NFF00037-金属零件公差
- 格式:doc
- 大小:388.00 KB
- 文档页数:20
00-037 1993年9月F法国标准NF存档编号F00-017通用铁道设备-金属零件公差-无公差指示值尺寸的允许偏差-机加工余量依据1993年8月20日的AFNOR(法国标准化协会)总经理决定批准本法国标准,它于1993年9月20日生效。
取代1984年9月批准的打用相同编号的标准。
相关性在本标准发表之日,无讨论同一课题的标准草案或欧洲或国际标准草案存在。
就模铸零件的允许偏差而言,它与试验标准A00-510和国际标准ISO8062一致。
分析本文件为设计师提供了有关金属零件尺寸的与生产方法相符的可以采用的现行公差值指南。
描述符内部技术用词汇编:铁道设备、模铸零件、锻制零件、自由锻造零件、冲压零件、尺寸公差、机加工余量、无公差规定值的尺寸、尺寸偏差、金属修改 1984年9月已经修改,其中考虑了试验标准A00-510的出现和标准NF E02-350的修正。
校正前言本标准是一组有关金属零件公差的铁道标准的组成部分,该组标准包括两份标准:NF F 00-037 通用铁道设备-金属零件公差-无公差指示尺寸允许偏差-机加工余量00-038 通用铁道设备-金属零件公差-符合制造加工工艺的可获得的精NFF度等级-机加工余量定义图明确规定了处于预定成品状态的零件必须满足的所有要求,这些要求是零件功能分析的结果,并且通过定义图或引用的连用文件中的标记,将使用合金的质量条件及形状,尺寸和表面状况说明规定。
尺寸是功能分析的结果,并且通常是图纸中作为含公差值的功能尺寸出现的最大和最小极限值,由该分析产生的工件尺寸因此应全部使用指定的可能最大公差范围,同时仍保持与预定功能的相容性。
应满足的功能要求涉及:-涉及组装的尺寸适合性条件通常取决于应遵守的有关空隙的极限值,在广义上术语“空隙”应要么被视作空隙,不确定空隙,要么被视作紧密度);-非涉及组装的尺寸(强度、空间、质量、美学条件等)。
在第一种情况下,尽管功能要求提出了相对狭窄的公差范围,但在第二种情况下,可以以较宽的利用现役生产手段较易实现范围满足那些要求。
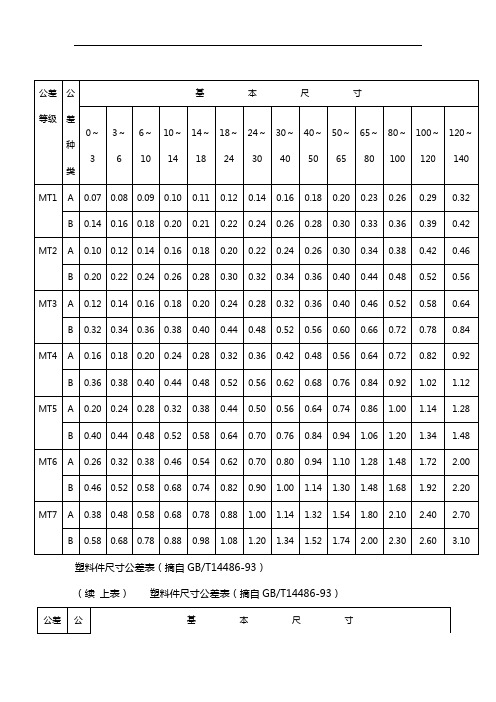
塑料件尺寸公差表(摘自GB/T14486-93)(续上表)塑料件尺寸公差表(摘自GB/T14486-93)注:1)、A为不受模具活动部分影响的尺寸公差值;B为受模具活动部分影响的尺寸公差值;2)、《公差等级》按下页《常用材料模塑件公差等级选用表》确定。
常用材料模塑件公差等级选用表(摘自GB/T14486-93)平冲压件尺寸公差表(摘自GB/T13914-1992)冲裁成形冲压件尺寸公差表(摘自GB/T13914-1992) 弯形注:《公差等级》按《成形冲压件公差等级选用表》确定平冲压件尺寸公差等级选用表(摘自GB/T13914-1992)冲裁成形冲压件尺寸公差等级选用表(摘自GB/T13914-1992)弯形冲压件冲裁角度公差表(注单项“+”或“-”偏差)(摘自GB/T13915-1992)冲裁2)、未注公差的角度极限偏差,取上表中给出的公差值的一半,冠以“±”号作为上下偏差。
冲压件弯曲角度公差表(注单项“+”或“-”偏差)(摘自GB/T13915-1992)弯曲2)、未注公差的角度极限偏差,取上表中给出的公差值的一半,冠以“±”号作为上下偏差。
冲压件冲裁角度公差等级选用表(摘自GB/T13915-1992)冲裁冲压件弯曲角度公差等级选用表(摘自GB/T13915-1992)弯曲标准公差表(摘自GB1800)直线度、平面度公差表(摘自GB/T1184)平行度、垂直度公差表(摘自GB/T1184)同轴度、对称度公差表(摘自GB/T1184)冲裁件未注公差尺寸极限表(摘自GB/T15055-94)《冲裁》( mm)弯形件未注公差尺寸极限表(摘自GB/T15055-94)《弯形》(mm)未注公差尺寸的极限偏差(线性尺寸)(摘自GB/T1804-2000)m未注公差尺寸的极限偏差(倒圆和倒角高度尺寸)(摘自GB/T1804-2000)m。
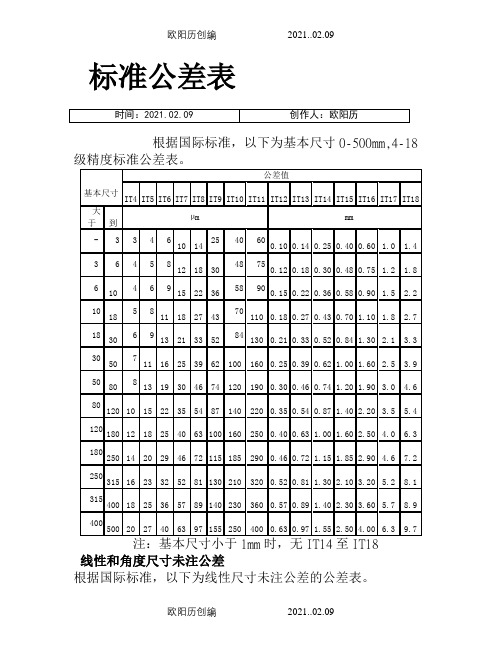
标准公差表根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:•已有其他一般公差标准规定的线性和角度尺寸;•括号内的参考尺寸;•矩形框格内的理论正确尺寸。
线长度确定。
形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。
类目形状公差直线度直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际线对理想直线所允许的最大变动量。
也就是在图样上所给定的,用以限制实际线加工误差所允许的变动范围。
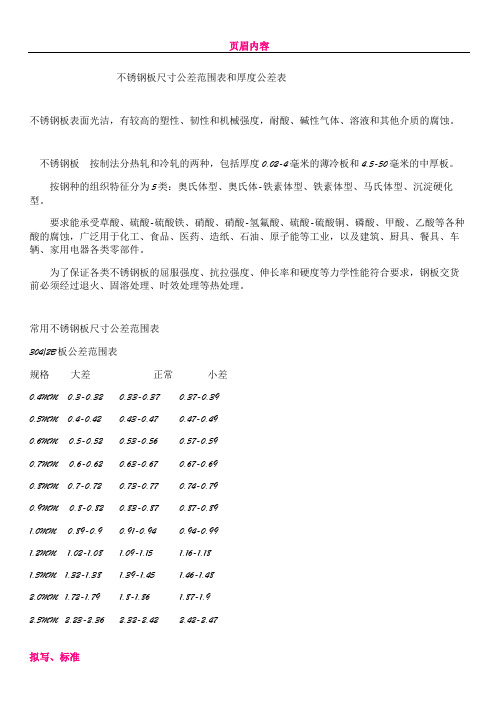
不锈钢板尺寸公差范围表和厚度公差表不锈钢板表面光洁,有较高的塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他介质的腐蚀。
不锈钢板按制法分热轧和冷轧的两种,包括厚度0.02-4毫米的薄冷板和4.5-50毫米的中厚板。
按钢种的组织特征分为5类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型、沉淀硬化型。
要求能承受草酸、硫酸-硫酸铁、硝酸、硝酸-氢氟酸、硫酸-硫酸铜、磷酸、甲酸、乙酸等各种酸的腐蚀,广泛用于化工、食品、医药、造纸、石油、原子能等工业,以及建筑、厨具、餐具、车辆、家用电器各类零部件。
为了保证各类不锈钢板的屈服强度、抗拉强度、伸长率和硬度等力学性能符合要求,钢板交货前必须经过退火、固溶处理、时效处理等热处理。
常用不锈钢板尺寸公差范围表304/2B板公差范围表规格大差正常小差0.4MM 0.3-0.32 0.33-0.37 0.37-0.390.5MM 0.4-0.42 0.43-0.47 0.47-0.490.6MM 0.5-0.52 0.53-0.56 0.57-0.590.7MM 0.6-0.62 0.63-0.67 0.67-0.690.8MM 0.7-0.72 0.73-0.77 0.74-0.790.9MM 0.8-0.82 0.83-0.87 0.87-0.891.0MM 0.89-0.9 0.91-0.94 0.94-0.991.2MM 1.02-1.08 1.09-1.15 1.16-1.181.5MM 1.32-1.38 1.39-1.45 1.46-1.482.0MM 1.72-1.79 1.8-1.86 1.87-1.92.5MM 2.23-2.36 2.32-2.42 2.42-2.473.0MM 2.7-2.77 2.78-2.85 2.85-2.9304/NO.1热轧板公差范围表规格大差正常小差3.0MM 2.6-2.75 2.75-2.85 2.86-2.94.0MM 3.5-3.6 3.6-3.75 3.76-3.955.0MM 4.5-4.6 4.6-4.75 4.75-4.956.0MM 5.4-5.6 5.6-5.75 5.75-5.858.0MM 7.3-7.5 7.5-7.65 7.65-7.8510.0MM 9.2-9.3 9.3-9.6 9.6-9.8512.0MM 11.1-11.2 11.2-11.6 11.6-11.8514.0MM 13.1-13.2 13.2-13.6 13.6-13.85不锈钢板厚度公差表1、按厚度分类:(1)薄板(0.2mm-4mm) (2)中板(<=20mm)(3)厚板(4mm-60mm) (4)特厚板(60-115mm)2、。

NF F00-037 未注公差Norme Française NF F 00-037法国标准1993年9月分类索引:F 00-0 37通用铁道车辆金属零件公差未标注尺寸公差的承诺公差- 加工余量法国标准化协会(AFNOR)主席于1993年8月20日决定批准本标准, 自1993年9月20日起生效。
取代1984年9月批准的相同索引的标准。
对应标准自出版本标准之日起, 在铁道车辆领域不再采纳同类的欧洲标准或国际标准。
关于铸件的承诺公差,本标准与试验标准A 00-510和国际标准ISO 8062 相一致。
概述本标准用作设计人员规定常用公差的指南,按照生产方式,标注金属零件的尺寸。
主题词国际技术词库:铁路设备,铸件,锻件,模锻件,冲压件,尺寸公差,加工余量,未标注公差的尺寸,尺寸偏差,金属。
修改按照1984年9月版本,考虑到试验标准A 00-510的出版,以及标准NF E 02 –350的修订,修改本标准。
修正1994年1月第一次印刷前言本标准是两个有关金属零件公差的铁路标准的组成部分:NF F 00-037 通用铁道车辆- 金属零件公差- 未标注公差的承诺公差- 加工余量。
NF F 00- 038铁道车辆通用金属零件公差–按照生产方法可实现的精度–加工余量。
竣工图纸明确地确定了:规定的成品件应满足的全部公差。
这些要求是通过零件的功能分析制定的,这些要求也被标注在竣工图纸上,或引用的附属文件上,或采纳的合金质量条件上、形状规定、尺寸规定和表面状况规定。
通过功能分析确定的尺寸通常是最大尺寸或最小尺寸,把承诺的功能尺寸标注在图纸上,即把功能尺寸公差标注在图纸上。
因此,按照功能分析确定的零件尺寸,应尽可能受最宽的公差范畴的阻碍,同时与期望的功能兼容。
待满足的功能要求涉及:组装涉及的尺寸(性能条件往往由遵守的间隙极限值确定,广义上明白得术语间隙,即不确定间隙,或紧固间隙);组装不涉及的尺寸(阻力条件,体积条件,质量条件,美观条件等)。

NF F00-037 未注公差Norme Française NF F 00-037法国标准1993年9月分类索引:F 00-0 37通用铁道车辆金属零件公差未标注尺寸公差的承诺公差- 加工余量法国标准化协会(AFNOR)主席于1993年8月20日决定批准本标准, 自1993年9月20日起生效。
取代1984年9月批准的相同索引的标准。
对应标准自出版本标准之日起, 在铁道车辆领域不再采纳同类的欧洲标准或国际标准。
关于铸件的承诺公差,本标准与试验标准A 00-510和国际标准ISO 8062 相一致。
概述本标准用作设计人员规定常用公差的指南,按照生产方式,标注金属零件的尺寸。
主题词国际技术词库:铁路设备,铸件,锻件,模锻件,冲压件,尺寸公差,加工余量,未标注公差的尺寸,尺寸偏差,金属。
修改按照1984年9月版本,考虑到试验标准A 00-510的出版,以及标准NF E 02 –350的修订,修改本标准。
修正1994年1月第一次印刷前言本标准是两个有关金属零件公差的铁路标准的组成部分:NF F 00-037 通用铁道车辆- 金属零件公差- 未标注公差的承诺公差- 加工余量。
NF F 00- 038铁道车辆通用金属零件公差–按照生产方法可实现的精度–加工余量。
竣工图纸明确地确定了:规定的成品件应满足的全部公差。
这些要求是通过零件的功能分析制定的,这些要求也被标注在竣工图纸上,或引用的附属文件上,或采纳的合金质量条件上、形状规定、尺寸规定和表面状况规定。
通过功能分析确定的尺寸通常是最大尺寸或最小尺寸,把承诺的功能尺寸标注在图纸上,即把功能尺寸公差标注在图纸上。
因此,按照功能分析确定的零件尺寸,应尽可能受最宽的公差范畴的阻碍,同时与期望的功能兼容。
待满足的功能要求涉及:组装涉及的尺寸(性能条件往往由遵守的间隙极限值确定,广义上明白得术语间隙,即不确定间隙,或紧固间隙);组装不涉及的尺寸(阻力条件,体积条件,质量条件,美观条件等)。
00-037 1993年9月F法国标准NF存档编号F00-017通用铁道设备-金属零件公差-无公差指示值尺寸的允许偏差-机加工余量依据1993年8月20日的AFNOR(法国标准化协会)总经理决定批准本法国标准,它于1993年9月20日生效。
取代1984年9月批准的打用相同编号的标准。
相关性在本标准发表之日,无讨论同一课题的标准草案或欧洲或国际标准草案存在。
就模铸零件的允许偏差而言,它与试验标准A00-510和国际标准ISO8062一致。
分析本文件为设计师提供了有关金属零件尺寸的与生产方法相符的可以采用的现行公差值指南。
描述符内部技术用词汇编:铁道设备、模铸零件、锻制零件、自由锻造零件、冲压零件、尺寸公差、机加工余量、无公差规定值的尺寸、尺寸偏差、金属修改 1984年9月已经修改,其中考虑了试验标准A00-510的出现和标准NF E02-350的修正。
校正前言本标准是一组有关金属零件公差的铁道标准的组成部分,该组标准包括两份标准:NF F 00-037 通用铁道设备-金属零件公差-无公差指示尺寸允许偏差-机加工余量00-038 通用铁道设备-金属零件公差-符合制造加工工艺的可获得的精NFF度等级-机加工余量定义图明确规定了处于预定成品状态的零件必须满足的所有要求,这些要求是零件功能分析的结果,并且通过定义图或引用的连用文件中的标记,将使用合金的质量条件及形状,尺寸和表面状况说明规定。
尺寸是功能分析的结果,并且通常是图纸中作为含公差值的功能尺寸出现的最大和最小极限值,由该分析产生的工件尺寸因此应全部使用指定的可能最大公差范围,同时仍保持与预定功能的相容性。
应满足的功能要求涉及:-涉及组装的尺寸适合性条件通常取决于应遵守的有关空隙的极限值,在广义上术语“空隙”应要么被视作空隙,不确定空隙,要么被视作紧密度);-非涉及组装的尺寸(强度、空间、质量、美学条件等)。
在第一种情况下,尽管功能要求提出了相对狭窄的公差范围,但在第二种情况下,可以以较宽的利用现役生产手段较易实现范围满足那些要求。
机械设计公差与配合标准表1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
标准公差值(基本尺寸大于6至500mm)
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差 μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm 主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm
主参数d(D)、B 、L 图例
表面粗糙度
表面粗糙度R a值的应用范围
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
法国标准NF F 00-037 1993年9月存档编号F00-017前言本标准是一组有关金属零件公差的铁道标准的组成部分,该组标准包括两份标准:NF F 00-037 通用铁道设备-金属零件公差-无公差指示尺寸允许偏差-机加工余量NF F 00-038 通用铁道设备-金属零件公差-符合制造加工工艺的可获得的精度等级-机加工余量定义图明确规定了处于预定成品状态的零件必须满足的所有要求,这些要求是零件功能分析的结果,并且通过定义图或引用的连用文件中的标记,将使用合金的质量条件及形状,尺寸和表面状况说明规定。
尺寸是功能分析的结果,并且通常是图纸中作为含公差值的功能尺寸出现的最大和最小极限值,由该分析产生的工件尺寸因此应全部使用指定的可能最大公差范围,同时仍保持与预定功能的相容性。
应满足的功能要求涉及:-涉及组装的尺寸适合性条件通常取决于应遵守的有关空隙的极限值,在广义上术语“空隙”应要么被视作空隙,不确定空隙,要么被视作紧密度);-非涉及组装的尺寸(强度、空间、质量、美学条件等)。
在第一种情况下,尽管功能要求提出了相对狭窄的公差范围,但在第二种情况下,可以以较宽的利用现役生产手段较易实现范围满足那些要求。
此外,在第二种情况下,和在非功能尺寸中,工件定义图的对应尺寸不含指定的个别的公值。
这时,使用的制造加工过程中固有的与规定尺寸的偏差后限于通用公差使,它们与当前的生产相符,但无需高成本的专用预防措施。
因此,本标准的目的是规定在定义图的有关尺寸上未标出公差值时零件尺寸应遵守的通用公差值。
但是,在必须执行高精度要求时,就应依据标准NF F00-038的规定确定该要求,这一标准按生产工艺规定了可实现的精度水平。
就模铸零件的允许偏差而言,本标准以试验标准A00-510为依据,该试验标准-取代了文件资料版本A31-011和A32-012;-与国际标准ISO8062等效,本身提供了表格UIC800 52的依据;-按模铸工艺和合金规定了模铸工件的机加工余量尺寸单位:mm目录前言1. 范围2. 适用条件3. 参考资料3.1 标准类参考资料3.2 非标准类参考资料4. 定义5. 记录斜面零件公差值的原则6. 模铸零件公值-机加工余量6.1 模铸零件公差值6.2 机加工余量7. 利用冲压锻制的钢零件或非铁金属或合金自由锻造零件的公差7.1 利用冲压锻制的钢零件7.2 非铁金属或合金自由锻造零件8. 金属板零件公差等级8.1 钢和非铁金属及合金的拉制零件8.2 切削零件8.3 锤击零件9. 焊接零件和氧气电弧切割零件的公差值9.1 钢、铝和铝合金焊接零件9.2 氧气电弧切割零件10. 机加工零件公差值10.1 线性尺寸10.2 角尺寸11.3 连接边和槽11.4 用于固定设备的冲孔或钻孔1. 范围本标准按行业使用的生产手段规定了铁道设备结构目前需要的通用公差值。
这些公差值与当前的生产手段相符,无需专门的预防措施,其目的是保证金属零件质量。
此外,如果必需机加工,本标准就还规定了机加工余量。
本标准适用于:-模铸零件、冲压锻造或自由锻造零件,焊接或氧气电弧切割零件,还有金属板零件,其尺寸受限于:∙两个未加工或光滑表面1)∙一个未加工或光滑表面和一只机加工表面或一根轴∙两个轴对于模铸零件,还应利用对应于出厂条件或标记的-基准平面或轴表示一个限制。
-机加工零件,其尺寸受限于:∙两个机加工表面∙一个机加工表面和一个轴∙两个轴-用于固定设备的钻孔或冲孔尺寸和位置。
2. 适用条件本标准适用于所有的铁道设备。
在定义图或定单附属的其他任何文件中规定执行本标准的要求时,本标准规定的公差值适用于图纸中标有对应尺寸公差的零件的尺寸。
这些通用公差值的偏差值是对称的。
但是,如果需要非对称偏差值,就可以使用本标准规定的公差值,但必须在图纸尺寸上的指定偏差。
本标准应由以下人员执行:-零件的设计人员,他可以:∙为功能尺寸确定严格必需的极限值和了解它们是否与通用公差值相容。
如果答案是肯定的,就不为有关的尺寸规定公差值,否则就为这些尺寸规定公差值。
∙为非功能尺寸采用通用公差值,不做进一步的调查;-零件的制造厂家,在定义图或定单附属的其他任何文件吲用了本标准时,对于无公差值的尺寸,他应遵守标准中列出的通用公差值。
-制造厂家检验员,如果本标准适用,在图纸上有关的尺寸旁未规定公差值时,他就应证实该零件的尺寸是否在本标准规定范围内。
在执行本标准规定时,原则上应在环境温度下执行测量。
1)光滑表面是未加工表面,其上最粗糙的不平整处已消除,例如利用轻轻磨削的方法在实测值有单议时,或如果环境条件异常,就必须执行用不同方法所得结果的相互校核,这时应将零件放入温度在10℃和25℃的装置中。
3. 参考资料3.1 标准类参考资料本法国标准包括来自其他的含标明日期或未标明日期引用的出版物的措施。
这些标准类参考资料位于文本的合适位置,下面列有出版物,对于标有日期的参考资料,只有在利用修订或修正的方法将以后修订或修正的出版物加入本法国标准时,这些修订或修正的出版物才适用于本法国标准。
对于未标有日期的参考资料,适用的版本是引用出版物的最近版本。
A00-510 铸造产品-模铸零件尺寸公差值-机加工余量(等同于ISO)NF A87-000 热接合-利用氧气电弧切割获得的表面条件分类NF E02-350 通用公差值-用于无指定单个公差值的线性和角尺寸的公差值NF E82-350 使用落锤,立式压机或卧式锻机的冷冲压钢零件的尺寸公差值NF E82-102 铝或铝合金自由锻造零件-尺寸公差值NF E82-201 铜或铜合金自由锻造零件-尺寸和几何形状公差值NF T00-038 通用铁道设备-金属零件公差-按制造工艺可实现的精度水平-机加工余量ISO 8062 模铸零件-尺寸公差体系3.2 非标准类参考资料UIC800-512)焊接构件中无公差指示尺寸的允许偏差UIC800-522)钢和铸铁模铸零件的无公差指示尺寸的允许偏差UIC800-552)铝(原文不清)零件焊接构件无公指示尺寸的允许偏差4. 定义以下定义适用于本标准要求:-公差:最大和最小允许值之间的差值,公差是绝对值;-偏差:最大和最小允许尺寸之间的算术差值和对应于(原文不清)尺寸5. 记录斜面零件公差值的原则本标准列出的公差值适用于斜面零件(模铸零件、锻造零件,等)截面尺寸,这时执行以下规则:-规则斜面尺寸:图12)国际铁道联合会,14rue Jean Key-75015巴黎公差值适用于尺寸A和B(必要时,这些尺寸中的等值可以利用图中列出的斜面计算):-图示为斜面,但未规定尺寸:图2公差值适用于取自指定测量位置的尺寸(A):-不画出斜面和不规定尺寸。
可以在零件中制备的斜面但另有规定时例外图3公差值适用于取自斜面外的尺寸(A)。
6. 模铸零件公差值-机加工余量6.1 用于模铸零件的公差值适用于零件尺寸的公差值可能影响使用的模铸方法。
因此,在绘制定义图时,建议与铸造工合作,以确定:-推荐的外形尺寸和必需的精度;-机加工要求;-模铸方法;-应生产的零件数;-必需的模具;-所有的特殊要求,例如参照系统。
模铸工艺精度取决于若干因素,其中包括:-外形尺寸复杂性;-模具类别;-使用的金属和合金;-模具条件;-铸造厂工作方法。
表2和3介绍了利用模铸工艺可以得到的公差水平。
6.1.1 尺寸公差值体系1在本标准要求时,采用试验标准A00-510的尺寸公差体系,它与用于ISO8062和UIC800-52的体系相同。
表1按照采用的公差等级(TC)和未清理的铸件标称尺寸列出了公差值(请参阅第4款)。
它与ISO8062和UIC800-52的表1相同表16.1.2 少量或中批量或单个生产的未清理的铸件表上的公差值通常适用于手工成型或砂模、使用标准铸模和少量或中批或单个生产零件的所有尺寸。
零件必须是形状较简单的,无较大的尺寸差异和无需复杂的模芯。
表2的公差等级是利用试验标准A00510表A2和ISO8062表4及UIC800-52求得的。
6.1.3 大批量生产的未清理的铸件表3的公差等级通常适用于使用专用模具的模铸零件的所有尺寸,由于其价格,这些模具仅适用于大批量生产。
表3的公差等级是利用试验标准A60510表A2和ISO8062表4及UIC80052得到的。
6.2 机加工余量必须机加工的零件部分接收被称作“机加工余量”的多余的金属,该多余量的用途是在最不利的尺寸偏差情况下提供足以机加工的切削深度。
该多余量的最小值特别取决于:-获得未清理的铸件的工艺-在某种程度上取决零件形状-金属类别-机加工工艺机加工余量至少应于以下值的和:-最小切削深度-与获得未清理的铸件的工艺相符的绝对偏差值,在非对称偏差时,应取相当于最小材料的偏差。
6.2.1 机加工余量体系在本标准要求时,使用试验标准A00-510的机加工余量体系。
表4提供了用于所有不同机加工余量等级(MA)的机加工余量使和成品零件最大尺寸值,单位:mm。
它与试验标准A00-510表2相同。
6.2.2 机加工余量表5提供了不同模铸法和模铸合金的机加工余量等级。
表5中的机加工余量是利用试验标准A00-510表1得到的。
7. 利用冲压锻制的钢零件或非铁金属或合金自由锻造零件的公差在这些零件上可以得到的公差值取决于许多因素:-零件重量;-模痕形状;-零件形状;-金属类别;-等等7.1 冲压锻制的钢零件在零件重量小于250Kg和其最大尺寸不超过2500mm时,无公差指示尺寸的允许偏差必须依据标准NF E(原文不清)表1和3列出的信息确定。
零件更重或更大时,必须依据与锻造工的协议决定允许的公差值。
7.2 非铁金属或合金的自由锻造零件7.2.1 铝或铝合金自由锻造零件在零件重置小于250Kg或其最大尺寸不超过2500mm时,无公差指示的尺寸允许偏差必须依据标准NF(原文不清)表1和3提供的信息确定。
零件更重或更大时,必须依据与锻造2的协议确定允许的公差值。
7.2.2 铜或铜合金自由锻造零件在依据标准NF E82-021的规定零件表面积不超过800cm2时,允许偏差取决于用于零件制造加工的(原文不清),对于无公差指示的尺寸,必须依据NF E82-201的规定决定允许公差。
7.2.3 其他金属和非铁合金有自由锻造零件如果无标准类参考文件,就执行下面表6的规定。
8. 金属板零件公差等级如果无标准类参考文件,就执行下面表7,8,9,10和11的规定。
8.1 钢和非铁金属和合金的拉制零件8.2 切削零件8.3 锤击零件8.3.1 线性尺寸8.3.2 角尺寸8.3.3 弯曲半径9. 焊接零件和氧气电弧切割零件公差值9.1 钢、铝和铝合金焊接零件表12和13规定的偏差值(请参阅第4款)利用用于钢的UIC800-51和用于铝及其合金的UIC800-55(等级3)求得。