公差与配合简介
- 格式:ppt
- 大小:634.00 KB
- 文档页数:24
公差与配合国家标准公差与配合是机械制造中非常重要的概念,它涉及到零件加工的精度、质量和可靠性。
国家标准对公差与配合进行了规范,为机械制造提供了统一的标准,有利于提高产品的质量和可靠性。
本文将对公差与配合国家标准进行详细介绍,以便读者更好地了解和应用这一重要的机械制造知识。
一、公差的定义和分类。
公差是指零件尺寸允许的最大偏差和最小偏差之间的差值。
按照国家标准,公差分为国际制公差和普通制公差两种。
国际制公差采用字母T、H、D、E、f等符号表示,普通制公差采用数字表示。
公差的选择应根据零件的用途、加工工艺和成本等因素进行综合考虑,以求在满足使用要求的前提下尽量减少成本。
二、配合的定义和分类。
配合是指两个零件之间的相对位置关系。
按照国家标准,配合分为基本配合、普通配合和紧配合三种。
基本配合是指在设计图纸上直接标注的配合,普通配合是指在基本配合的基础上,通过加减公差来确定的配合,紧配合是指在基本配合的基础上,通过加大公差来确定的配合。
不同的配合类型适用于不同的工作条件和要求,应根据实际情况进行选择。
三、国家标准的作用和意义。
国家标准对公差与配合进行了严格的规范,其作用和意义主要体现在以下几个方面,首先,国家标准统一了公差与配合的表示方法和计算方法,为机械制造提供了统一的依据,有利于不同厂家之间的技术交流和产品配套。
其次,国家标准规定了不同公差等级和配合类型的适用范围,有利于提高产品的互换性和通用性。
最后,国家标准对公差与配合的选择和应用提出了具体的要求和建议,有利于指导实际生产和加工,提高产品的质量和可靠性。
四、如何正确应用国家标准。
正确应用国家标准对公差与配合是提高产品质量和可靠性的关键。
在实际生产和加工中,应根据国家标准的要求,合理选择公差等级和配合类型,严格控制加工工艺,确保零件尺寸和形位精度的符合要求。
同时,应加强对国家标准的学习和理解,不断提高对公差与配合的认识水平,提高技术工人和管理人员的素质和能力。
公差与配合的基础知识
公差和配合是机械制造工艺中非常重要的概念,用于描述工件尺寸之间的关系。
公差指的是零件尺寸与其设计尺寸之间的差值,用来确定零件允许的尺寸范围。
配合则是指在不同零件之间的相对尺寸关系,用来确定零件之间的相对位置关系和相互作用。
公差分为基本公差和限制公差两种。
基本公差是指在设计过程中就考虑到的,能够满足零件的功能和使用要求的最小公差,一般是与零件的重要性和制造工艺性有关。
而限制公差则是制造过程中需要考虑到的外部因素引入的公差,如生产设备精度、材料性质和变形等。
配合包括过盈配合、间隙配合和干涉配合三种。
过盈配合是指零件之间的尺寸设计上有一定的重叠,以保证在组合时会产生一定的压力或压力矩,达到稳定和传递动力的效果。
间隙配合则是指允许一定的间隙,以保证零件之间的相对运动和方便拆卸。
干涉配合是指设计上两个相对配合的零件会发生部分重叠,这种配合适用于实现旋转运动或传输扭矩的设备。

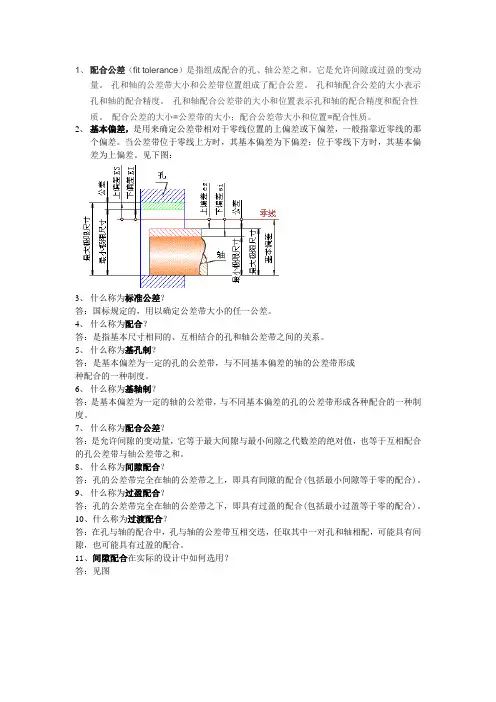
--公差与配合根底知识一.尺寸偏差和公差的术语及定义1.尺寸:用特定单位表示的数值.Ф20±0.05中20为根本尺寸.3.实际尺寸;实际测量所得的尺寸4.极限尺寸;指允许尺寸变化的两个界限值.其中:较大的一个称为最大极限尺寸较小的一个称为最小极限尺寸尺寸偏差=某一尺寸-根本尺寸偏差包括:实际偏差=实际尺寸-根本尺寸上偏差=最大极限尺寸—根本尺寸ES〔孔〕、es〔轴〕下偏差= 最小极限尺寸—根本尺寸EI〔孔〕、ei〔轴〕零线是在公差带图中,确定偏差的一条基准直线,也叫零偏差线二、有关配合的术语及定义1.配合——公差带之间的关系〔根本尺寸相同〕孔——轴 { 其差值为正是 X ;其差值为负是 Y}2.间隙配合——具有间隙〔含 Xmin =0 〕的配合。
孔在轴的公差带之上。
最大间隙 Xmax =Dmax -dmin =ES-ei最小间隙 Xmin =Dmax -dmax =EI-es平均间隙 Xp=1/2〔Xmax +Xmin 〕3.过盈配合——具有过盈〔含 Ymin =0 〕的配合。
孔在轴的公差带之下。
最小过盈 Ymin =Dmax -dmin =ES-ei最大过盈 Ymax =Dmin -dmax =EI-es平均过盈 Yp=1/2〔Ymin +Ymax 〕4.过渡配合——可能具有 X 或 Y 的配合。
此时孔轴公差带相互交叠。
公式用以上 X , Y5.配合公差——允许 X 或 Y 的变动量。
间隙配合:Tf= ∣Xmax -Xmin ∣过盈配合:Tf= ∣Ymin -Ymax ∣过渡配合:Tf= ∣Xmax -Ymax ∣结论:配合精度与零件的加工精度有关,假设要配合精度高,那么应降低零件的公差,即提高工件本身的加工精度。
反之亦然。
三.基准制 ------ 公差与配合标准对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制 -------- 基孔制中的孔称为基准孔,用 H 表示,基准孔以下偏差为根本偏差,且数值为零。
机械设计中的公差与配合在机械设计中,公差与配合是非常重要的概念。
公差是指零件尺寸与设计要求之间的允许偏差范围,而配合则是指不同零件之间相互间隙的大小。
准确的公差和合适的配合对于机械设备的性能和可靠性至关重要。
一、公差的定义与分类公差是对零件尺寸变化的容许范围的界定。
公差是设计和制造的妥协结果,它既要满足功能的需求,又要考虑到制造的可行性。
在机械设计中,公差通常分为以下几类:1. 基本公差:基本公差是指根据设计要求给定的一个标准公差,用于控制零件尺寸的变化范围。
根据国际标准ISO 286,基本公差分为四个等级,分别用字母T、S、H和N表示,其中T级为最严格,N级为最宽松。
2. 配合公差:配合公差是指由配合零件特性和使用要求来确定的公差。
根据配合要求的不同,配合公差可以分为间隙配合、过盈配合和干涉配合三种类型。
3. 标准公差:标准公差是指由标准规定的常用公差,用于机械设计和制造过程中的参考。
例如ISO 2768-1、ISO 2768-2和GB/T 1804等标准都规定了常用的公差等级和范围。
二、配合类型与选择原则在机械设计中,不同的配合类型适用于不同的应用场景。
正确选择合适的配合类型可以保证机械装配的精度和可靠性。
下面介绍一些常见的配合类型和选择原则:1. 间隙配合:间隙配合是指在配合零件之间留有一定的间隙,可以容许零件相对运动。
间隙配合适用于要求较高的转动性能和密封性能的场合,例如轴与轴承之间的配合。
2. 过盈配合:过盈配合是指配合零件之间存在压力或紧固力,以增加摩擦力或传递力。
过盈配合适用于要求较高的定位精度和传递力的场合,例如齿轮与轴的配合。
3. 干涉配合:干涉配合是指配合零件之间存在重叠或交叉,需通过压入或加热等方式进行装配。
干涉配合适用于要求较高的连接强度和刚性的场合,例如轴套与轴的配合。
在选择配合类型时,需要考虑到零件的功能要求、使用环境和装配工艺等因素,并根据经验和计算来确定合适的配合公差和间隙。
公差与配合1. 什么是公差公差是指在制造或加工过程中,由于生产设备、生产材料以及工艺等原因,导致制造件的尺寸、形状和位置发生变化的程度。
公差实际上是一种能够容许制造误差的范围,它决定了零件的质量。
公差可以用来描述一个尺寸的变动范围。
公差通常由上下两个限制值来表示。
上限值表示了允许的最大尺寸,下限值则表示了允许的最小尺寸。
例如,一个尺寸的公差为+/-0.05mm,表示这个尺寸允许偏差最大为0.05mm。
2. 公差的分类公差可以分为四个主要类型:基本公差、形位公差、位置公差和运动配合公差。
2.1 基本公差基本公差是最常见的公差类型,用于描述尺寸的变化范围。
基本公差通常在设计阶段就确定,并且对于不同的尺寸有不同的要求。
基本公差可以分为线性公差和角度公差两种。
线性公差用于描述直线尺寸的变化范围,例如长度、宽度、高度等。
角度公差用于描述角度的变化范围,例如直角、斜角等。
2.2 形位公差形位公差用于描述零件的形状和位置关系。
形位公差通常用于要求零件在装配时能够正确地定位和配合。
形位公差包括平面度、圆度、圆柱度等。
平面度描述了一个平面内各个点的偏差程度,圆度描述了一个圆的变形程度,圆柱度描述了一个圆柱的偏差程度。
2.3 位置公差位置公差用于描述一个或多个特征之间的距离、角度以及相对位置关系。
位置公差通常用于要求零件在装配时能够正确地定位和配合。
位置公差可以分为对称位置公差、非对称位置公差和对角位置公差。
对称位置公差要求特征之间的位置关系要对称,非对称位置公差则没有对称性要求,对角位置公差要求特征之间的位置关系要满足一定的角度要求。
2.4 运动配合公差运动配合公差用于描述零件之间的运动关系。
运动配合公差通常用于要求零件能够在装配时能够正确地运动,并且具有一定的紧固或间隙要求。
运动配合公差包括间隙配合、过盈配合等。
间隙配合要求在零件之间存在一定的间隙,过盈配合则要求零件之间存在一定的压合。
3. 配合的选择配合是指零件之间的相互关系,通常是通过公差的选择来实现的。
公差与配合基本理论一、形状公差
直线度
平面度
真圆度
圆柱度线轮廓度面轮廓度
二、位置公差(常见)标准中必须有基准要求
位置度平行度对称度
同轴度
三、跳动
圆跳动全跳动
四、面粗糙度公差
表示用不去除材料的方法得到的表面粗糙度,如用冲压、锻造等。
表示用去除材料的方法得到的表面粗糙度,如车削、铣鉋等。
五、配合关系:
1、间隙配合:指相配合的孔大于轴(最小为0)的配合关系。
2、过渡配合:指孔与轴的公差带出现重叠,即可能有间隙配合,
又可能有过盈配合。
3、过盈配合:相配合的轴大于(最小为0)的配合关系。
五、基准制选择
1、基孔制:以孔为基准,通过轴的尺寸变化来配合孔形成各种
配合关系。
2、基轴制:以轴为基准,通过孔的尺寸变化来配合轴形成各种
配合关系。
因为加工孔的难度大于加工轴,所以一般较少采用。
1/2
实例:
形状公差:
位置公差:
1、孔φ3+0.05/+0.02 轴φ3+0/-0.02 间隙配合。
2、孔φ3±0.025 轴φ3+0/-0.05过渡配合。
3、孔φ3+0/-0.02 轴φ3+0.05/+0.01 过盈配合。
公差与配合一、公差与配合的基本概念1、了解两个术语:1)标准公差:用来确定公差带大小的任一公差,数值可以根据公差等级和基本尺寸,在标准公差数值表上查得。
(公差没有正负,不能是零)2)公差等级:确定尺寸精确程度的等级,共分20级,IT01—IT18高^公差等级低IT01、IT0、IT1、IT2.............IT18小-标准公差值>大2、确定公差带的两个基本要素:1)、大小要素:由标准公差确定2)、位置要素:由基本偏差确定基本偏差:用来确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差。
基本偏差的作用是确定了公差带相对于零线的位置,由于公差带的位置不同就可得到不同的配合,以满足各种配合性质的需要。
新国标就将这些确定公差带位置的基本偏差进行标准化,构成了一个基本偏差系列(共28种)孑L/轴基本偏差代号D.cdD.dE.eEF.efF.fFG.fgG.gH.hJ.jJS.jsK.kM.mN.nP.pR.rS.sT.tU. uV.vX.xY.yZ.zZA.zaZB.zbZC.zc孔的公差带代号I例:。
20H7“t公差等级代号(大小要素)孔的基本偏差代号(位置要素尸3配合:孔的尺寸减轴的尺寸的代数差1)间隙配合(X都为正值)孔的公差带在轴的公差带之上。
配合公差二I最大间隙-最小间隙IA.aH.h属间隙配合2)过盈配合:(Y都为负值)孔的公差带在轴的公差带之下。
配合公差二I最小过盈-最大过盈IP.pZC.zc属过盈配合3)过渡配合:孔的公差带与轴的公差带相互交叠。
配合公差=1 最大间隙-最大过盈IJ.jK.kM.mN.n属过渡配合例题O50+0.025、0的孔与。
50+0.018,+0.002的轴配合,求最大间隙,最大过盈和配合公差Xmax二孔的最大一轴的最小=50.025-50.002=0.023mmYmax二孔的最小一轴的最大=50-50.018=-0.018mm配合公差二I最大间隙-最大过盈I=I0.023-(-0.018)I=0.0414最大实体状态MMC孔或轴具有的材料量为最多时的状态。
公差与配合第一节基本概念一、互换性的概念在现代化生产中,组成机器的零件是按专业化、协作化组织生产的。
为了保证机器的顺利安装,这些按专业化、协作化组织生产出来的零部件都必须具有互换性,不仅要保证在装配过程中零件在不经任何挑选和修配的情况下能顺利的装入,还要保证机器在以后的使用过程中,一旦某零件发生损坏,便可用相同规格的零件调换,以满足使用要求。
所谓互换性就是指相同规格的零件或部件,任取其中的一件,不需作任何挑选、修配,就能进行装配,并能满足机械产品使用性能要求的一种特性。
互换性是机械产品的基本技术经济原则,按互换性原则进行生产,对于产品的制造和维修都带来了很大的方便,对于零、部件的制造可以专业化分工,采用高效率的自动线、流水线生产方式。
可以使传统的生产系统向数字控制、计算机辅助设计与制造、柔性生产系统、自动化生产系统逐步过渡。
二、加工误差及公差零件加工后几何参数(尺寸、形状、位置)所产生的差异称为加工误差。
而要使零件具有互换性,就必须允许零件的几何参数有一个变动量,也就是允许加工误差有一个范围。
这个允许的变动量称为公差。
它包括尺寸公差、形状公差、位置公差。
不同的两个零件装配在一起,例如,相同尺寸的轴与孔的装配。
有的要求的紧一些,有的要求松一点,这种松紧程度的要求就是一种配合关系。
公差与配合是相互联系的。
第二节公差与配合标准简介一、基本术语及定义1、尺寸用特定单位表示长度值的数字。
它表示长度的大小,由长度单位和数字组成。
不加说明时,图纸上标注的尺寸都是以mm为单位。
此时只标注数字。
2、基本尺寸设计时给定的尺寸。
一般由设计人员根据零件使用要求,通过计算或结构等方面的考虑,并按标准圆整后确定的。
3、实际尺寸零件加工后,通过测量所得到的尺寸。
由于误差的存在,实际尺寸并不一定是尺寸的真值。
4、极限尺寸允许尺寸变化范围的两个极限值。
较大的称为最大极限尺寸,较小的称为最小极限尺寸。
实际尺寸必须在最大极限尺寸与最小极限尺寸之间才是合格的。