检验控制流程图IQC IPQC FQC OQC
- 格式:pdf
- 大小:9.61 MB
- 文档页数:4

IQC.IPQC.EQC.QA.QC.分别表示什么意思进货检验员(IQC)CLInetLabIQC(以下简称IQC)是CLInet在多年开发维护EQA (实验室间质量评价)系统后,成功开发的一套完善的实验室内部的质量评价、质量控制的软件。
它不仅包含了每家临床实验室每日必要的质量控制管理模式,而且还集成了完善的网络汇总传递的功能,实现了室内质控的室间质量比对。
IQC不是一个简单的数据管理分析系统,而是建立在大型关系型数据库体系上的很多应用。
QC中文全称: 即英文QUALITY CONTROL的简称,中文意义是品质控制,质量检验。
其在ISO8402:1994的定义是“为达到品质要求所采取的作业技术和活动”。
有些推行ISO9000的组织会设置这样一个部门或岗位,负责ISO9000标准所要求的有关品质控制的职能,担任这类工作的人员就叫做QC人员,相当于一般企业中的产品检验员,包括进货检验员(IQC)、制程检验员(IPQC)、最终检验员(FQC)和出货检验员(OQC)。
QA中文全称:即英文QUALITY ASSURANCE 的简称, 中文意思是品质保证,质量保证。
其在ISO8402:1994中的定义是“为了提供足够的信任表明实体能够满足品质要求,而在品质管理体系中实施并根据需要进行证实的全部有计划和有系统的活动”。
有些推行ISO9000的组织会设置这样的部门或岗位,负责ISO9000标准所要求的有关品质保证的职能,担任这类工作的人员就叫做QA人员。
IPQC:即英文In-process Quality Control 的简称, 中文意思是制程检验,担任这类工作的人员叫做制程检验员。
JQE:即英文Joint Qualit Engineer 的简称, 中文意思是品质工程师或客户端工程师,或客户端品质工程师,即供应商花钱雇用的为客户工作的品质工程师,是客户SQE的眼睛和耳朵。
iDQA:即英文Design Quality Assurance 的简称, 中文意思是设计品质保证,如DQA经理(设计品质认证经理)。
进货检验员(IQC)CLInetLabIQC(以下简称IQC)是CLInet在多年开发维护EQA(实验室间质量评价)系统后,成功开发的一套完善的实验室内部的质量评价、质量控制的软件。
它不仅包含了每家临床实验室每日必要的质量控制管理模式,而且还集成了完善的网络汇总传递的功能,实现了室内质控的室间质量比对。
IQC不是一个简单的数据管理分析系统,而是建立在大型关系型数据库体系上的很多应用。
QC中文全称: 即英文QUALITY CONTROL的简称,中文意义是品质控制,质量检验。
其在ISO8402:1994的定义是“为达到品质要求所采取的作业技术和活动”。
有些推行ISO9000的组织会设置这样一个部门或岗位,负责ISO9000标准所要求的有关品质控制的职能,担任这类工作的人员就叫做QC人员,相当于一般企业中的产品检验员,包括进货检验员(IQC)、制程检验员(IPQC)、最终检验员(FQC)和出货检验员(OQC)。
QA中文全称:即英文QUALITY ASSURANCE 的简称, 中文意思是品质保证,质量保证。
其在ISO8402:1994中的定义是“为了提供足够的信任表明实体能够满足品质要求,而在品质管理体系中实施并根据需要进行证实的全部有计划和有系统的活动”。
有些推行ISO9000的组织会设置这样的部门或岗位,负责ISO9000标准所要求的有关品质保证的职能,担任这类工作的人员就叫做QA人员。
IPQC:即英文In-process Quality Control 的简称, 中文意思是制程检验,担任这类工作的人员叫做制程检验员。
JQE:即英文Joint Qualit Engineer 的简称, 中文意思是品质工程师或客户端工程师,或客户端品质工程师,即供应商花钱雇用的为客户工作的品质工程师,是客户SQE的眼睛和耳朵。
iDQA:即英文Design Quality Assurance 的简称, 中文意思是设计品质保证,如DQA经理(设计品质认证经理)。

纠 正 及 预防 措 施 管
理程序
IQC 作业流程图
流程图
权责单位及人员
相关文件及窗体
供货商
《送货单》
物控部
《收料单》
N
品管单位
《料品免检管理办法》 资格认定
Y
《合格供货商名录》
抽样计划 MIL-STD-105E
品管单位 《MIL-STD-105E LEVEL II 》
《进料检验管理程序》
N
N
《进料验收单》 抽样检验
品管单位
《进料检验规范》 《外观检验规范》 《成品作业检验规范》 《QC PASS 章》 N
Y
《进料矫正措施单》 《不良品待处理单》 《质量异常处理办法》 《不合格料品管理程序》
N
相关单位主管
《进料验收单》
Y
品管单位
《进料验收单》 《条件允收标签》
物控单位 《进料验收单》
核准: 审核: 制定:
供应商
收
料
入库
M.R.B 会议 条件允收
核准:审核:制定:。


IQC、IPQC、OQC 、QST 这四个是代表什么意思IQC:INCOMING QUALITY CONTROL其主要职责如下: 1、对供应商所送货物,按照技术标准,工作指示用最好的测量系统进行检验; 2、对供应商所送货物料进行质量评估,如月报,季度评估; 3、对供应商所送货物的异常进行反馈、跟踪,并协助供应商进行改善;QA:QUALITY ASSURANCEQA是质量保证,英文就是quality assurance,在CMMI中QA的主要工作是质量评审和产品评审,在ISO8402:1994中的定义是“为了提供足够的信任表明实体能够满足品质要求,而在品质管理体系中实施并根据需要进行证实的全部有计划和有系统的活动”。
有些推行ISO9000的组织会设置这样的部门或岗位,负责ISO9000标准所要求的有关品质保证的职能,担任这类工作的人员就叫做QA人员;QE是品质工程的意思,英文就是quality engineer,主要从事品质工程的文件制定,QE是建立、分析、完善品质控制程序的人,不会去查每一单货品;QC 是品质管理的意思,英文就是quality controller,主要按照QE指定的品质文件进行品质控制,是质量管理的一部分,致力于满足质量要求,qc是对人事、对物,直接致力于满足质量要求。
具备必要资质的qa是组织中的高级人才,需要全面掌握组织的过程定义,熟悉所参与项目所用的工程技术;qc则既包括软件测试设计员等高级人才,也包括一般的测试员等中、初级人才。
OQC:OQC=Outgoing Quality Control “出货检验”,这种情况下一般只有存在库存的时候才会有的,没有库存的情况下不需要OQC的,FQC就可以了,因为FQC 就是最终检验了。
如果你们的产品库存周期比较长的话,那么这个抽样标准一般不是根据GB2828,而是根据GB2829来的,属于监督性的质量检查。
FQC:有两种情况:第一种是最终检验Final Quality Control,也就是成品的入库前的“最终检验”(没有库存的情况下属于出货前的检验了)。
德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本 A . IQC 管理流程图生效日期 制定部门质量部管 理 流 程 图责 任 单 位相关文件及表单NGOK供应商仓库 仓库IQCIQC相关单位相关单位IQCIQC 、仓库送货单据收货单 送检单AQL- II 抽样标准IQC 作业指导书 IQC 检验报告DSK-QP05《 不合格控制程序》 《进料检验报表》《纠正预防措施报告》标识标签MRB 会签单 限期改善通知书制 定 王民 审 核 核 准材料入厂仓库暂收:待检区开送检单按标准抽样贴绿PASS 标签IQC 检验QE 判定特采挑选退货仓库入仓置退货区贴黄色标签 贴蓝色标签 贴红色标签检验结果德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本 A0 供应商品质控制管理流程图生效日期 制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单N NGOKNGOKIQC IPQCQE/IQC 工程师供应商IQC 工程师IQC 工程师IQC 工程师IQC 工程师来料检验规范书 IQC 来料不良检测报告 IPQC 巡拉作业指导书试验报告品质异常联络单改善处理报告品质异常联络单制 定 王民 审 核 核 准品质异常联络单IQC 检验中发现的来料异常 生产中发现的来料异常 组装试验中发现的来料异常跟进回复结果跟进改善结果结案提出处理对策采购部继续跟进供 应商回复德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本 A0 制程控制(IPQC )管理流程图生效日期 制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单NGOKOKNGNGOKNGOKOKNG NG OKOK生产部生产部IPQC 生产部 FQC相关责任部门相关责任部门质量部(IPQC )IPQC 、生产部、工程部生产部、工程部 质量部领料单 《 生产计划表、》 《作业指导书》IPQC 巡检报告/BOM《改善措施报告》QC 日报表纠正/预防措施通知单IPQC 巡拉检查报告纠正/预防措施报告首件检验报告制 定 王民 审 核 核 准生产领料生产投产生产、工程分析原因批量生产不良率较低改善IPQC 核对物料 FQC 检测确认责任部门写纠正/预防措施送首件确认IPQC 检验 结 案效果确认不良率较高德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本 A .0 品质保证(OQC)管理流程图生效日期 制定部门质量部管 理 流 程 图责 任 单 位相关文件及表单OKNGOKNGOK生产部生产部生产部 OQCOQC相关单位相关单位质量部生产部、仓库、质量部成品送检单AQL- II 抽样标准QA 检验报告返工报告《纠正/预防措施报告》《纠正/预防措施报告》成品入库单制 定 王民 审 核 核 准成品包装OK送成品待检区开送检单按标准抽样盖OQC PASS 印品质判定返工送仓库验收入库 写纠正/预防措施结 案 OQC 检验验证措施德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本 A .0 品质投诉处理管理流程图生效日期 制定部门质量部管 理 流 程 图责 任 单 位相关文件及表单则 否 是NG OK相关部门质量部质量部、生产工程或技术部相关部门相关部门责任单位 质量部质量部投诉报告投诉处理单投诉处理单会议记录《纠正/预防措施报告》再《纠正/预防措施报告》《纠正/预防措施报告》制 定 王民 审 核 核 准投诉内容/项目原因分析确定责任单位查核内容属实会议检讨写纠正/预防措施 验证措施 结 案德森克电梯(中国)有限公司品质工程控制(QE )管理流程图①生效日期 制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单 NGOKIQC技术部/工程部QE 相关部门相关部门IQC 仓库试验申请单试验报告MRB 会议MRB 会签单 限期改善通知书标识贴纸MRB 会签单制 定 王民 审 核 核 准相关试验相关部门决定让步接收 仓库入仓贴黄色标签 贴绿色标签 贴红色标签需做试验的产品 技术工程试验产品试验结果生产下单加工使用 退货置退货区德森克电梯(中国)有限公司品质工程控制(QE )管理流程图②生效日期 制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单 OK NGOK工程部、技术部QE QE质量部生产部、仓储部样品报告样品报告首件/样品检验报告试验报告样品评审单 首件/样品检验报告生产计划表制 定 王民 审 核 核 准相关试验设计样品 制作样品 试验结果通知相关部门生产量产。
QC手法 - IQC/IPQC/OQC检验方法一、原材料检验(IQC)l原进厂检验包括三个方面:①库检:原材料品名规格、型号、数量等是否符合实际,一般由仓管人员完成。
②质检:检验原材料物理,化学等特性是否符合相应原材料检验规定,一般采用抽检方式。
③试检:取小批量试样进行生产,检查生产结果是否符合要求。
l来料不合格的处理:①标识:在外包装上标明“不合格”,堆置于“不合格区”或挂上“不合格”标识牌等。
②处置:退货或调货或其他特采。
③纠正措施:对供应商提供相关要求或建议防止批量不合格的再次出现。
2紧急放行:因生产急需,在检验报告出来前需采用的物资,为紧急放行。
需留样检验,并对所放行物资进行特殊标识并记录,以便需要时进行追踪。
3特采:①从非合格供应商中采购物资——加强检验。
②检验不合格而采用的物资——挑选或修复后使用。
4应特别关注不合格品所造成的损失:①投入阶段发现,损失成本为1元。
②生产阶段发现,损失成本为10元。
③在客户手中发现,损失成本为100元。
lIPQC的检验范围包括:①产品:半成品、成品的质量。
②人员:操作员工艺执行质量,设备操作技能差。
③设备:设备运行状态,负荷程度。
④工艺、技术:工艺是否合理,技术是否符合产品特性要求。
⑤环境:环境是否适宜产品生产需要。
2工序产品检验:对产品的检验,检验方式有较大差异和灵活性,可依据生产实际情况和产品特性,检验方式更灵活。
质检员全检:适用于关键工序转序时,多品种小批量,有致命缺陷项目的工序产品。
工作量较大,合格的即准许转序或入库,不合格则责成操作员工立即返工或返维。
质检员抽检:适用于工序产品在一般工序转序时,大批量,单件价值低,无致命缺陷的工序产品。
员工自检:操作员对自己加工的产品先实行自检,检验合格后方可发出至下道工序。
可提高产品流转合格率和减轻质检员工作量,不易管理控制,时有突发异常现象。
员工互检:下道工序操作人员对上道员工的产品进行检验,可以不予接收上道工序的不良品,相互监督,有利于调动积极性,但也会引起包庇、吵执等造成品质异常现象。
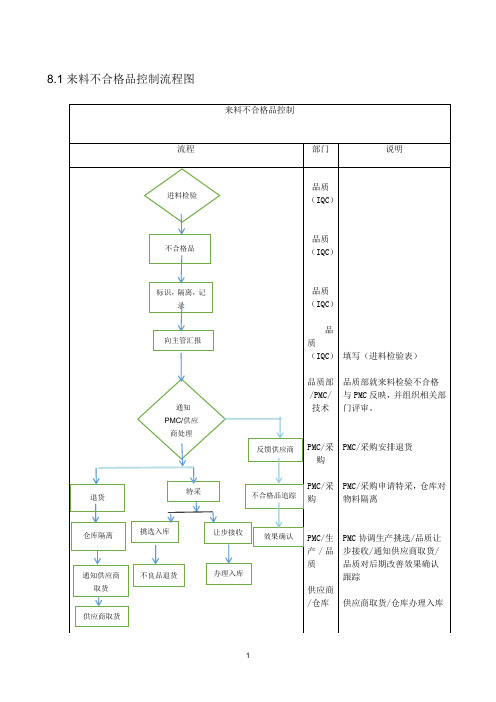
IQC 作业流程图流程图 权责单位及人员 相关文件及窗体
供货商 《送货单》 物控部 《收料单》
N
品管单位 《料品免检管理办法》 《合格供货商名录》 Y
品管单位 《MIL-STD-105E LEVEL II 》
《进料检验管理程序》
N N 《进料验收单》
品管单位
《进料检验规范》 《外观检验规范》
《成品作业检验规范》
《QC PASS 章》
N Y 《进料矫正措施单》
《不良品待处理单》
《质量异常处理办法》
《不合格料品管理程序》 N
相关单位主管 《进料验收单》
Y
品管单位 《进料验收单》
《条件允收标签》
物控单位 《进料验收单》
核准: 审核: 制定:王明星
供应商收 料
入库资格认定抽样计划
MIL-STD-105E 抽样检验M.R.B 会议条件允收纠正及预防措施管理程序
流程图 权责单位及人员 相关文件及窗体
生管单位 《生产工单》
生管单位 《生产工单》
生产单位 《生产工单》
N 生产/品管单位 《首件标签》
《制程首件检查报告》
Y 《外观检验规范》
《产品作业标准书》
生产单位 《生产工单》
《QC PASS 章》
《制程巡回检验作业办法》N 品管单位 《外观检验规范》
《可靠性试验规范》
《不合格品管制程序》
生产单位 《产品作业标准书》
生产单位 《包装规范》
《QC PASS 章》
N 《制程巡回检验作业办法》 品管单位 《外观检验规范》
《不合格品管制程序》
《可靠性试验规范》
Y 《产品作业标准书》
《质量异常处理程序》
生产单位 《送验单》
核准: 审核: 制定:王明星
生产计划备料
首件检查批量生产
IPQC 巡回
抽样检验包 裝
产品标签
IPQC 巡回
抽样检验成品待验改正与预防措施
要求作业程序
首件试做
流程图 权责单位及人员 相关文件及窗体
物控单位 《生产工单》
生产单位 《生产工单》
N 品管单位
《制程巡检日报表》
Y 品管单位 《MIL —STD —105E LEVEL II 》
N 品管单位 《外观检验规范》
《成品检验规范》
《可靠性试验规范》
Y 《成品验收单》
《不合格品待处理单》《质量异常处理办法》
《不合格料品管理程序》
品管单位 《QC PASS 章》
生产单位 《成品验收单》
核准: 审核: 制定:王明星
生产计划生 产抽样计划
MIL —STD —105E FQC 抽样检验合格标签纠正及预防测试管
理程序制程巡检入 库
流程图 权责单位及人员 相关文件及窗体
物控单位 《生产工单》
生产单位 《生产工单》
生产单位 《成品验收单》
N
《出货检验报告》
品管单位 《外观检验规范》 《成品检验规范》 Y 《不合格品待处理单》
《矫正措施单》
《质量异常处理办法》
品管单位 《QC PASS 章》
物控单位 《出货通知单》
核准: 审核: 制定:王明星生产计划生产抽样计划
MIL-STD-105E OQC 抽样检验合格标签纠正及预防措施管理程序入库出货。