坐标测量机测头半径的补偿方法
- 格式:doc
- 大小:184.30 KB
- 文档页数:4
三坐标测量机测球直径的校正和误差分析摘要:三坐标测量机(CMM)以其测量精度高、稳定性好、操作方便快捷的特点广泛的被应用。
但是在使用三坐标测量机测量有些几何要素时,有时测量准确度不是很高。
文章对坐标测量原理进行简述,重点分析三坐标测量机测球直径的校正与误差。
关键词:三坐标测量机;球直径;误差1坐标测量的原理任何形状都是由空间点组成,所有的几何量测量都可归结为空间点的测量,因此精确进行空间点坐标的采集,是评定任何几何形状的基础。
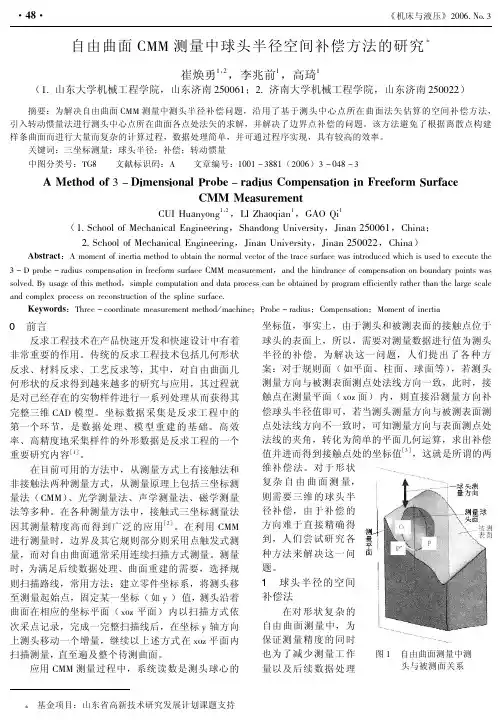
坐标测量机的基本原理是将被测零件放入它已允许的测量空间,精密地测出被测零件表面的点在空间3个坐标位置的数值,将这些点的坐标数值经过计算机数据处理,拟合形成测量元素,如圆、球、圆柱、圆锥、曲面等,经过数学计算的方法得出其形状、位置误差及其他几何量数据。
用CMM进行零件测量,理论上,测头的球半径应为零,测头和工件接触为测头中心。
得到的数据是测头中心的坐标值,而非测头与被测件接触点的坐标值。
但实际上,测头有一半径,从而需要对测头直径进行校正,即进行测头球心轨迹曲面域和测头半径补偿。
2三坐标测量机测量的主要步骤2.1测头选择测头部分是测量机的重要部件,测头根据其功能有:触发式、扫描式、非接触式(激光、光学)等。
触发式测头是使用最多的一种测头。
一般的测头头部都是由一个杆和测球组成。
最常见的测球的材料是红宝石,因为红宝石是目前已知的最坚硬的材料之一,只有极少的情况不适宜采用红宝石球。
高强度下对铝材料制成的工件进行扫描时,选择氮化硅较好;对铸铁材料工件进行高强度扫描,推荐使用氧化锆球。
为保证一定的测量精度,在对测头的使用上,需要注意:(1)测头长度尽可能短:探针弯曲或偏斜越大,精度将越低。
因此在测量时,尽可能采用短探针。
(2)连接点最少:每次将探针与加长杆连接在一起时,就额外引入了新的潜在弯曲和变形点。
因此在应用过程中,尽可能减少连接的数目。
(3)使测球尽可能大:测球直径较大可削弱被测表面未抛光对精度造成的影响。
三坐标测球半径如何补偿误差?当测针接触到工件时,三坐标测量机接收的的坐标值应是红宝石球头中心点坐标,显然,测量软件将自动沿着测针从接触点回退的方向加上一个测球半径值作为测量值。
但该测量值是一个与测头的机械惯性有关的动态值。
实际上,测量作为一个动态过程,其测量值应该考虑到从测头采点到实际向系统传送该点坐标值时发生的机器空间移动距离。
尽管这个距离极小,但对系统计算动态尺寸有一定影响。
在实际测量时,每测量一个元素,系统都可以自动区分测球半径的补偿方向,计算正确的补偿半径。
在采点开始后,测量软件将在沿着测针接触工件的方向上对测球进行半径补偿。
但被补偿点并非真正的接触点,而是测头沿着测针接触工件方向的延长线上的一个点。
这样就造成了补偿误差,产生误差的大小与测球的半径及该工件被测面与笛卡尔坐标轴的夹角有关,夹角越大,误差越大。
①测球半径r对补偿误差的影响补偿误差δ与测球半径r成正比关系,即测球半径r越小,补偿误差δ也越小。
因此当用三坐标测量机进行点位测量时,应选用尽可能小的测球。
②测针轴线与被测表面法线间的夹角α对补偿误差的影响当测针轴线与被测表面法线间的夹角α等于0时,测球半径补偿误差δ也为0。
因此,测量时要尽可能使测针轴线与被测表面垂直,使测头沿着被测表面的法线方向移动,以最大限度地减小测球半径补偿误差。
在用三坐标测量机测量点元素时,测量软件在自动补偿测球半径过程中会出现测球半径补偿误差。
通过运用参考坐标系找正工件或用CNC模式进行测量,使测头沿着被测表面的法线方向移动采集点的坐标,可以尽量减小测球半径补偿误差,正确进行测球半径补偿,提高测量精度。
三坐标测量仪如何应用在现代设计制造流程的?通过南京三坐标专家前面的一些介绍,我们知道,三坐标因其精确度广泛用于工业工件测量等行业之中,选择适合自己的三坐标有利于测量数据更加精准。
三坐标测量仪测量原理:将被测物体置于三坐标测量空间,可获得被测物体上各测点的坐标位置,根据这些点的空间坐标值,经计算求出被测物体的几何尺寸,形状和位置。
三坐标测量机测头系统的误差分析与修正杜翠翠;徐强;冯旭刚;章家岩【摘要】测头是三坐标测量机的关键部分,其动态性能对测量机最终测量结果有直接的影响。
为了提高三坐标测量机测头的测量精度,以触发式测头系统为主,研究了测头系统动态误差的构成,分析了测头预行程误差来源及影响因素,提出了将测头直径动态标定与微平面补偿法相结合的方法对测头直径进行补偿。
通过对凹轮轮廓进行测量,并在逆向工程软件中对测头直径补偿前后进行对比。
结果表明,该方法对测量机测头直径有较好的补偿效果,具有一定的应用价值。
%As probe is the key component of coordinate measuring machine ( CMM) ,its dynamic per-formance has direct influence on the final measurements.In order to enhance the accuracy of CMM,compo-sition of the probe dynamic error system was studied with focus on introducing the touch triggerprobe.Probe pre-travel error sources and influencing factors were analyzed.The method combining dynamic calibration of probe radius and micro plane compensation was put forward to make compensation for the probe radius.Af-ter measuring the outline of a concave wheel and comparing probe radius before and after the compensation in reverse engineering software,the results showed that the method made better compensation for the probe radius and was worth more applications.【期刊名称】《常州工学院学报》【年(卷),期】2016(029)003【总页数】5页(P33-37)【关键词】三坐标测量机;测头系统;预行程误差;测头直径【作者】杜翠翠;徐强;冯旭刚;章家岩【作者单位】安徽工业大学电气与信息工程学院,安徽马鞍山 243032;安徽工业大学电气与信息工程学院,安徽马鞍山 243032;安徽工业大学电气与信息工程学院,安徽马鞍山 243032;安徽工业大学电气与信息工程学院,安徽马鞍山243032【正文语种】中文【中图分类】TH-9三坐标测量机的测头一直都是学者们的研究热点。
测头-三坐标测头-使⽤三坐标测量前的测头校正使⽤三坐标测量前的测头校正三坐标测量机在进⾏测量⼯作前要进⾏测头校正,这是进⾏测量前必须要做的⼀个⾮常重要的⼯作步骤,因为测头校正中的误差将加⼊到以后的零件测量中。
⽽在触发式测头校正后的测针宝⽯球直径要⽐其名义值⼩,这使许多操作员感到奇怪,但是要解释原因,可不是⼀两句话能说清楚的。
让我们从校正测头的原理说起。
1、为什么要校正测头:校正测头主要有两个原因:为了得到测针的红宝⽯球的补偿直径和不同测针位置与第⼀个测针位置之间的关系。
三坐标测量机在进⾏测量时,是⽤测针的宝⽯球接触被测零件的测量部位,此时测头(传感器)发出触测信号,该信号进⼊计数系统后,将此刻的光栅计数器锁存并送往计算机,⼯作中的测量软件就收到⼀个由X、Y、Z坐标表⽰的点。
这个坐标点我们可以理解为是测针宝⽯球中⼼的坐标,它与我们真正需要的测针宝⽯球与⼯件接触点相差⼀个宝⽯球半径。
为了准确计算出我们所要的接触点坐标,必须通过测头校正得到测针宝⽯球的半/直径。
在实际测量⼯作中,零件是不能随意搬动和翻转的,为了便于测量,需要根据实际情况选择测头位置和长度、形状不同的测针(星形、柱形、针形)。
为了使这些不同的测头位置、不同的测针所测量的元素能够直接进⾏计算,要把它们之间的关系测量出来,在计算时进⾏换算。
所以需要进⾏测头校正。
2、测头校正的原理:测头校正主要使⽤标准球进⾏。
标准球的直径在10mm⾄50mm之间,其直径和形状误差经过校准(⼚家配置的标准球均有校准证书)。
测头校正前需要对测头进⾏定义,根据测量软件要求,选择(输⼊)测座、测头、加长杆、测针、标准球直径(是标准球校准后的实际直径值)等(有的软件要输⼊测针到测座中⼼距离),同时要分别定义能够区别其不同⾓度、位置或长度的测头编号。
⽤⼿动、操纵杆、⾃动⽅式在标准球的最⼤范围内触测5点以上(⼀般推荐在7~11点),点的分布要均匀。
计算机软件在收到这些点后(宝⽯球中⼼坐标X、Y、Z值),进⾏球的拟合计算,得出拟合球的球⼼坐标、直径和形状误差。
三坐标测量机测量误差分析及补偿方法三坐标测量机是一项通用性较高的测量设备,在机械、电子领域当中的应用十分广泛,但在实际应用角度上,该测量设备却始终存在测量误差问题,为了应对该设备的误差问题,本文对三坐标测量机测量误差分析及补偿方法进行分析,主要了解该设备误差分类,再提出针对性的误差分析及补偿方法。
标签:三坐标测量机;准静态误差;动态误差;补偿0 引言作为高精度测量设备,三坐标测量机的误差问题一直存在,使得测量结果出现了可靠性不足的问题,那么为了进一步提高该设备的应用价值,有相关学者针对三坐标测量机的各类误差,提出了相对的补偿方法,理论上可以消除各类误差,得到准确的结果。
1 三坐标测量机常见误差类型在相关理论基础上,三坐标测量机的误差类型可以分为两类,即静态误差、动态误差,其中静态误差的特点在于其误差值会始终保持在稳定水平,而动态误差则会随着存在时间的增长而增加,所以在误差补偿角度上,应当先对两种误差进行了解,再选择相应的方法。
下文将介绍三坐标测量机静态误差、动态误差的产生原因以及事例表现。
(1)静态误差。
三坐标测量机的静态误差产生原因一般在于:外部因素对设备结构造成了瞬时性影响,此类影响带来的误差因为影响转瞬即逝,所以不容易发生变化,但这一表现不代表静态误差的影响力不大,因为在通常情况下静态误差的误差值要大于动态误差的初始值,乃至动态误差经过一段时间发展后也无法超过静态误差值,所以应当对静态误差保持重视。
在事例上,在三坐标测量机测量当中,其侧头测针存在磨损现象,此时就会形成静态误差[1]。
(2)动态误差。
三坐标测量机动态误差的产生原因有很多,例如温度、灰尘、人工等外在因素,此类误差在大部分情况下都会随着时间的延长而增加误差值,但在特殊情况下会表现出不稳定的动态化表现。
在事例上,在三坐标测量机测量当中,周边的温度、灰尘会随着时间累积而增长,相应引起的测量误差值也会随之增长,这即为动态误差的常规表现;在人工因素下,介于人工不稳定性的特征,其采点测量速度会不平衡,但具体表现却无法预测,由此就形成了不稳定的动态误差表现[2]。
三坐标测量机的精度提高可通过使用固定补偿模型或自适应补偿模型,或将两者结合起来完成。
固定补偿模型取决于坐标测量机误差的检测结果及所建立的校正表。
例如, 使用激光干涉仪标定的光栅尺校正值表, 可用于坐标测量机光栅尺的线性度补偿。
有研究表明,用三坐标测量机进行测量时,需要对测头半径进行补偿。
在对现有的测头半径补偿方法进行分析的基础上,提出一种“四点共球法”,可以实现对测头半径的补偿。
测量时还能使用自适应补偿模型,这种方法用于正坐标测量机随机发生的几何构成上的变化。
提高坐标测量机精度的成本取决于测量机的重复而不是几何精度。
通过精度提高一般可使几何误差减少80%~ 90% 。
第三种方法是对测量机光栅尺及工件都进行了校正,校正后, 由热膨胀引起的误差可减少80%以上。
温度测量的不确定性及热膨胀系数的变化留下10% ~ 20% 的残差得不到校正。
但当温度迅速变化时, 由于情况变得复杂, 线性温度补偿不能很好地起作用。
坐标测量机测头系统误差分析与补偿方法
【摘要】本文对接触式测头系统在测量过程中和测量方法上存在的误差进
行了详细的分析,并给出了相应的补偿方法。
在测量过程中,从机械结构、测量时逼近速度和逼近距离等几个角度分析了测头误差误差来源;在测量方法上,由于接触式测头测量时所反馈的是测头中心的坐标值, 而不是被测点的坐标值,故必需对测头半径误差进行补偿。
关键词:接触式测头动态误差半径补偿
1、引言
测头被称为坐标测量机的“心脏”[1]。
测头与被测工件直接接触,测量机是用测头来拾取信号的,测量机的功能、工作效率、精度与测头密切相关,没有先进的测头,就没法发挥测量机的功能。
对测量机的精度而言,随着测量机误差补偿技术的广泛应用,使得测头在触测误差在总体误差中占有很大的份额。
测头对测量机精度的影响往往比其他因素要打,不仅在静态或准今天测量中,在动态测量中也是如此。
故对于测头而言,不仅需要对测头系统固有的误差进行分析补偿,对测量过程和测量方法上引起的误差也要给予足够的重视,这样才能使得测头的误差足够小。
现阶段由于扫描式和非接触式测头技术不够成熟,故市面上坐标测量机的大部分测头均为接触式测头,并且相较于扫描式和非接触式测头,接触式测头具有较高的精度,故本文对接触式测头的误差进行分析。
2、测头系统的误差分析与补偿
测头系统的误差主要包括测头机械结构部分误差、测量过程中因逼近速度和逼近距离不同带来的动态误差。
2.1 测头的机械结构误差
测头机械结构误差包括: 机械零件的制造误差和装配误差,如理论测针半径与实际测针半径之间的误差,该部分误差属于静态误差,一般通过测头的校准从而得以消除; 测量过程中的原理误差。
包括以下几项:
(1) 测力引起的测杆及支架的变形误差
根据测头的触发原理,测端在刚刚接触被测件时并不发出触发信号,当测端上的力足够大,它所产生的力足以克服弹簧的力,使一对接触副脱开,测头与工件相对移动一定距离,这一距离称为预行程。
预行程的变化直接影响测头的触发精度,是最大的测头误差源,且它的量值随测杆的长度或触发力的增加而增加。
尽管接触式探针的测量力不是很大,但对于高精度测量来说,测量力使得测杆挠曲变形带来的误差是不可忽视的。
挠曲变形是一个很复杂的物理过程,它受到测力大小、测杆长度、粗细、材质、接触形式等诸多因素影响[1]。
(2) 各向异性带来的预行程变化量误差
测头结构的特点决定了测头在各个方向的预行程大小不同,这会给测头带来预行程变化量误差。
这也是接触触发式测头本身所固有的误差类型[2]。
2. 2 探测速度和逼近距离带来的动态误差
当测头与被测工件表面接触后,克服弹簧预紧力,使处于闭合回路的三对球柱接触副任意一对或一对以上脱开时,数据采集和处理统根据探测器的输出变化而发送触发脉冲。
测头向控制系统发出一个触发信号后,控制系统就向CPU 发出一个中断请求,要求CPU 立即响应,并将测端球心的空间坐标值锁存。
但由于CPU 在执行完当前指令后才能响应中断,必然会带来时间随机误差r t ,同时在中断服务程序中不可缺少的现场保护会产生时间滞后,从而带来系统误差s t 。
因此从测头发出采样信号到CPU 响应中断并锁存数据,存在系统时间延时r s t t +。
若测头与工件接触时的探测速度为v ,则空间坐标的采样误差
()r s l v t t ∆=+
由此可见,若测量机的探测速度大,信号处理及传输的时间长,带来的测量误差也就越大。
在使用过程中,常常给测量设定一个逼近距离,在逼近距离内,降低测头的运行速度,以慢速去触碰工件。
采用这样的方式可以相应减小由于发讯迟滞带来的误差[2]。
3、测头的半径补偿
当测针接触到工件时, 三坐标测量机接收的的坐标值应是红宝石球头中心点坐标, 显然, 测量软件将自动沿着测针从接触点回退的方向加上一个测球半径值作为测量值。
但该测量值是一个与测头的机械惯性有关的动态值。
实际上, 测量作为一个动态过程, 其测量值该考虑到从测头采点到实际向系统传送该点坐标值时发生的机器空间移动距离。
尽管这个距离极小, 但对系统计算动态尺寸有一定影响[3] 。
在实际测量时, 每测量一个元素, 系统都可以自动区分测球半径的补偿方向, 计算正确的补偿半径。
在采点开始后, 测量软件将在沿着测针接触工件的方向上对测球进行半径补偿。
但被补偿点并非真正的接触点, 而是测头沿着测针接触工件方向的延长线上的一个点。
这样就造成了补偿误差[ 7]。
如图
1、图2 所示,产生误差的大小与测球的半径及该工件被测面与笛卡尔坐标轴的夹角有关, 夹角越大, 误差越大。
图1 测量状态图 图2 计算示意图
(1)测球半径r 对补偿误差的影响
由图2中
2222221222cos 2(1cos )4sin 2r r r r α
αα=-=-=(P P )
得: 12P P =2cos
2r α (1) 又因为: 12OP P =2sin 2
r α∠ 122OPP πβ=
-∠ (2)
在12P PP 中,有 12=PP δβ()sin (3) 将式(1)、式(2)代入式(3),故补偿误差为: 212=P P (1cos )2
r αδβα=-()sin =2r sin (4) 式中 :::r δα测球半径补偿误差
测球半径测针轴线与被测表面法线的夹角
由式(4)可以看出,补偿误差δ与测球半径r 成正比关系,即测球半径r 越小,补偿误差δ也越小。
因此当用三坐标测量机进行点位测量时,应选用尽可能小的测球。
(2)测针轴线与被测表面法线间的夹角α对补偿误差的影响
令图2中
'sin r δα=
''cos r δα= (5)
则当'=0δ时,=0α,且此时''0r δ=>。
函数具有极小值。
可见当测针轴线与被测表面法线间的夹角=0α时,测球半径补偿误差δ也为0。
因此,测量时要尽可能使测针轴线与被测表面垂直,使测量沿着被测表面的法线方向移动,以最大限度地减少测球的补偿误差。
随着人们对半径补偿的重视,目前对与半径补偿已有较多的算法,常见 补偿技术分两大类:二维补偿技术和三维补偿技术。
二维补偿技术里主要的补偿方法有:常用二维补偿法和三点共圆补偿法;三维补偿技术里的主要补偿方法有:微平面法、微球面法、曲面拟合法。
4、总结
本文通过对接触式测头的分析详细的介绍了测头在工作过程中各种因素引起的误差,并介绍了相关的消除与补偿方法。
参考文献:
[1]赵静三坐标测量机动态误差源分析与建模研究[D] 合肥工业大学 2005
[2]丁邦宙费业泰三维触发式坐标测量机测头误差分析与性能实验[J] 农业机械学报 2011.11(228-230)
[3]宋开臣等. 三坐标测量机的动态误差补偿研究. 仪器仪表学报, 1999, 20( 1) : 23~ 25
[4] 王毅. 利用电位测量法对曲面测量的测头球头半径的自动补偿. 中国计量测试学会几何量专业委员会1986 年全国年会论文集. 北京: 中国计量测试学会几何量专业委员会, 1986: 204。