制程检验流程图
- 格式:docx
- 大小:21.56 KB
- 文档页数:2
成品检验流程图在生产过程中,成品检验是一个至关重要的环节。
它确保了产品的质量,并防止不合格的产品流入市场。
下面是一个成品检验流程图的示例,它概述了成品检验的主要步骤。
1、准备检验设备在开始成品检验之前,需要准备必要的检验设备,包括测量仪器、检测工具、实验室设备等。
这些设备应按照相关规定进行校准和维护,以确保其准确性和可靠性。
2、接收产品从生产线上接收待检验的产品,并将其放在指定的检验区域。
同时,应记录产品的信息,如型号、规格、批次等。
3、检查外观对产品的外观进行检查,包括是否有划痕、瑕疵、变形等问题。
同时,检查产品的完整性,确保没有明显的缺陷或损坏。
4、检查尺寸和形状使用测量仪器对产品的尺寸和形状进行检测,确保其符合设计要求和规格。
对于关键尺寸和形状,应进行详细的测量和记录。
5、检查材料质量对产品的材料质量进行检查,包括材料的硬度、韧性、耐久性等指标。
对于关键材料,应进行实验室测试和分析。
6、检查功能性能对产品的功能性能进行检查,包括开关、按钮、指示灯等部件的功能测试。
确保产品能够在正常条件下运行,并满足设计要求。
7、审核质量文件查阅产品质量文件,包括生产记录、检测报告、合格证明等。
确保产品质量符合相关标准和客户要求。
8、填写检验报告根据检验结果填写检验报告,记录产品的信息、检测数据和评价结果。
检验报告应准确、完整地反映检验过程和结果。
9、审核检验报告对检验报告进行审核,确认检验结果是否符合要求。
如有不合格的产品,应进行返工或报废处理。
10、交付合格产品将合格的产品交付给下一道工序或客户,确保产品质量符合要求并满足市场需求。
成品检验流程是产品质量控制的关键环节之一。
通过实施严格的成品检验流程,可以确保产品的质量符合标准要求,提高产品的可靠性和安全性。
及时发现并处理潜在问题,有助于降低生产成本和减少质量损失。
成品检验流程图的推广和应用有助于提高企业生产效率和产品质量水平,提升企业的市场竞争力。
在任何生产或制造过程中,原材料的检验都是至关重要的环节。
纠 正 及 预防 措 施 管
理程序
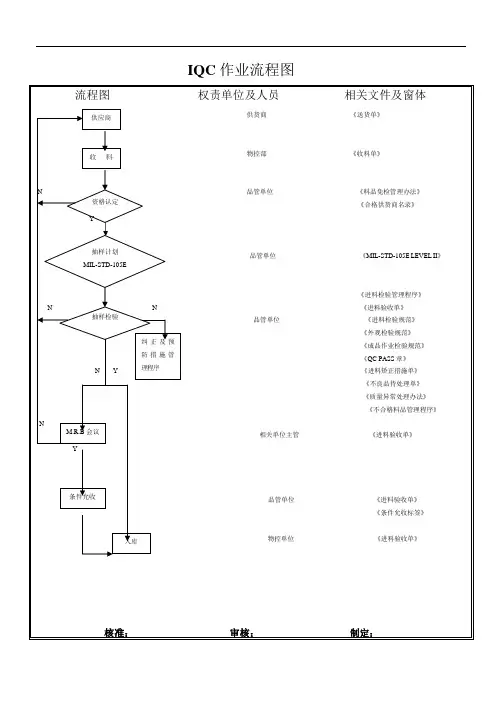
IQC 作业流程图
流程图
权责单位及人员
相关文件及窗体
供货商
《送货单》
物控部
《收料单》
N
品管单位
《料品免检管理办法》 资格认定
Y
《合格供货商名录》
抽样计划 MIL-STD-105E
品管单位 《MIL-STD-105E LEVEL II 》
《进料检验管理程序》
N
N
《进料验收单》 抽样检验
品管单位
《进料检验规范》 《外观检验规范》 《成品作业检验规范》 《QC PASS 章》 N
Y
《进料矫正措施单》 《不良品待处理单》 《质量异常处理办法》 《不合格料品管理程序》
N
相关单位主管
《进料验收单》
Y
品管单位
《进料验收单》 《条件允收标签》
物控单位 《进料验收单》
核准: 审核: 制定:
供应商
收
料
入库
M.R.B 会议 条件允收
核准:审核:制定:。
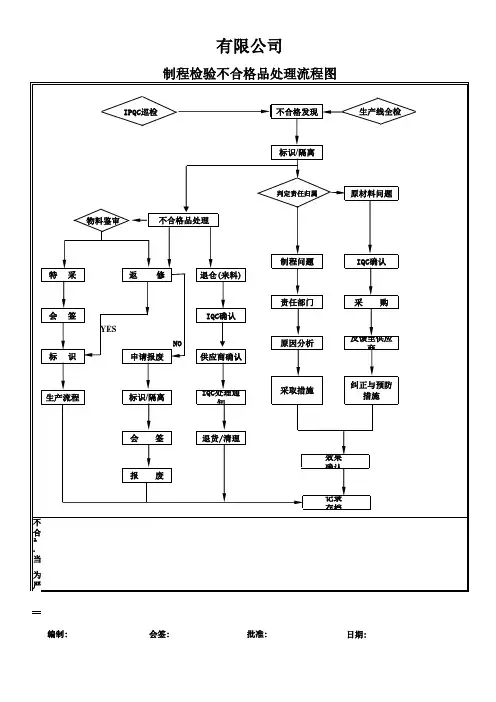
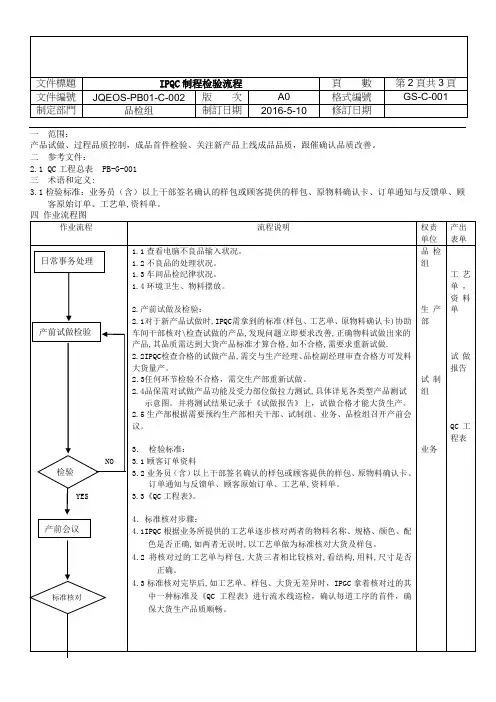
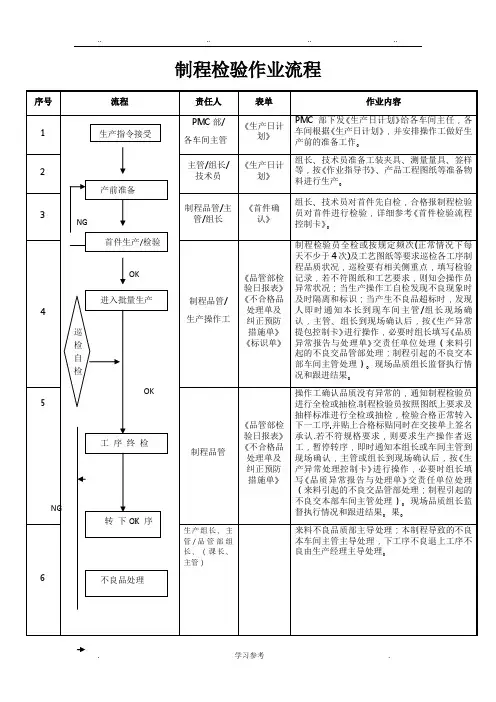
制程检验作业流程流程图1.0目的为保证产品在生产制程中得到有效检验作业,控制制程品质,降低制程返工、报废,提升产品合格率,提高不良出来的时效性,特制定本作业流程。
2.0 范围适用于(备料车间、白身车间、油漆车间、包装车间)生产过程中的检验与控制及不良品处理。
3.0 职责3.1 PMC部:计划课负责生产指令的下达,参与生产异常处理;仓务课负责完成不良品的回仓分类保管、标识确认及不良品退料的督促工作。
3.2 各生产车间:负责制程产品材料确认,首件产品品质确认及生产过程中的自检、互检工作。
反馈、参与生产异常处理;3.3品管部:首件产品确认及生产过程中的巡检、完工后检验,反馈、主导或参与品质异常处理工作,并对数据记录保存、统计、分析、改善,持续改善;3.4 相关部门:主导或参与品质异常处理及异常分析工作。
4.0 作业程序4.1 PMC部下发《生产日计划》给各生产车间主管,各生产车间主管根据《生产日计划》,组织安排操作工做好生产前的准备工作;4.2 各车间组长、技术员准备工装夹具、测量量具、签样等,按样品或产品工程作业标准书等准备物料进行生产。
备料、白身、总装车间:工装夹具、测量量具、签样、作业指导书、图纸、模具等。
油漆车间:色板、签样、作业指导书、图纸等。
包装车间: 签样、作业指导书、图纸、产品包装示意图、模具等。
4.3组长、技术员对首件先自检,合格报制程检验员对首件进行检验,详细参考《首件检验控制卡》。
4.4制程检验员全检或按规定频次(正常情况下每天不少于6次)及工艺图纸等要求巡检各工序制程品质状况,巡检要有相关侧重点,填写巡检记录,若不符图纸和工艺要求,则知会操作员异常状况;当生产操作工自检发现不良现象时及时隔离和标识;当产生不良品超标时,发现人即时通知本组组长到现场确认,组长到现场确认后,按《生产异常提报控制卡》进行操作,必要时组长填写《品质异常报告和处理单》交责任单位处理(来料引起的不良交品管部处理;制程引起的不良交本部车间主管处理)。
1目的对生产现场的材料、半成品和成品进行监视和测量,避免不合格品流入下道工序,造成经济损失;2适用范围该流程适用于产品实现过程的监控和测量;3职责3.1生产部按生产计划进行物料准备,设备调试,工艺参数设定,人员上岗安排,设备、工装的维护与校对;3.2物控部安排生产所需物料的采购与出库;3.3品质部负责对产品生产加工过程的监控和测量;不良品的处理,过程质量的改善和持续改进;4内容4.1生产部门按照订单信息,制定生产计划;填写《加工工艺流程卡》及领用产品标识牌,并将其与生产订单信息进行核对,下达生产指令。
人员、物料、设备、标准安排到位;4.2品质部过程检验员根据产品标识牌,核对《加工工艺流程卡》;核对内容包括:订单号、铭泰号、料号、图片信息、加工要求、生产数量等信息;如有不相符情况,须与生产班组班组长进行沟通,核对。
查找根本原因,作改进措施;4.3流程卡与标识牌信息相符后,开始首件确认工作;依据产品外观标准、流程卡加工工艺要求(包括工艺参数:压力、温度、保压时间、投料克数)和产品尺寸特性要求对首件产品进行质量状态判定,填写好《过程检验记录单》;确认合格并质量状态标识清楚后,通知生产部门进行批量性生产;不符合,则需要进行工艺加工过程的重新验证;4.4制程中,检验员按1次/h进行抽查巡检(包括温度工艺参数3次/h的检查记录),填写好《过程检验记录单》;当发生不良品时,按照《不合格品处理流程》进行处理。
4.5产品每工序完结时,检验员对其进行末次抽样检验,验证产品质量状态,填写好《过程检验记录》;确认合格后,在产品标识牌上状态栏签字或盖章确认,才能进行产品的转序加工;4.6在换岗、换人、换班、模具异常修整后投产时、设备故障维修后投产时、物料批次更换时、量检具维修后、其他特殊情况的工程变更时,必须对工艺过程再次按4.3、4.4、4.5内容进行验证;4.7检验员负责责任工序的每日不良品统计,月末进行月报表的编制。
制程检验作业流程流程图1.0目的为保证产品在生产制程中得到有效检验作业,控制制程品质,降低制程返工、报废,提升产品合格率,提高不良出来的时效性,特制定本作业流程。
2.0 范围适用于(备料车间、白身车间、油漆车间、包装车间)生产过程中的检验与控制及不良品处理。
3.0 职责3.1 PMC部:计划课负责生产指令的下达,参与生产异常处理;仓务课负责完成不良品的回仓分类保管、标识确认及不良品退料的督促工作。
3.2 各生产车间:负责制程产品材料确认,首件产品品质确认及生产过程中的自检、互检工作。
反馈、参与生产异常处理;3.3品管部:首件产品确认及生产过程中的巡检、完工后检验,反馈、主导或参与品质异常处理工作,并对数据记录保存、统计、分析、改善,持续改善;3.4 相关部门:主导或参与品质异常处理及异常分析工作。
4.0 作业程序4.1 PMC部下发《生产日计划》给各生产车间主管,各生产车间主管根据《生产日计划》,组织安排操作工做好生产前的准备工作;4.2 各车间组长、技术员准备工装夹具、测量量具、签样等,按样品或产品工程作业标准书等准备物料进行生产。
备料、白身、总装车间:工装夹具、测量量具、签样、作业指导书、图纸、模具等。
油漆车间:色板、签样、作业指导书、图纸等。
包装车间: 签样、作业指导书、图纸、产品包装示意图、模具等。
4.3组长、技术员对首件先自检,合格报制程检验员对首件进行检验,详细参考《首件检验控制卡》。
4.4制程检验员全检或按规定频次(正常情况下每天不少于6次)及工艺图纸等要求巡检各工序制程品质状况,巡检要有相关侧重点,填写巡检记录,若不符图纸和工艺要求,则知会操作员异常状况;当生产操作工自检发现不良现象时及时隔离和标识;当产生不良品超标时,发现人即时通知本组组长到现场确认,组长到现场确认后,按《生产异常提报控制卡》进行操作,必要时组长填写《品质异常报告和处理单》交责任单位处理(来料引起的不良交品管部处理;制程引起的不良交本部车间主管处理)。
.;.深圳市尊雅印刷有限公司文件编号ZY-3-42 版本A/1/次文件名称生产工艺及检验流程图生效日期2014-3-17页次2/6;.;.深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次3/6流程图设备及作业环境要求品质控制(责任)检验及试验作业指导书工序作业指导书操作规程及保养规范记录表格序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员1 进料检验1.防尘2.防强光3.防潮1.规格型号2.尺寸外观性能等3.纸质卷尺、游标卡尺●检验规范IQC进料检验报告2 入库1.外观包装2.数量、出货标签及相对应的产品标识等目测●仓储作业指导书仓库出入记录;.3 切纸B1 切纸机1.防尘2.湿度60%—80%1.外观2.尺寸3.纸型号4.纸规格5.纸纹1.钢尺2.目测●●切纸作业指导书切纸机操作规程切纸机保养规范切纸机保养记录深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次4/6流程图设备及作业环境要求品质控制(责任)检验及试验作业指导书工序作业指导书操作规程及保养规范记录表格序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员4 拼版A1 拼版台1.温度摄氏25度±5℃。
2.湿度60%-80%。
3.防强光。
4.防尘。
5.防燥。
6.通风。
1.规格型号2.网点3.内容4.尺寸、外观5.拼版位置6.拼版准确性1.放大镜2.钢尺3.目测●拼版作业指导书5 晒版A2 晒版机同上1.脏点2.掉网目测●晒版作业指导书晒版机操作规范晒版机保养记录;.6 洗版A3PS版显影液1.网点2.文字、图案3.外观目测●洗版作业指导书洗版操作规范PS版制版不良记录7 印刷B2 印刷机1.错版2.材质3.颜色4.文字稿5.套位、针位6.数量、外观7.规格、型号1.放大镜2.直尺3.色谱4.带表卡尺5.目测●●样版、制程首件印刷作业指导书印刷机操作规程印刷机保养规范1.印刷机保养记录2.生产日报表深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次5/6流程图设备及作业环境要求品质控制(责任)检验及试验作业指导书工序作业指导书操作规程及保养规范记录表格序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员8 IPQC 1.外观2.内容3.颜色4.套位、针位5.规格、型号6.数量目测●检验规范检验规范制程检验报告;.;.深圳市尊雅印刷有限公司文件编号ZY-3-42 版本/次A/1文件名称生产工艺及检验流程图生效日期2014-3-17页次1/6流程图设备及作业环境要求品质控制(责任)检验及试验作业指导书工序作业指导书操作规程及保养规范记录表格序号工序名称工序代号主要设备作业环境检查内容检测设备IQCIPQCFQC作业员13 粘盒G1G2压铁防强光1.粘盒强度2.外观3.组装4.色位直尺●●样版粘盒作业指导书粘盒操作规范生产日报表14 FQC 1.外观2.内容3.颜色4.组装目测●检验规范检验规范成品检验报告15 包装H 1.外观2.数量3.尺寸4.标签1.直尺2.目测●●包装作业指导书包装操作规程生产日报表1.1.17 入库I 1.数量2.标识3.标签与实物一致目测●仓储作业指导书出货成品入库单、库存成品入库单;.。