三坐标测量机测头半径补偿的新方法
- 格式:pdf
- 大小:478.21 KB
- 文档页数:3
三坐标测量机测量误差分析及补偿方法的研究摘要:在20世纪60年代初,坐标测量机首次被投放到一个准确高效的市场齿轮坐标测量机这一水平的技术基础是计算机、数控和电子技术的重大发展。
数控设备的复杂形状和部件。
如今,三坐标测量机已成为其加工而设计的简单支撑装置的控制器。
它广泛应用于航空、汽车、工业和民用领域,机械及其他工作在工业界。
得到了现代工业鉴定和质量控制不可缺少的测量设备供使用。
因此,搞好三坐标测量机的使用,使其在生产中发挥应有的作用是非常重要的。
将三坐标测量机过程中的误差来源以及如何修正误差,使测量值更接近实际值,对技术实践具有重要意义。
关键词:三坐标测量机;测量误差;补偿方法三坐标测量机广泛应用于设计、制造、测试等领域。
在现实生活的测量过程中,仍存在着样品探针磨损、测量路径选择等测量误差因素。
因此是提高精度的有效方法,分析了误差来源,介绍了一种合适的补偿方法。
1坐标测量机误差分类根据故障特征的不同,误差可分为准静态误差和动态误差准误差-静态误差是指由外部因素及其结构引起的缺陷,而许多动态误差是由时间变化的因素引起的。
2三坐标测量机误差源分析2.1准静态源分析三坐标测量机的静态故障是由温度、湿度、振动、机床控制机构的运动、磨损和测量方法等多种因素引起的。
2.2.动态误差源分析三坐标测量机由机体、驱动、控制系统、导轨、横向部件、计算机和软件组成。
测量过程产生很大的惯性力。
测量过程将有一条大惯性河但是,因为三坐标测量机的运动部件和控制轨刚度较低,运动部件在惯性作用下运动,测针偏离其正交位置,产生动态缺陷。
由于三坐标测量机控制轨架运动的精度随三轴运动速度的变化而变化,接触力、探头等效半径和冲击力随这一过程的变化而变化,导致运动速度的偏差和三坐标测量机接近度的变化而产生动态误差。
3三坐标测量机的误差补偿方法3.1三坐标测量机温度补偿方法三坐标测量机的温度补偿主要由三部分组成:标准温度下结构参数的标定,实时温度采集系统及误差补偿方案系统。
231中国设备工程C h i n a P l a n t E n g i n e e r i ng中国设备工程 2020.11 (上)为了更好地对三坐标测量机测量的误差进行分析和研究,所以本文首先主要对三坐标测量机的含义以及测量原理进行了明确,其次,在多方面对三坐标测量机的测量误差展开分析,这样能够有效地提高分析的效果。
与此同时,在对三坐标测量机误测量误差展开分析时,主要从以下三个方面展开:第一是环境温度误差,第二是光栅误差,第三是装配误差,这三方面都能够有效的对测量误差进行分析,并且能够取得较好地效果。
本文还针对三坐标测量机测量误差的补偿方法展开了研究,在研究过程中,主要从两方面开展,第一是温度补偿法,第二式动态误差补偿法。
1 三坐标测量机的含义及测量原理三坐标测量机是属于当前时代发展背景下的新型高精度的测量仪器,相比传统的测量以及三坐标测量机,能够更加稳定地提高测量的效果,防止出现测量失误,并且能够提高测量的精准程度。
与此同时,本文针对三坐标测量机的测量原理也展开了研究和分析,可以明显地发现,三坐标测量机主要是通过坐标测量的原理来进行实物测量,首先,在生活中寻找需要测量的物体,并且将物体当中的几何元素提取出来,明确几何元素中的具体测量坐标,根据所寻找到的坐标展开集中测量。
在进行测量时,应当按照严格的测量标准来进行,主要测量几何元素的具体尺寸以及形状大小等。
截至目前,三坐标测量机已经逐渐广泛地应用在各大车间的测量过程中,并且取得了较好的效果,突破了传统测量方式的限制,在测量精准程度上做出了很大的提升。
2 三坐标测量机测量误差分析2.1 环境温度误差环境温度所产生的误差是影响三坐标测量机测量准确性的主要原因,由于外界的环境和温度是不固定的,会随着天气的变化以及季节的更替随时发生变化,所以,通过环境和温度所产生的误差也是相对较大的,外界的环境和温度会对测量产生一定的影响,如果这种影响没有及时地得到解决,将不利于三坐标测量机的有效测量。
三次元三坐标测量机测头半径怎么补偿三坐标测量机除⽤于空间尺⼨及形位误差的测量外,应⽤坐标测量机对未知数学模型的复杂曲⾯进⾏测量,提取复杂曲⾯的三坐标测量机原始形状信息,重构被测曲⾯,实现被测曲⾯的数字化,不仅是三坐标测量机应⽤的⼀个重要领域,也是反求⼯程中的关键技术之⼀,近年来也得到快速发展。
1.测头的分类测量头作为测量传感器,是坐标测量系统中⾮常重要的部件。
三坐标测量机的⼯作效率、精度与测量头密切相关,没有先进的测量头,就⽆法发挥测量机的卓越功能。
坐标测量机的发展促进了新型测头的研制,新型测头的开发⼜进⼀步扩⼤了测量机的应⽤范围。
按测量⽅法,可将测头分为接触式(触发式)和⾮接触式两⼤类。
触发式测量头⼜分为机械接触式测头和电⽓接触式测头;⾮接触式测头则包括光学显微镜、电视扫描头及激光扫描头等。
本⽂讨论的重点为触发式测头。
(1)机械接触式测头接触式测头⼜称为“刚性测头”、“硬测头”,⼀般⽤于“静态”测量,⼤多作为接触元件使⽤。
这种测头没有传感系统,⽆量程、不发讯,只是⼀个纯机械式接触头。
机械接触式测头主要⽤于⼿动测量。
由于⼈⼯直接操作,故测头的测量⼒不易控制,只适于作⼀般精度的测量。
由于其明显的缺点,⽬前这种测头已很少使⽤。
(2)电⽓接触式测头电⽓接触式测头⼜称为“软测头”,适于动态测量。
这种测头作为测量传感器,是唯⼀与⼯件接触的部件,每测量⼀个点时,测头传感部分总有⼀个“接触—偏转—发讯—回复”的过程,测头的测端与被测件接触后可作偏移,传感器输出模拟位移量的信号。
这种测头不但可⽤于瞄准(即过零发讯),还可⽤于测微(即测出给定坐标值的偏差值)。
因此按其功能,电⽓接触式测头⼜可分为作瞄准⽤的开关测头和具有测微功能的三向测头。
电⽓接触式测头是⽬前使⽤最多的测头。
2.测球半径补偿误差(1)测针的选择正确选择和使⽤测头是影响坐标测量机的测量精度的重要因素。
测针安装在测头上,是测量系统中直接接触⼯件的部分,它与测头的通讯式连接渠道称作触发信号。
三坐标测量机测量误差分析及补偿方法的研究三坐标测量机作为高精度仪器,测量误差仍然难以消除。
为了提高三坐标测量机的测量精度,选择合适的误差补偿的方法至关重要。
本文首先对三坐标测量机的测量误差进行分类,分析误差源,然后提出温度热变形补偿和动态误差补偿方法,为进一步研究补偿方法奠定了基础。
标签:三坐标测量机;准静态误差;动态误差;补偿0 引言作为精密测量仪器,三坐标测量机在产品设计、加工制造、检测等领域得到广泛的应用与推广[1]。
但在实际的测量过程中,仍然会有测量误差的产生,如测头测针磨损、测量路径选择不当等因素。
因此,分析误差源并采取合适的补偿方法,是提高测量精度行之有效的途径[2]。
1 三坐标测量机误差分类根据误差特性的不同,可将误差分为准静态误差和动态误差。
准静态误差是指由于外界因素和自身結构引起的误差,而动态误差引起的原因是多方面的,会随时间变化而变化。
2 三坐标测量机误差源分析2.1 准静态误差源分析三坐标测量机静态误差的原因是多方面的,如测量环境的温度、湿度、振动、机导向机构的运动、测头磨损,以及测量方法等不确定因素造成的[3]。
2.2 动态误差源分析三坐标测量机是一个由机体、驱动部分、控制系统、导轨支承、侧头部分、计算机及软件等组成的整体。
测量速度会随着测量任务的变化而经常性的变化,在测量过程中,会受到较大的惯性力。
由于三坐标测量机的运动部件和导轨是弱刚度性,因此运动部件会在惯性力的作用下产生偏转,测针会偏离正交位置并产生动态误差。
由于三坐标测量机的导轨支承的运动精度会随着三轴的移动速度变化而变化,在此过程中会伴随着测头接触力、测头等效半径和冲击力的变化,导致三坐标测量机的移动速度和逼近距离产生偏差,动态误差随之产生。
3 三坐标测量机误差补偿方法3.1 三坐标测量机温度补偿方法三坐标测量机温度补偿主要由三部分组成:标温下结构参数标定、温度实时采集系统和误差补偿系统。
首先测量机利用自身系统获得标准温度下的结构参数,并作为标准结构参数。
三坐标测量机球头测针补偿技术*李君波 助理工程师(第七一七研究所)摘 要: 介绍了手动三坐标测量机测头跟踪原理,并分几种情况探讨了使用球头测针进行点位测量时,被测点坐标值的补偿方法及实现途径。
关键词: 三坐标测量机 球头测针 补偿* 收稿日期:1999-11-20。
1 引 言在使用手动三坐标测量机对工件进行多点位测量时,由于被测物体形状各异,工作量很大。
因此,提高硬件测量速度、改进操作流程、增强软件容错性及软件智能性等是提高测量效率的主要手段。
2 测头跟踪机制测头跟踪机制是一种增强软件智能性的技术。
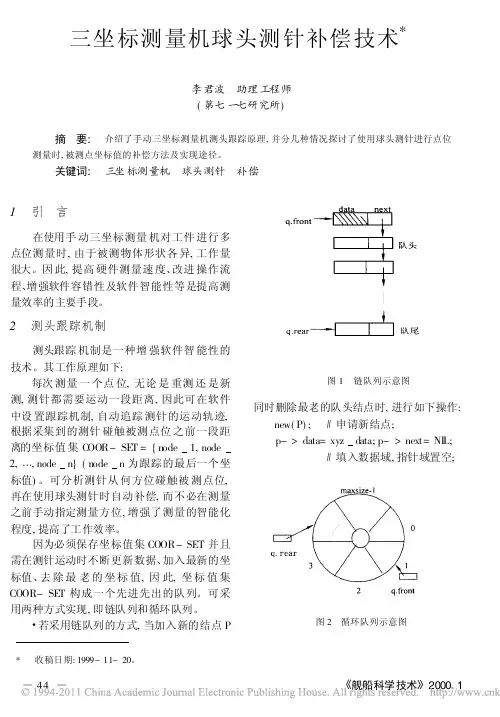
其工作原理如下:图1链队列示意图图2 循环队列示意图每次测量一个点位,无论是重测还是新测,测针都需要运动一段距离,因此可在软件中设置跟踪机制,自动追踪测针的运动轨迹,根据采集到的测针碰触被测点位之前一段距离的坐标值集C OOR-SE T ={node 1,node 2, ,node n}(node n 为跟踪的最后一个坐标值)。
可分析测针从何方位碰触被测点位,再在使用球头测针时自动补偿,而不必在测量之前手动指定测量方位,增强了测量的智能化程度,提高了工作效率。
因为必须保存坐标值集COOR-SET 并且需在测针运动时不断更新数据、加入最新的坐标值、去除最老的坐标值,因此,坐标值集COOR-SE T 构成一个先进先出的队列。
可采用两种方式实现,即链队列和循环队列。
若采用链队列的方式,当加入新的结点P同时删除最老的队头结点时,进行如下操作:new(P); 申请新结点;p->data=xyz data;p->next=NI L;填入数据域,指针域置空;q.rear->next=P;q.rear=P;插入队尾;构成新的队尾结点。
q.front->next=q.front->next->next;free(q.front->next);修改队头指针指向原队列第二个结点,同时释放原第一个结点;注1:xyz data及结点的数据域分别为结构型XYZ DATA和DATA,描述为:struct ZYZ DATA{double x;double y;dou ble z;}struct DATA{double x;double y;double z;}为简单从事,以上语句p->data=xyz data;表示将三维坐标值同时赋值;实际编程时C语言不支持结构型变量的整体赋值。
坐标测量机测头系统误差分析与补偿方法【摘要】本文对接触式测头系统在测量过程中和测量方法上存在的误差进行了详细的分析,并给出了相应的补偿方法。
在测量过程中,从机械结构、测量时逼近速度和逼近距离等几个角度分析了测头误差误差来源;在测量方法上,由于接触式测头测量时所反馈的是测头中心的坐标值, 而不是被测点的坐标值,故必需对测头半径误差进行补偿。
关键词:接触式测头动态误差半径补偿1、引言测头被称为坐标测量机的“心脏”[1]。
测头与被测工件直接接触,测量机是用测头来拾取信号的,测量机的功能、工作效率、精度与测头密切相关,没有先进的测头,就没法发挥测量机的功能。
对测量机的精度而言,随着测量机误差补偿技术的广泛应用,使得测头在触测误差在总体误差中占有很大的份额。
测头对测量机精度的影响往往比其他因素要打,不仅在静态或准今天测量中,在动态测量中也是如此。
故对于测头而言,不仅需要对测头系统固有的误差进行分析补偿,对测量过程和测量方法上引起的误差也要给予足够的重视,这样才能使得测头的误差足够小。
现阶段由于扫描式和非接触式测头技术不够成熟,故市面上坐标测量机的大部分测头均为接触式测头,并且相较于扫描式和非接触式测头,接触式测头具有较高的精度,故本文对接触式测头的误差进行分析。
2、测头系统的误差分析与补偿测头系统的误差主要包括测头机械结构部分误差、测量过程中因逼近速度和逼近距离不同带来的动态误差。
2.1 测头的机械结构误差测头机械结构误差包括: 机械零件的制造误差和装配误差,如理论测针半径与实际测针半径之间的误差,该部分误差属于静态误差,一般通过测头的校准从而得以消除; 测量过程中的原理误差。
包括以下几项:(1) 测力引起的测杆及支架的变形误差根据测头的触发原理,测端在刚刚接触被测件时并不发出触发信号,当测端上的力足够大,它所产生的力足以克服弹簧的力,使一对接触副脱开,测头与工件相对移动一定距离,这一距离称为预行程。
预行程的变化直接影响测头的触发精度,是最大的测头误差源,且它的量值随测杆的长度或触发力的增加而增加。
三坐标测量机测量误差分析及补偿方法三坐标测量机是一项通用性较高的测量设备,在机械、电子领域当中的应用十分广泛,但在实际应用角度上,该测量设备却始终存在测量误差问题,为了应对该设备的误差问题,本文对三坐标测量机测量误差分析及补偿方法进行分析,主要了解该设备误差分类,再提出针对性的误差分析及补偿方法。
标签:三坐标测量机;准静态误差;动态误差;补偿0 引言作为高精度测量设备,三坐标测量机的误差问题一直存在,使得测量结果出现了可靠性不足的问题,那么为了进一步提高该设备的应用价值,有相关学者针对三坐标测量机的各类误差,提出了相对的补偿方法,理论上可以消除各类误差,得到准确的结果。
1 三坐标测量机常见误差类型在相关理论基础上,三坐标测量机的误差类型可以分为两类,即静态误差、动态误差,其中静态误差的特点在于其误差值会始终保持在稳定水平,而动态误差则会随着存在时间的增长而增加,所以在误差补偿角度上,应当先对两种误差进行了解,再选择相应的方法。
下文将介绍三坐标测量机静态误差、动态误差的产生原因以及事例表现。
(1)静态误差。
三坐标测量机的静态误差产生原因一般在于:外部因素对设备结构造成了瞬时性影响,此类影响带来的误差因为影响转瞬即逝,所以不容易发生变化,但这一表现不代表静态误差的影响力不大,因为在通常情况下静态误差的误差值要大于动态误差的初始值,乃至动态误差经过一段时间发展后也无法超过静态误差值,所以应当对静态误差保持重视。
在事例上,在三坐标测量机测量当中,其侧头测针存在磨损现象,此时就会形成静态误差[1]。
(2)动态误差。
三坐标测量机动态误差的产生原因有很多,例如温度、灰尘、人工等外在因素,此类误差在大部分情况下都会随着时间的延长而增加误差值,但在特殊情况下会表现出不稳定的动态化表现。
在事例上,在三坐标测量机测量当中,周边的温度、灰尘会随着时间累积而增长,相应引起的测量误差值也会随之增长,这即为动态误差的常规表现;在人工因素下,介于人工不稳定性的特征,其采点测量速度会不平衡,但具体表现却无法预测,由此就形成了不稳定的动态误差表现[2]。
三坐标测量机的精度提高可通过使用固定补偿模型或自适应补偿模型,或将两者结合起来完成。
固定补偿模型取决于坐标测量机误差的检测结果及所建立的校正表。
例如, 使用激光干涉仪标定的光栅尺校正值表, 可用于坐标测量机光栅尺的线性度补偿。
有研究表明,用三坐标测量机进行测量时,需要对测头半径进行补偿。
在对现有的测头半径补偿方法进行分析的基础上,提出一种“四点共球法”,可以实现对测头半径的补偿。
测量时还能使用自适应补偿模型,这种方法用于正坐标测量机随机发生的几何构成上的变化。
提高坐标测量机精度的成本取决于测量机的重复而不是几何精度。
通过精度提高一般可使几何误差减少80%~ 90% 。
第三种方法是对测量机光栅尺及工件都进行了校正,校正后, 由热膨胀引起的误差可减少80%以上。
温度测量的不确定性及热膨胀系数的变化留下10% ~ 20% 的残差得不到校正。
但当温度迅速变化时, 由于情况变得复杂, 线性温度补偿不能很好地起作用。
三坐标测量机测量误差分析及补偿方法作者:许朝山来源:《山东工业技术》2019年第14期摘要:三坐标测量机是一项通用性较高的测量设备,在机械、电子领域当中的应用十分广泛,但在实际应用角度上,该测量设备却始终存在测量误差问题,为了应对该设备的误差问题,本文对三坐标测量机测量误差分析及补偿方法进行分析,主要了解该设备误差分类,再提出针对性的误差分析及补偿方法。
关键词:三坐标测量机;准静态误差;动态误差;补偿DOI:10.16640/ki.37-1222/t.2019.14.0380 引言作为高精度测量设备,三坐标测量机的误差问题一直存在,使得测量结果出现了可靠性不足的问题,那么为了进一步提高该设备的应用价值,有相关学者针对三坐标测量机的各类误差,提出了相对的补偿方法,理论上可以消除各类误差,得到准确的结果。
1 三坐标测量机常见误差类型在相关理论基础上,三坐标测量机的误差类型可以分为两类,即静态误差、动态误差,其中静态误差的特点在于其误差值会始终保持在稳定水平,而动态误差则会随着存在时间的增长而增加,所以在误差补偿角度上,应当先对两种误差进行了解,再选择相应的方法。
下文将介绍三坐标测量机静态误差、动态误差的产生原因以及事例表现。
(1)静态误差。
三坐标测量机的静态误差产生原因一般在于:外部因素对设备结构造成了瞬时性影响,此类影响带来的误差因为影响转瞬即逝,所以不容易发生变化,但这一表现不代表静态误差的影响力不大,因为在通常情况下静态误差的误差值要大于动态误差的初始值,乃至动态误差经过一段时间发展后也无法超过静态误差值,所以应当对静态误差保持重视。
在事例上,在三坐标测量机测量当中,其侧头测针存在磨损现象,此时就会形成静态误差[1]。
(2)动态误差。
三坐标测量机动态误差的产生原因有很多,例如温度、灰尘、人工等外在因素,此类误差在大部分情况下都会随着时间的延长而增加误差值,但在特殊情况下会表现出不稳定的动态化表现。
·6· 设计与研究 机械 2009年第2期 总第36卷———————————————收稿日期:2008-11-05 作者简介:孙科(1985-),重庆人,硕士研究生,主要研究方向为机械制造自动化。
三坐标测量机测头半径补偿实用算法孙科,田怀文(西南交通大学 机械工程学院,四川 成都 610031)摘要:针对三坐标测量机表面数据化测量过程,本文给出一种实用的测头半径补偿算法。
提出了采用两次细化测量点的策略,首先沿测量线进行测量点的插值细化,然后在测量线(截面)之间再次进行插值细化。
在此基础上,对整个被测表面上各细化点,利用插值求导的方法求出其横向和纵向切向量,然后对切向量叉积求得各细化点的法向量,最后进行测头半径补偿计算。
关键词:测量;插值;细化截面;半径补偿中图分类号:O29 文献标识码:A 文章编号:1006-0316 (2009) 02-0006-03A measure of probe radius compensation for CMMSUN Ke ,TIAN Huai-wen(School of Mechanical Engineering, SouthWest JiaoTong University, Chengdu 610031, China)Abstract :A practical probe radius compensation is described in this paper for CMM measurements of the surface data. Propose a strategy that refine the measureing points two times, interpolate of the measureing points along the measureing line, then interpolate of the cross-sections. After this, derive the horizontal and vertical shear vector of the refineing points using methods of interpolation and derivation, and then cross-product the two shear vectors to obtain the law vector of each refineing points, and compensate the probe radius in the end.Key words :measurement ;interpolate ;refineing cross-section ;radius compensation反求工程指的是针对已有产品原型,消化吸收和挖掘蕴含产品设计、制造和管理等各个方面的一系列分析方法、手段和技术的综合。
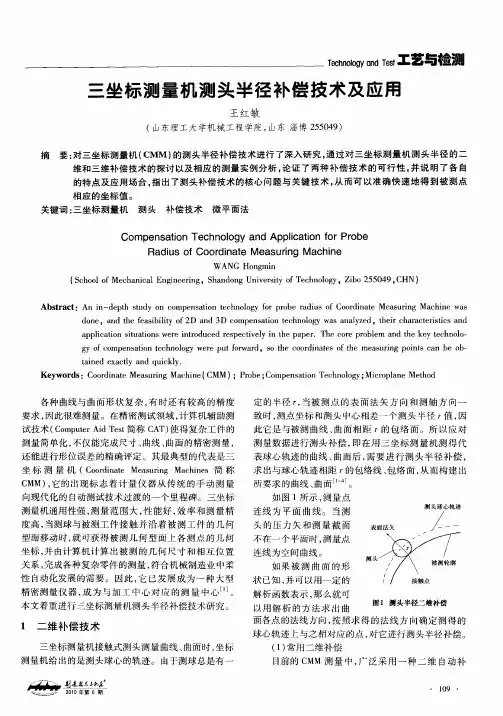
三坐标测量叶片型面半径补偿技术的应用与分析艾玲王亮(沈阳炮兵学院,沈阳110162)(沈阳航空发动机设计研究所,沈阳110015)摘要本文简要介绍了三坐标测量机在进行叶片型面测量时,二维半径补偿、三维半径补偿技术的应用及其误差分析。
关键词三坐标测量机叶型半径补偿一、引言三坐标测量机进行接触式测量时,一般采用球形测头,而在测量过程中,测量机采集的是测头中心的坐标值,在测量常规几何要素(如平面、球、圆柱等)时,测量软件可以根据被测量要素的数学模型自动进行测头半径的补偿。
但在测量像叶片等没有数学模型的被测零件时,测量软件无法自动进行半径补偿。
叶片具有复杂的空间几何形状,如图1,一般包括榫头和叶身两部分,由于叶身的形状复杂,没有任何数学模型,常见的是用截面法来描述,即用多个平行的理想平面与叶身相截,得到的各个截面形状来描述叶片,每个截面又根据需要取一定数量的点,这样就通过截面位置和截面内点的位置来描述整个叶片的形状,叶型的测量就是要获得这些点的位置数据。
由于叶型没有任何数学模型,且各个截面的形状不同,并存在叶身空间的扭曲和倾斜,因此,叶型的测量与常规几何要素不同,尤其在半径补偿技术的应用方面,应仔细分析,并根据具体情况使用不同的半径补偿方法,才能获得正确的测量结果。
二、半径补偿方法的分类总体来说,半径补偿可分为二维半径补偿和三维半径补偿两类。
11二维半径补偿二维半径补偿是在忽略叶身的空间扭曲和倾斜情况下进行的一种简单的半径补偿方法。
前提条件是二维半径补偿产生的系统误差和测量机的测量不确定度合成后的总测量不确定度能够满足测量的要求。
二维半径补偿产生的系统误差将在下面进行详细分析。
一般测量软件均可以在内部进行二维半径补偿,当然,也可以将测量数据输出到CAD系统进行二维OFFSET操作,实现二维半径补偿。
由于二维半径补偿的算法并不复杂,还可自行编制计算软件进行二维半径补偿。
21三维半径补偿当进行二维半径补偿时,总测量不确定度不能满足测量要求时,必须进行三维半径补偿。
基于三角网格构建的扫描测头半径三维补偿张伟;赵云飞【期刊名称】《计算机工程与应用》【年(卷),期】2014(000)004【摘要】采用扩展的自组织特征映射神经网络探讨了三坐标测量机接触式密集数据采集的测头半径三维补偿。
构建了基于三角形网格构建的测头半径三维补偿模型。
经过训练,神经网络将整个数字化点群数据分成许多子区域,每个子区域用一个微切平面逼近;对子区域的分类核心,即神经元位置权重,沿微切平面法矢方向进行修正,得到逼近测头球心面的三角形网格II;根据微切平面的法线,对测头半径进行三维补偿,得到逼近接触曲面的三角形网格III。
测头半径三维补偿的法矢方向,也可通过估算三角网格II顶点的法矢得到。
算例表明所创建的测头半径三维补偿模型有效可行。
%By using the Extended Self-Organizing FeatureMap(ESOFM)neural network, an approach to the probe radius 3D(three dimension)compensation of the Coordinate Measuring Machine(CMM)for the dense 3D scattered data is developed based on the reconstruction of triangle mesh. After the neural network trained, the whole scattered data are divided into sub-regions whose classified core is represented by the weight vectors of the neurons. Every sub-region is approximated by a tangent plane. Then the neuron location weights of the probe radius 3D compensation model are adjusted along the normal vectors of the tangent plane, and triangle mesh II is reconstructed which draws near probe center surface. The probe radius is compensated according to the normal vectorof the tangent plane, and triangle mesh III is reconstructed which draws near part surface. The normal vectors for probe radius 3D compensation can also be achived by computing vertex normal of triangular mesh II. The method is validated experimentally on three examples.【总页数】9页(P262-270)【作者】张伟;赵云飞【作者单位】中国计量学院机电工程学院,杭州 310018;中国计量学院机电工程学院,杭州 310018【正文语种】中文【中图分类】TP391;TH721【相关文献】1.复杂型面测量中测头中心的轨迹曲面及测半径的三维补偿 [J], 王建华;林其骏2.基于Delaunay三角剖分的测头半径补偿算法 [J], 赵小军3.基于神经网络的接触式测头半径三维补偿 [J], 张伟;赵云飞4.基于三角网格法的测头半径补偿方法的研究 [J], 王淑玉;徐铮;邵华5.逆向工程中基于Delaunay三角剖分的测头半径补偿 [J], 陈惠贤;王胜玉;徐晓栋因版权原因,仅展示原文概要,查看原文内容请购买。