3.5.尺寸公差与配合的选用解析
- 格式:ppt
- 大小:444.00 KB
- 文档页数:17

机械制造中公差与配合的选用一、基准制的选择1、基孔制:中等尺寸精度较高的孔的加工和检验,常采用钻头、铰刀、量规等定值刀具和量具,孔的公差带位置固定,可减少刀具、量具的规格,有利于生产和降低成本。
故一般情况下应优先选用基孔制。
2、基轴制:在下列情况下采用基轴制较为经济合理:⑴ 采用冷拨光轴,一般IT8级左右已满足农业机械、纺织机械中某些轴类零件的精度要求,光轴可不再进行加工,因此采用基轴制减少加工较为经济合理,对于细小直径的轴尤为明显。
⑵ 与标准件配合时,基准制的选择要依据标准件而定,如滚动轴承外圈与壳体孔的配合应采用基轴制。
⑶ 基些结构上的需要,要求采用基轴制,如图示,柴油机活塞销同时与连孔和支承孔相配合,连杆要转动,故采用间隙配合,而与支承孔配合可紧些,采用过渡配合.如采用基孔制,则如图示,活塞销需做成中间小、两头大形状,这不仅对加工不利,同时装配也有困难,易拉毛连杆孔。
改用基轴制如图示,活塞销可尺寸不变,而连杆孔、支承孔分别按不同要求加工,较为经济合理且便于安装。
⑷ 任意孔、轴公差带组成的配合:如原需采用Φ50 G7/h6(+0.034/+0.009)/(0/-0.016),为间隙配合,Xmax=ES-ei=+0.050, Xmin=EI-es=+0.009。
现无法实现,则可改选Φ50 F7/k6(+0.050/+0.025)/(+0.018/+0.002), Xmax=+0.048, Xmin=+0.007,使保持近似的配合。
二、公差等级的选择选择公差等级应在满足机器使用要求的前提下,尽量选用低的公差等级。
但如工艺条件许可,成本增加不多的情况下,也可适当提高公差等级,来保证机器的可靠性、延长使用寿命、提供一定精度储备,以取得更好的经济效益。
⑴ 用于量块、量规的公差等级IT01-IT1主要用于高精度量块的公差和其他精密标准块的公差,它们大致相当于量块1-3级精度。
IT1-IT7用于检查IT5-IT6级工件的量规的尺寸公差。

零件尺寸公差与配合的合理选择(1)一、基孔制和基轴制的选择基准制是选择孔轴间各种配合关系的前提,被分为基孔制和基轴制两种系列。
基孔制是基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。
基孔制的特点是孔为基准孔,其下偏差为零。
基轴制是基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。
基轴制的特点是轴为基准轴,其上偏差为零。
维修中基准制的选择原则是:(1)一般情况下,要优先选用基孔制。
相对来说,加工孔要比加工轴困难。
采用基孔制,通过改变轴的尺寸和基准孔相配,加工起来容易方便,工艺性好;又有利于减少加工同一公称尺寸而配合不同的孔,所需标准刀具和量具的总数,减少总的生产投入。
(2)修理中,若直接截取冷拉钢材做轴,外圆不再进行加工,可采用基轴制,在加工孔中实现配合要求。
(3)与标准件配合的零件,基准制的选择应依照标准件来定。
(4)修理件的基准制应根据相配件的具体情况进行选择。
(5)由于结构原因必须采用多件配合时,应根据装配要求,具体分析情况,选用合适的基准制。
二、公差等级的选择(1)选择公差等级首先要能满足使用要求。
常用的配合尺寸一般采用的公差等级为IT5~IT11;特别精密零件的配合尺寸一般采用的公差等级为IT2~IT5;非配合尺寸制造时,一般采用的公差等级为IT12~IT18。
(2)选择公差等级要考虑工艺实现的可能性和经济性。
在满足使用的前提下,应尽可能地选择较低的公差等级以降低加工成本。
在生产过程中,产品精度的提高会明显增加生产成本,两者并不成正比关系。
因此,选择公差等级一定要慎重。
首先要对各种加工方法能达到的公差等级做到心中有数。
然后,再根据工艺设备和条件进行综合考虑。
(3)维修件选择公差等级还要考虑相配零件的精度及装配要求等。
三、配合的选择1.配合的一般选择配合是指基本尺寸相同的,相互结合的孔和轴的公差带之间的关系。
因此,配合性质主要由基本偏差的特点决定,同时也与公差等级有一定关系。


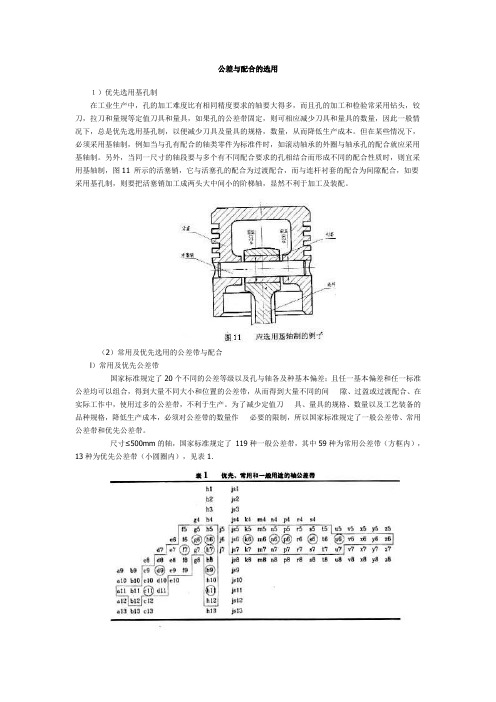
公差与配合的选用1)优先选用基孔制在工业生产中,孔的加工难度比有相同精度要求的轴要大得多,而且孔的加工和检验常采用钻头,铰刀,拉刀和量规等定值刀具和量具,如果孔的公差带固定,则可相应减少刀具和量具的数量,因此一般情况下,总是优先选用基孔制,以便减少刀具及量具的规格,数量,从而降低生产成本。
但在某些情况下,必须采用基轴制,例如当与孔有配合的轴类零件为标准件时,如滚动轴承的外圈与轴承孔的配合就应采用基轴制。
另外,当同一尺寸的轴段要与多个有不同配合要求的孔相结合而形成不同的配合性质时,则宜采用基轴制,图11 所示的活塞销,它与活塞孔的配合为过渡配合,而与连杆衬套的配合为间隙配合,如要采用基孔制,则要把活塞销加工成两头大中间小的阶梯轴,显然不利于加工及装配。
(2)常用及优先选用的公差带与配合l)常用及优先公差带国家标准规定了20个不同的公差等级以及孔与轴各及种基本偏差;且任一基本偏差和任一标准公差均可以组合,得到大量不同大小和位置的公差带,从而得到大量不同的间隙、过盈或过渡配合、在实际工作中,使用过多的公差带,不利于生产。
为了减少定值刀具、量具的规格、数量以及工艺装备的品种规格,降低生产成本,必须对公差带的数量作必要的限制,所以国家标准规定了一般公差带、常用公差带和优先公差带。
尺寸≤500mm的轴,国家标准规定了119种一般公差带,其中59种为常用公差带(方框内),13种为优先公差带(小圆圈内),见表1.尺寸≤500mm的孔,国家标准规定了105种一般公差带,其中44种为常用公差带(方框内),13种为优先公差带(小圆圈内),见表22)常用及优先配合国家标准根据我国生产的实际情况并参照国际公差标准的规定,在尺寸≤500mm内,规定了59种基孔制常用配合,其中13种为优先配合,见表3 规定了47种基轴制常用配合,其中13种为优先配合,见表3、表4(3)公差等级的选用在生产实际中,应根据零件在机器中的作用及性能要求,选用适当的公差等级。