如何安装西门子直行程阀门定位器
- 格式:pdf
- 大小:877.81 KB
- 文档页数:12
在线更换西门子智能阀门定位器流程工业中,调节阀操作要保证工艺装置安全可靠平稳运行。
调节阀维护中,仪表工程师经常要更换阀门定位器,这种情况下,有用户采用打开旁路方式,然后再更换阀门定位器;有干脆切断工艺物流;一些重要控制回路中,可能需要停车处理;这样操作,对工艺装置正常运行造成影响,损失大,有高达百万。
能不能采用一种更好操作方式,实现阀门定位器线更换呢?西门子智能阀门定位器可以实现上述功能,即,调节阀保持正常操作位置情况下,线更换阀门定位器,使这种维护对工艺装置运行影响及损失降到最低。
一西门子智能阀门定位器能够实现线更换功能1)西门子智能阀门定位器位置反馈,是电位器( potentiometers )实现。
电位器下限与上限分别是0和100。
正常工作状况下,电位器工作下限(P0)与工作上限(P100)这两者之间,比如对应某线性特性调节阀零点(0%)和满行程(100%),电位器值可能是P0=20.5(对应调节阀零点0%)到P100=80.4(对应调节阀满行程100%)。
某一工况下电位器值,智能阀门定位器微处理器(CPU)可以计算出当前实际调节阀阀位,并显示智能阀门定位器液晶显示屏(LCD)上。
P0值和P100值可以故障诊断功能参数表中读取,操作方法是,同时按住液晶显示屏下面三个操作按键,保持5秒钟以上,进入故障诊断功能菜单,用最左边按键翻页,即可读出P0值和P100值。
电位器值,可以调整轮来实现改变。
调整轮见附图。
调整轮2)西门子智能阀门定位器支持智能通信,通信方式有HART通信,Profibus 总线通信,Foundation Fieldbus总线通信。
通信,可以把所有智能定位器初始化参数数据(脉冲宽度、上下行程运行时间等)上传到系统中并加以保存。
HART通信,可以把智能阀门定位器中数据上传到控制系统中,笔记本中,或HART手操器中,反之,也可以把这些数据下载到现场智能阀门定位器中。
Profibus通信,可以把定位器中数据上传到控制系统中,笔记本中;FF 通信,可以把定位器中数据上传到控制系统中或手操器中,反之,也可以把这些数据下载到现场智能阀门定位器中。


西门子定位器安装与调试方法(KOSO)
一.安装过程
1.观察阀的行程,使用的行程指针在50%处。
2.观察阀门定位器的反馈杆是否水平。
3.观察阀门定位器的指示数值是否为50%,若不是则手动调整旋钮,使竖直尽可能调到50%。
二.调试过程
1.长按方式键5秒钟,进入组态方式。
2.在第一项中选择直行程或角行程.。
Way/Turn
3.在第二项中选择90°或33°,当行程大于20mm时选择90°,小于20mm时选择33°。
4.直接进入第七项,在第七项中选择阀门定位器的正反作用。
正作用FALL 反作用rise。
5.直接跳到第38项(于第七项一致)。
6.进入第39项,选择(uP do).
7.返回第四项进行初始化,长按“+”5秒,系统进行自动初始化调试。
8.等待大约8-10分钟,系统调试完毕。
9.按方式键5秒钟以上回到运行状态(在出现MAN时)
10.按方式键一下,回到自动运行状态。
11.OK结束。
西门子阀门定位器操作手册压电阀介绍:1引言传统的气动阀中大量使用了电磁铁作为电一机械转换级,其把电控制信号转换为机械的位移,推动阀芯,实现气路的切换或气体压力、流量的比例控制。
作为电一机械转换级的电磁铁有价格低廉,操作使用方便等优点;但其也有很多缺点:如功耗大、响应速度不够快、存在发热及有电磁干扰等。
把压电材料的电一机械转换特性引入到气动阀中,作为气动阀的电一机械转换级,这是一项不同于传统气动阀的全新技术。
采用了压电技术的气动阀在性能上有着传统气动阀无可比拟的优势。
2、压电效应简介对于晶体构造中不存在对称中心的异极晶体,加在晶体上的张紧力、压应力或切应力,除了产生相应的变形外,还将在晶体中诱发出介电极化或电场。
这一现象被称为正压电效应;反之,若在这种晶体上加上电场,从而使该晶体产生电极化,则晶体也将同时出现应变或应力,这就是逆压电效应。
两者通称为压电效应。
1880年居里兄弟发现了电气石的压电效应,从此开始了压电学的历史。
压电式气动换向阀即是利用压电逆效应而研制的。
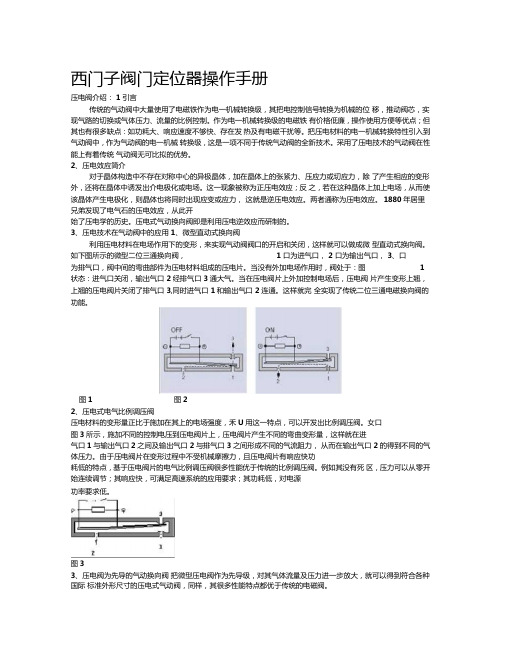
3、压电技术在气动阀中的应用1、微型直动式换向阀利用压电材料在电场作用下的变形,来实现气动阀阀口的开启和关闭,这样就可以做成微型直动式换向阀。
如下图所示的微型二位三通换向阀, 1 口为进气口,2 口为输出气口,3、口为排气口,阀中间的弯曲部件为压电材料组成的压电片。
当没有外加电场作用时,阀处于:图1状态:进气口关闭,输出气口2经排气口3通大气。
当在压电阀片上外加控制电场后,压电阀片产生变形上翘,上翘的压电阀片关闭了排气口3,同时进气口1和输出气口2连通。
这样就完全实现了传统二位三通电磁换向阀的功能。
图1 图22、压电式电气比例调压阀压电材料的变形量正比于施加在其上的电场强度,禾U用这一特点,可以开发出比例调压阀。
女口图3所示,施加不同的控制电压到压电阀片上,压电阀片产生不同的弯曲变形量,这样就在进气口1与输出气口2之间及输出气口2与排气口3之间形成不同的气流阻力,从而在输出气口2 的得到不同的气体压力。

西门子阀门定位器中文说明书一、概述西门子阀门定位器是一种用于控制工业阀门开度的高精度设备。
它能够接收来自控制系统的信号,并将其转化为准确的阀门动作,以实现对工艺过程中流体流量、压力等参数的精确控制。
二、工作原理西门子阀门定位器通过检测阀门的实际位置,并将其与控制系统给定的目标位置进行比较,然后根据偏差信号驱动阀门执行机构,使阀门移动到目标位置。
其工作原理基于电气转换和反馈控制技术。
定位器内部包含传感器、放大器、控制器等部件。
传感器用于检测阀门的行程或转角,并将其转换为电信号。
放大器将微弱的电信号放大,以驱动执行机构。
控制器则根据输入信号和反馈信号的差异,计算出控制输出,确保阀门准确地定位在所需的位置上。
三、产品特点1、高精度定位能够实现精确到毫米级的阀门定位,满足各种严格的工艺控制要求。
2、快速响应对控制信号的变化能够迅速做出反应,使阀门动作及时、准确。
3、多种通信接口支持多种工业通信协议,方便与不同的控制系统集成。
4、自诊断功能可实时监测自身的工作状态,及时发现并报告故障,便于维护和维修。
5、适应性强能够适应不同类型的阀门和执行机构,具有广泛的应用范围。
四、安装与调试1、安装前的准备检查阀门和执行机构的状态,确保其完好无损。
准备好安装所需的工具和附件。
2、安装步骤将定位器安装在阀门执行机构上,并确保安装牢固。
连接气源和电气信号线路,注意连接的正确性和密封性。
3、调试步骤打开气源和电源,使定位器处于工作状态。
通过操作控制系统,给定不同的阀门开度信号,观察定位器的响应和阀门的动作。
调整定位器的参数,如增益、死区等,以获得最佳的控制性能。
五、操作与使用1、操作界面定位器通常配备有显示屏和操作按键,用于显示工作状态和参数设置。
2、常用操作手动操作:可以通过手动按键或旋钮,临时控制阀门的开度。
自动操作:在正常工作状态下,由控制系统自动控制阀门的开度。
六、参数设置1、基本参数包括阀门行程范围、控制信号类型、气源压力等。

\2.1.6定位器安装与调试方法西门子SIPART PS2 6DR51. 电气连接电气连接:螺丝端子 2.5mm2电缆入口:信号范围M20x1.5设定点W:4~20mA 用 2 线制连接(见图9 P29 页)0/4~20mA 电源UH:18~30V 用 3 线或 4 线制连接(见图10 P29 页)塑料壳内喷涂金属保护层防止高频雷达,这个屏蔽层在背面边上用公制螺纹连接(见图4)请注意它们其中一个必需接地屏蔽图 4 接地板气动连接2. 气动连接警告如果定位器转成输入电平“P 手动模式”(提供气源条件,看散页“操作-简要说明”),电源已经连接,气源必需紧跟着连接装配。
注意保证适当的空气质量!无油工业空气,尘粒<30μm,在操作压力 F 的露点应低于最低环境温度20K。
气动连接在定位器右手边上的位置(见图5)定位器压力Y1 用于单作用执行器和双作用执行器反馈轴空气入口Pz定位器压力Y2 用于双作用执行器空气出口 E 带消音器在定位器下面图 5 气动连接单作直行程执行器两个气动直接集中一起安装在定位器背面的位置。
• 压力位置Y1• 空气出口E连好后使用提供的螺丝锁住。
通过收集区和弹簧区,空气排出口 E 可保证一个干仪表空气流量,以防腐蚀。
步骤• 空气入口压力和定位器压力必需连接压力斗。
• 连接采用公制螺纹G1/4 DIN 45141。
PZ 入口空气压力1.4~7barY1 定位器压力1 用单作用和双作用执行器Y2 定位器压力2 用双作用执行器E 排气出口(如果必要拆除消音器)• 电源故障的安全设定:单作用:Y1 放空双作用:Y1 最大定位压力(入口,空气压力)Y2 放空• 连接定位器压力Y1 或Y2(仅用双作用执行器)按照说明安全设定。
• 连接入口空气PZ。
气动连接注意弹簧返回式执行器必需有足够高的气源压力,这样完成连杆移动到执行器最末端位置。
3.1 注入仪表空气开关(仪表内部)打开表壳,在气动终端块上(图6),阀门支管上的注入空气切换开关可以选取。
附录SIPART PS2 6DR5xxx-xx 散页“操作-简要说明”27 参数名 显 示 功 能 参数值 单位 出厂设定 用户设定执行器类型额定反馈角适当地设定选择器(7)变送比率(见部件图)阀杆范围(任意设定)当使用时,在执行器上设置的值必须与反馈杠杆相匹配驱动杆必须设定在执行器的行程值上,如果这个值不在刻度上,则设定到下一个较大一档刻度值初始化(自动)初始化(手动)设定电流范围方向设定点 上升 下降设定分程范围的起始点设定分程范围的结束点设定斜率上升点设定斜率下降点设定点功能 线性 等百分比1:25,1:33,1:50 反向等百分比1:25,1:33,1:50 可自由调节转折点设定在 0%控制器的死区行程下限值行程上限值行程标定 至机械杠杆 到流量行程方向显示 上升 下降行程“紧密关闭” 无 仅有顶端 仅有底端 顶和底都有紧密关闭值,底端紧密关闭值,顶端BI1功能 无 仅有信息 组态锁定 组态锁定和手动 驱动阀到上限位置 驱动阀到下限位置 移动行程锁定BI2功能 无 仅有信息 驱动阀到上限位置 驱动阀到下限位置 移动行程锁定报警功能 无 A1=最小,A2=最大 A1=最小,A2=最小 A1=最大,A2=最大报警1的临界响应值报警2的临界响应值报警输出功能 故障 故障+非自动 故障+非自动+BI (“+”指逻辑或操作)对于故障信息的监视时间“控制偏差”对于故障信息的临界响应值“控制偏差”对于整个行程的限位值对于方向改变的限位值对于停止监视末端的限位值,底部对于停止监视末端的限位值,顶部监视死区的限位值预设定(出厂设定)“no ”未激活“Strt ”工厂设定起动后,按住此键5秒“oCAY ”工厂设定完成后出现此显示 警示:预设定结果在“非初始化” Turn (角行程执行器) WAY (直行程执行器) LWAY (无正弦修正的直行程执行器) Ncst (带NCS 的角行程执行器) -ncst (相同,改变作用方向) 度数33 90 90。
How to install the SIPART PS2 如何安装角行程阀门定位器答:安装方式如下:1,硬件设备如下图角行程阀门定位器的安装方式整体图:安装附件,耦合轮及驱动器阀门定位器背面安装螺孔图:安装支架实物图:开始安装,首先将安装支架固定在阀门定位器上。
将耦合轮固定到安装支架上。
合轮可以自由旋转同时需要注意的是,合轮上有一个内六角螺钉,如下图:通过六方孔螺钉将其拧紧气动执行器实物图如下:气动执行器轴的末端配合驱动器使用的安装附件将驱动器的附件安装到执行器轴的末端上将驱动器放在附件支架上。
通过螺丝刀将驱动器拧紧小心地把有安装支架的定位器放到执行器上,使藕合轮的轴嵌入驱动器内嵌入后,实物图如下:通过扳手将固定螺丝拧紧固定好后,将气路连接起来即可。
过程仪表中文FAQ 系列西门子自动化与驱动集团客户服务 5/31/2006 11联系方式如果您对相关产品或此文档有任何技术问题或建议,可以直接联系: 自动化与驱动集团技术支持与服务热线:电话: +86 10 64719990 或: 800-810-4288传真: +86 10 64719991电子邮件: adscs.China@网址: /service或登陆西门子自动化与驱动集团用户园地(技术论坛) /club/login.asp进入“过程及分析仪器”板块留言。
如果进行信息咨询, 请拨打: 自动化与驱动集团信息咨询热线:电话: +86 10 64731919传真: +86 10 64719991电子邮件: ad.calldesk@西门子自动化与驱动集团过程仪表及分析仪器技术服务中心电话:+86-21-5488 9330-213传真:+86-21-54889336邮箱:Piservice@Technical Support Centre Siemens SLC Automation & Drives7, WangJing Zhonghuan Nanlu Chaoyang District Beijing 100102, P.R. ChinaTel.: +86 10 6471 9990 +86 800 810 4288Fax: + 86 10 64719991E-Mail:adscs.china@。
How to install the SIPART PS2 如何安装直行程阀门定位器
问:安装方式如下:
1,所需硬件设备如下图,包含各种附件及工具
气动阀的安装位置:
夹紧组件
通过六角螺钉拧紧
安装“安装板”
安装完成。
接好出气管
接好进气管
其他注意事项如下:NAMUR杆上有行程刻度,安装时需要与阀的行程相对应。
小行程为:
33度角可以对应20mm的行程,安装如下图
联系方式
如果您对相关产品或此文档有任何技术问题或建议,可以直接联系:
自动化与驱动集团技术支持与服务热线:
电话: +86 10 64719990 或: 800-810-4288
传真: +86 10 64719991
电子邮件: adscs.China@
网址: /service
或登陆西门子自动化与驱动集团用户园地(技术论坛)
/club/login.asp
进入“过程及分析仪器”板块留言。
如果进行信息咨询, 请拨打:
自动化与驱动集团信息咨询热线:
电话: +86 10 64731919
传真: +86 10 64719991
电子邮件: ad.calldesk@
Technical Support Centre Siemens SLC Automation & Drives
7, WangJing Zhonghuan Nanlu Chaoyang District Beijing 100102, P.R. China Tel.: +86 10 6471 9990 +86 800 810 4288
Fax: + 86 10 64719991
E-Mail:adscs.china@。