三坐标测量机测头半径补偿技术及应用
- 格式:pdf
- 大小:374.78 KB
- 文档页数:5
三坐标测量技术应用本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March摘要汽车、飞机等现代高新技术工业发展的突飞猛进,三坐标测量技术是关键控制技术手段。
而目前市场上三坐标测量机品牌较多,海克斯康三坐标是其中在中国目前应用最广泛的三坐标测量机,并配置国际最先进的数字控制系统及友好界面,因此,研究三坐标测量机的选择、零件的装夹、程序编辑应用、程序优化,对了解坐标测量机的测量过程质量和提高测量效率保证产品质量与机械性能不可以或缺。
对三坐标测量机分类,程序详细规划测量程序的步骤,并对模具强度要求做了说明.通过本设计,可以对注塑模具有一个初步的认识,注意到设计中的某些细节问题, 了解坐标测量机结构及工作原理,同时也对测座、测头和PC-Dmis软件高级语言应用进行了学习。
关键词:三坐标测量机 PC-DMISAbstractCars, planes and other modern high-tech industry development by leaps and bounds, three coordinate measuring technology is the key control technology.And coordinates measuring machine brands on the market at present is more, sea, kang is one of coordinates in China at present the most widely used coordinate measuring machine, and configure the most advanced digital control system and friendly interface, therefore, studies the selection of three coordinate measuring machine, the clamping parts, the application of program editing and the optimization, the understanding of coordinate measuring machine measurement process quality and improve the efficiency of measurement to ensure the product quality and mechanical properties can’t or lack of.To coordinate measuring machine classification, program detailed planning measurement steps, and the mold strength requirement. Through this design, injection mold has a preliminary understanding of, can be noticed in the design of some details, know the structure and working principle of coordinate measuring machine, but also on measuring, measuring head and PC-DMIS software applications in a high-level language for learning.Key word: Coordinate Measuring MachinePC-DMIS设计者:XXX指导老师:XXX前言近年来,三坐标测量技术应用和水平发展十分迅速,高效率、自动化、精度高、重复性、坐标测量机测量在测量质量管控中所占比例越来越大。
三坐标测量机测球直径的校正和误差分析摘要:三坐标测量机(CMM)以其测量精度高、稳定性好、操作方便快捷的特点广泛的被应用。
但是在使用三坐标测量机测量有些几何要素时,有时测量准确度不是很高。
文章对坐标测量原理进行简述,重点分析三坐标测量机测球直径的校正与误差。
关键词:三坐标测量机;球直径;误差1坐标测量的原理任何形状都是由空间点组成,所有的几何量测量都可归结为空间点的测量,因此精确进行空间点坐标的采集,是评定任何几何形状的基础。
坐标测量机的基本原理是将被测零件放入它已允许的测量空间,精密地测出被测零件表面的点在空间3个坐标位置的数值,将这些点的坐标数值经过计算机数据处理,拟合形成测量元素,如圆、球、圆柱、圆锥、曲面等,经过数学计算的方法得出其形状、位置误差及其他几何量数据。
用CMM进行零件测量,理论上,测头的球半径应为零,测头和工件接触为测头中心。
得到的数据是测头中心的坐标值,而非测头与被测件接触点的坐标值。
但实际上,测头有一半径,从而需要对测头直径进行校正,即进行测头球心轨迹曲面域和测头半径补偿。
2三坐标测量机测量的主要步骤2.1测头选择测头部分是测量机的重要部件,测头根据其功能有:触发式、扫描式、非接触式(激光、光学)等。
触发式测头是使用最多的一种测头。
一般的测头头部都是由一个杆和测球组成。
最常见的测球的材料是红宝石,因为红宝石是目前已知的最坚硬的材料之一,只有极少的情况不适宜采用红宝石球。
高强度下对铝材料制成的工件进行扫描时,选择氮化硅较好;对铸铁材料工件进行高强度扫描,推荐使用氧化锆球。
为保证一定的测量精度,在对测头的使用上,需要注意:(1)测头长度尽可能短:探针弯曲或偏斜越大,精度将越低。
因此在测量时,尽可能采用短探针。
(2)连接点最少:每次将探针与加长杆连接在一起时,就额外引入了新的潜在弯曲和变形点。
因此在应用过程中,尽可能减少连接的数目。
(3)使测球尽可能大:测球直径较大可削弱被测表面未抛光对精度造成的影响。
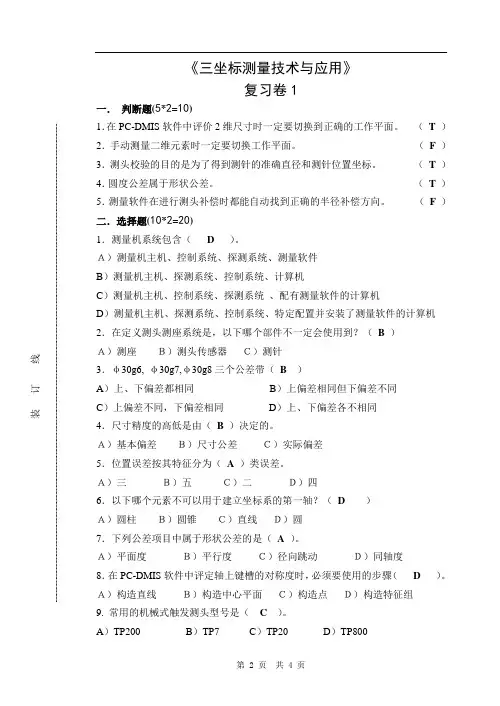
《三坐标测量技术与应用》复习卷1一. 判断题(5*2=10)1.在PC-DMIS 软件中评价2维尺寸时一定要切换到正确的工作平面。
( T ) 2.手动测量二维元素时一定要切换工作平面。
( F ) 3.测头校验的目的是为了得到测针的准确直径和测针位置坐标。
( T ) 4.圆度公差属于形状公差。
( T ) 5.测量软件在进行测头补偿时都能自动找到正确的半径补偿方向。
( F ) 二.选择题(10*2=20)1.测量机系统包含( D )。
A)测量机主机、控制系统、探测系统、测量软件 B )测量机主机、探测系统、控制系统、计算机C )测量机主机、控制系统、探测系统 、配有测量软件的计算机D )测量机主机、探测系统、控制系统、特定配置并安装了测量软件的计算机 2.在定义测头测座系统是,以下哪个部件不一定会使用到?( B )A)测座 B)测头传感器 C)测针 3.φ30g6, φ30g7,φ30g8三个公差带( B )A )上、下偏差都相同B )上偏差相同但下偏差不同C )上偏差不同,下偏差相同D )上、下偏差各不相同 4.尺寸精度的高低是由( B )决定的。
A)基本偏差 B)尺寸公差 C)实际偏差 5.位置误差按其特征分为( A )类误差。
A)三 B)五 C)二 D)四6.以下哪个元素不可以用于建立坐标系的第一轴?( D ) A)圆柱 B)圆锥 C)直线 D)圆 7.下列公差项目中属于形状公差的是( A )。
A)平面度 B)平行度 C)径向跳动 D)同轴度8.在PC-DMIS 软件中评定轴上键槽的对称度时,必须要使用的步骤( D )。
A)构造直线 B)构造中心平面 C)构造点 D)构造特征组 9. 常用的机械式触发测头型号是( C )。
A )TP200B )TP7C )TP20D )TP800装 订 线10. 专门用于检测齿轮、叶片、凸轮用的测量软件为( B )。
A )普通版软件 B )专用版软件 C )统计分析软件 D )补偿软件 三. 简答题(4*5=20)1.简述三坐标测量机中探测系统(即测头测座系统)的组成结构。
三坐标测球半径如何补偿误差?当测针接触到工件时,三坐标测量机接收的的坐标值应是红宝石球头中心点坐标,显然,测量软件将自动沿着测针从接触点回退的方向加上一个测球半径值作为测量值。
但该测量值是一个与测头的机械惯性有关的动态值。
实际上,测量作为一个动态过程,其测量值应该考虑到从测头采点到实际向系统传送该点坐标值时发生的机器空间移动距离。
尽管这个距离极小,但对系统计算动态尺寸有一定影响。
在实际测量时,每测量一个元素,系统都可以自动区分测球半径的补偿方向,计算正确的补偿半径。
在采点开始后,测量软件将在沿着测针接触工件的方向上对测球进行半径补偿。
但被补偿点并非真正的接触点,而是测头沿着测针接触工件方向的延长线上的一个点。
这样就造成了补偿误差,产生误差的大小与测球的半径及该工件被测面与笛卡尔坐标轴的夹角有关,夹角越大,误差越大。
①测球半径r对补偿误差的影响补偿误差δ与测球半径r成正比关系,即测球半径r越小,补偿误差δ也越小。
因此当用三坐标测量机进行点位测量时,应选用尽可能小的测球。
②测针轴线与被测表面法线间的夹角α对补偿误差的影响当测针轴线与被测表面法线间的夹角α等于0时,测球半径补偿误差δ也为0。
因此,测量时要尽可能使测针轴线与被测表面垂直,使测头沿着被测表面的法线方向移动,以最大限度地减小测球半径补偿误差。
在用三坐标测量机测量点元素时,测量软件在自动补偿测球半径过程中会出现测球半径补偿误差。
通过运用参考坐标系找正工件或用CNC模式进行测量,使测头沿着被测表面的法线方向移动采集点的坐标,可以尽量减小测球半径补偿误差,正确进行测球半径补偿,提高测量精度。
三坐标测量仪如何应用在现代设计制造流程的?通过南京三坐标专家前面的一些介绍,我们知道,三坐标因其精确度广泛用于工业工件测量等行业之中,选择适合自己的三坐标有利于测量数据更加精准。
三坐标测量仪测量原理:将被测物体置于三坐标测量空间,可获得被测物体上各测点的坐标位置,根据这些点的空间坐标值,经计算求出被测物体的几何尺寸,形状和位置。
三坐标测量机在汽轮机叶片检测中的应用研究范恒亮;李大胜【摘要】本文提出了用三坐标测量机通过扫描的方法对汽轮机叶片复杂曲面进行检测,并对测头的路径进行了规划,提出了一种快速、准确的测量方案.并对测头半径进行了补偿,保证了测量结果的准确性.针对汽轮机叶片的结构特点采用专用测量夹具,保证了检测的稳定和精度.【期刊名称】《科技视界》【年(卷),期】2018(000)007【总页数】2页(P34-35)【关键词】汽轮机叶片;三坐标测量仪;路径规划;半径补偿【作者】范恒亮;李大胜【作者单位】蚌埠学院机械与车辆工程学院,安徽蚌埠 233030;蚌埠学院机械与车辆工程学院,安徽蚌埠 233030【正文语种】中文【中图分类】TH7210 引言汽轮机是一种动力机械,它的作用是将蒸汽的内能转换成成机械能。
汽轮机叶片工作会受高温高压蒸汽的作用,导致叶片承受着较大的弯矩,高速运转中过程中还会受较大的离心力,因此要求叶片具有良好的工艺性能。
汽轮机叶片是由叶身、叶根和叶冠构成,结构由复杂的曲面构成,汽轮机叶片实物如图1所示。
叶片的加工精度直接影响汽轮机的工作,因此,对叶片复杂曲面的检测显得至关重要。
常规检测方法对复杂曲面的检测误差较大[1],因此,选择一种更为精确和更高灵敏度的检测方法是十分重要的。
图1 汽轮机叶片实物图1 叶片曲面测量方法对叶片曲面的测量传统的检测方法有自动绘图法、标准样板法、电感测量法、光学投影法,如图2所示。
现代的测量方法采用智能化的系统检测,如坐标测量法和机器人视觉测量法。
图2 叶片的传统测量方法在当今测试技术领域,三坐标测量技术和光电测试技术使用率较高,这两种技术也主要应用于自由曲线、曲面的检测。
光电检测技术的优点是速度快和效率高,常见的光三角法、谱分析法、光干涉法和光纤法等[2]。
三坐标测量机是集光学、机械、数控技术和计算机技术为一体的大型精密智能化仪器[3]。
三坐标测量机由主机、测头和电气系统三大部分组成,具体由驱动装置、框架结构、平衡部件、标尺系统、三位侧头、导轨、转台与附件等组成。
43工业技术0 引言 作为高精度测量设备,三坐标测量机的误差问题一直存在,使得测量结果出现了可靠性不足的问题,那么为了进一步提高该设备的应用价值,有相关学者针对三坐标测量机的各类误差,提出了相对的补偿方法,理论上可以消除各类误差,得到准确的结果。
1 三坐标测量机常见误差类型 在相关理论基础上,三坐标测量机的误差类型可以分为两类,即静态误差、动态误差,其中静态误差的特点在于其误差值会始终保持在稳定水平,而动态误差则会随着存在时间的增长而增加,所以在误差补偿角度上,应当先对两种误差进行了解,再选择相应的方法。
下文将介绍三坐标测量机静态误差、动态误差的产生原因以及事例表现。
(1)静态误差。
三坐标测量机的静态误差产生原因一般在于:外部因素对设备结构造成了瞬时性影响,此类影响带来的误差因为影响转瞬即逝,所以不容易发生变化,但这一表现不代表静态误差的影响力不大,因为在通常情况下静态误差的误差值要大于动态误差的初始值,乃至动态误差经过一段时间发展后也无法超过静态误差值,所以应当对静态误差保持重视。
在事例上,在三坐标测量机测量当中,其侧头测针存在磨损现象,此时就会形成静态误差[1]。
(2)动态误差。
三坐标测量机动态误差的产生原因有很多,例如温度、灰尘、人工等外在因素,此类误差在大部分情况下都会随着时间的延长而增加误差值,但在特殊情况下会表现出不稳定的动态化表现。
在事例上,在三坐标测量机测量当中,周边的温度、灰尘会随着时间累积而增长,相应引起的测量误差值也会随之增长,这即为动态误差的常规表现;在人工因素下,介于人工不稳定性的特征,其采点测量速度会不平衡,但具体表现却无法预测,由此就形成了不稳定的动态误差表现[2]。
此外,在静态误差与动态误差的综合角度上,静态误差本身虽然不会因为时间增长而发生变化,但在其他因素条件下,其会出现动态性表现,例如侧头测针磨损现象就会在长期应用当中愈发严重,这即为一种动态性表现,针对这一现象,在误差补偿中影响以当前静态误差值为基准来进行计算,以保障计算结果准确性。
三坐标测量机误差补偿技术综述
刘鹏;康秋红
【期刊名称】《重庆工商大学学报(自然科学版)》
【年(卷),期】2008(025)003
【摘要】误差补偿是一种有效提高三坐标测量机精度的方法.在简单介绍三坐标测量机产生与发展的基础上,综述了目前国内外三坐标测量机测量误差补偿技术研究的意义与现状,并给出了一些有益的建议和结论.
【总页数】4页(P243-246)
【作者】刘鹏;康秋红
【作者单位】重庆工商大学计算机科学与信息工程学院,重庆,400067;重庆工商大学图书馆,重庆,400067
【正文语种】中文
【中图分类】TN249
【相关文献】
1.基于Quindos系统的三坐标测量机几何精度误差补偿技术 [J], 吕岩
2.基于Quindos系统的三坐标测量机几何精度误差补偿技术 [J], 吕岩
3.基于有限元分析的三坐标测量机误差补偿建模的研究 [J], 仉毅;刘吉柱
4.三坐标测量机误差补偿方法的研究 [J], 赵天婵;吴晖;冯俊;吴文炳
5.水平臂式三坐标测量机的误差补偿 [J], 王克新;郭敬滨;张国雄
因版权原因,仅展示原文概要,查看原文内容请购买。
三坐标测量机的精度提高可通过使用固定补偿模型或自适应补偿模型,或将两者结合起来完成。
固定补偿模型取决于坐标测量机误差的检测结果及所建立的校正表。
例如, 使用激光干涉仪标定的光栅尺校正值表, 可用于坐标测量机光栅尺的线性度补偿。
有研究表明,用三坐标测量机进行测量时,需要对测头半径进行补偿。
在对现有的测头半径补偿方法进行分析的基础上,提出一种“四点共球法”,可以实现对测头半径的补偿。
测量时还能使用自适应补偿模型,这种方法用于正坐标测量机随机发生的几何构成上的变化。
提高坐标测量机精度的成本取决于测量机的重复而不是几何精度。
通过精度提高一般可使几何误差减少80%~ 90% 。
第三种方法是对测量机光栅尺及工件都进行了校正,校正后, 由热膨胀引起的误差可减少80%以上。
温度测量的不确定性及热膨胀系数的变化留下10% ~ 20% 的残差得不到校正。
但当温度迅速变化时, 由于情况变得复杂, 线性温度补偿不能很好地起作用。