而增大,但也取决于测量探针的设计和涂层的厚度。
附录A,作为参考件,是在粗糙面通过已知膜厚而校正仪器的一种方法。
在这种方法中,不使用修正值。
在本标准中,单个读数被用到。
附录B描述了处理多个读数的方法。
附录A 和附录B中的方法只有经指定或同意才能采用。
国际标准 ISO 19840:2012(E)色漆和清漆-防护涂料体系对钢结构的防腐蚀保护-粗糙面上干膜厚度的测量和验收准则1 范围本国际标准规定了验证粗糙面上干膜厚度是否符合额定干膜厚度要求的一种程序(方法、规则),包括所用仪器的校正、检测部位(区域)的确定、抽样计划、测量方法和验收准则。
在本标准中,任何规定的(或设计的)的厚度即被认为是ISO12944-5中定义的额定干膜厚度,而干膜厚度是指粗糙表面峰顶以上的有代表性的涂层厚度。
本标准中描述的测量程序是基于采用永久磁体或电磁体原理的测量仪器。
如必要,把仪器在平整表面上先校正到零值或一个已知的厚度值。
在一个粗糙钢铁底材表面上测量的涂层厚度值实际上要比粗糙面峰顶以上的实际值高。
粗糙面峰顶以上的干膜厚度值定义为测量读数减去一个合适的修正值。
干膜厚度是通过在平整光滑的钢材表面校正仪器后取得的测量读数和采用一个合适修正值进行修正处理后而获得。
未使用修正值而只是基于在平整光滑的钢材表面校正仪器后而测量的单个厚度读数,无论是技术规格书规定的还是经各方同意的,都必须认识到这种方法不符合本国际标准。
μ的情况下(使用)。
本标准适用于额定干膜厚度不低于40m注:如果额定厚度低于基材的表面粗糙度,测试结果的不准确性会增大。
2 规范性引用文件下列引用文件对于本文件的应用是不可缺少的。
对于注明日期的引用文件,只有引用的版本适用。
对于未注明日期的引用文件,引用文件的最新版本(包括任何修订本)适用。
ISO 2808,色漆和清漆—漆膜厚度的测定ISO 8503-1:1988,涂料和有关产品使用前的钢底材的处理—喷射清理基材表面粗糙度特性—第1部分:喷射清理表面的ISO评定比较样板的规范和定义ISO 12944-1:1998,色漆与清漆—防护涂料体系对钢结构的防腐蚀防护—第1部分:总则ISO 12944-2:1998,色漆与清漆—防护涂料体系对钢结构的防腐蚀防护—第2部分: 环境分类ISO 12944-3:1998,色漆与清漆—防护涂料体系对钢结构的防腐蚀防护—第3部分: 设计内容ISO 12944-4:1998,色漆与清漆—防护涂料体系对钢结构的防腐蚀防护—第4部分: 表面类型和表面处理ISO 12944-5:1998,色漆与清漆—防护涂料体系对钢结构的防腐蚀防护—第4部分: 防护涂料体系ISO 12944-6:1998,色漆与清漆—防护涂料体系对钢结构的防腐蚀防护—第6部分: 实验室性能测试方法ISO 12944-7:1998,色漆与清漆—防护涂料体系对钢结构的防腐蚀防护—第7部分: 涂装工作的实施工监管ISO 12944-8:1998,色漆与清漆—防护涂料体系对钢结构的防腐蚀防护—第8部分: 新建和维修防腐技术规格书的制订3 术语和定义就本文件而言,下列术语和定义适用。
3.1干膜厚度(dry film thickness)DFT当涂层硬干后,粗糙表面上峰顶以上保持的膜厚。
3.2单个读数 (individual reading)膜厚测试仪上显示的数值。
3.3修正值 (correction value)在经磨料喷射清理或其它方式而获得的粗糙表面,考虑到粗糙度对测试读数的影响,对测试读数进行修正而采用的一种修订值3.4单个干膜厚度值(individual dry film thickness)单个测量读数减去修正值后的结果。
3.5平均干膜厚度值(mean dry film thickness)在某检测部位(区域)的所有单个干膜厚度值的算术平均值。
3.6额定干膜厚度(nominal dry film thickness)NDFT设计规定的单个涂层或整个涂层体系的干膜厚度,以得到所需的耐用度。
3.7检测部位(区域) (inspection area)抽样计划确定的特定部位(区域),或者是整个结构或结构的一部分。
3.8抽样计划 (sampling plan)在某检测部位,确定测量点数量的计划。
3.9校正 (adjustment)矫正镀层厚度计读取的过程让我们了解厚度值,以便提高测量表面系数或其测量范围内特殊部分的准确性。
3.10表面轮廓(粗糖度)(surface profile)表面微观粗糙度(不平整度)注:通常用表面上主要峰尖和主要峰谷间的高度差表示。
[ISO 8503-1: 2012]3.11最大干膜厚度(maximum dry film thickness)不会导致涂料或整个涂层体系的性能受到损害的可接受的单个最大干膜厚度值。
4 原理4.1 总则经处理的钢结构表面的涂层厚度的测量可采用ISO 2808中描述的非破坏性检测方法进行。
所用的测试仪器应经校正。
测量时既要制订抽样计划,也要考虑合适的修正值。
本标准也规定了干膜厚度的验收淮则。
4.2 所用测量方法的原理4.2.1 永久磁体磁引力脱离原理这类仪器以克服永久磁体与磁性底材之间的磁引力所需的力来标示干膜厚度。
4.2.2 脱离永久磁铁原理该类仪器产生静磁场。
测量需要克服磁铁和磁性基质之间的磁引力。
力与镀层厚度有关4.2.3 磁感应原理该类仪器是用电子探针产生的带永久磁体的磁场(用Hall传感器)或电磁体(用电磁感性线圈)。
由于接近磁性基质,探针内磁场强度改变,通过这种方法测量进行镀层厚度测量。
磁场强度与镀层厚度有关。
注:采用相类似原理的其它测试方法也是可用的。
4.2.4 涡流原理涡流测试仪器,主要用于非磁性底材。
在仪器的探头里产生一个高频电磁场,当探头接触涂漆底材时会产生感应涡流,涡流的振幅和相位受探头与底材之间的距离影响,从而可以标示涂层膜厚。
5 装置和材料5.1 总则因为表面粗糙度的影响以及所采用的不同施工方法的影响,所以采用任何测试干膜厚度的仪器在测量一个很小区域的粗糙表面上的干膜厚度时,显示的数值都是易变的。
在膜厚测量开始前,各相关方应对测量设备和材料的类型作出规定或协商一致。
5.2 采用磁通量原理的测试设备5.2.1 电磁体采用这种原理的测量仪器可能配有一个单独的探头或一对孪生探头。