冲压件公差及选用
- 格式:doc
- 大小:205.00 KB
- 文档页数:4
:: 德国标准 1989年4月印刷,即使部分印刷,也只能经D I N 柏林德意志标准学会的认可钢材质冲压件 一般公差第二部分钢材质冲压件 代替83年1月版本一般公差尺寸单位mm1.目的该标准用来简化图纸,它用长度、角度尺寸、同心性和对称性四个精确度规定一般公差,而且份f (精确),(平均),g (粗略),s (非常粗略)。
选择哪一种精确度,应考虑工厂常用的精确度。
如果需要较小的公差,或者允许出现较大公差,或者较大的公差经济,就必须对它们分别进行说明。
2.使用范围按照该标准的公差用作钢质材料扁平产品的冷热冲压件,如果在图纸和相关文件(供货条件)里指明了这些公差,它们就有效。
对于通过精切削制造的零件的公差,(参阅VDI3345),不属于该标准的内容。
在特例情况下,如果该标准零件是用其它扁平产品半成品或者是用其它钢质材料制造的,就必须对其进行特殊协商。
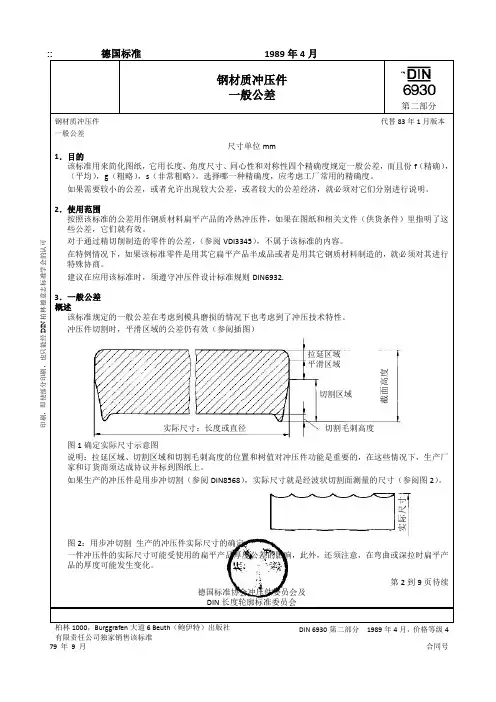
建议在应用该标准时,须遵守冲压件设计标准规则DIN6932.3.一般公差 概述该标准规定的一般公差在考虑到模具磨损的情况下也考虑到了冲压技术特性。
冲压件切割时,平滑区域的公差仍有效(参阅插图)拉延区域 平滑区域切割区域实际尺寸:长度或直径 切割毛刺高度图1确定实际尺寸示意图说明:拉延区域、切割区域和切割毛刺高度的位置和树值对冲压件功能是重要的,在这些情况下,生产厂家和订货商须达成协议并标到图纸上。
如果生产的冲压件是用步冲切割(参阅DIN8568),实际尺寸就是经波状切割面测量的尺寸(参阅图2)。
图2:用步冲切割 生产的冲压件实际尺寸的确定一件冲压件的实际尺寸可能受使用的扁平产品厚度公差的影响,此外,还须注意,在弯曲或深拉时扁平产品的厚度可能发生变化。
第2到9页待续德国标准协会冲压件委员会及 DIN 长度轮廓标准委员会有限责任公司独家销售该标准DIN 6930第二部分 1989年4月,价格等级4 79年9月 合同号截面高度实际尺寸0009平冲压件一般公差平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。
选用公差等级的原则,是在满足使用要求的前提下,尽可能选择较 低的公差等级,以便更好地解决产品零件的使用要求与加工成本之 间的矛盾。
公差等级与使用情况和加工方法的对应关系见附录A。
1.图样上注出公差 1.1塑料件 按GB/T14486《工程塑料模塑塑料件尺寸公差》合理选取。
1.2金属切削件 按GB/T1800.3《极限与配合 基础 第3部分:标准公差和基本偏差数 值表》合理选取。
1.3 冲压件 按GB/T 13914《冲压件尺寸公差》合理选用。
1.4 铸造件 按GB/T6414《铸件 尺寸公差与机械加工余量》合理选取。
2.图样上未注公差 2.1塑料件 按GB/T14486-MT5执行。
2.2金属切削件 按国家标准GB/T1804-m执行。
2.3 冲压件 按GB/T15055-m执行。
2.4 铸造件 按GB/T6414-CT5执行。
3.形状和位置公差 3.1图样上注出公差 按GB/T1184附录B合理选用。
3.2未注公差 按国家标准GB/T1184-K执行。
4. 角度公差 4. 1 图样上注出角度公差 4. 1.1 冲压件 按GB/T13915《冲压件角度公差》合理选 用。
4. 1.2 其它 按GB/T1804-m执行。
4.2未注角度公差 4. 2.1 冲压件 按GB/T13915-AT5(BT5)执行。
4. 2.2 其它 按GB/T1804-m执行。
。
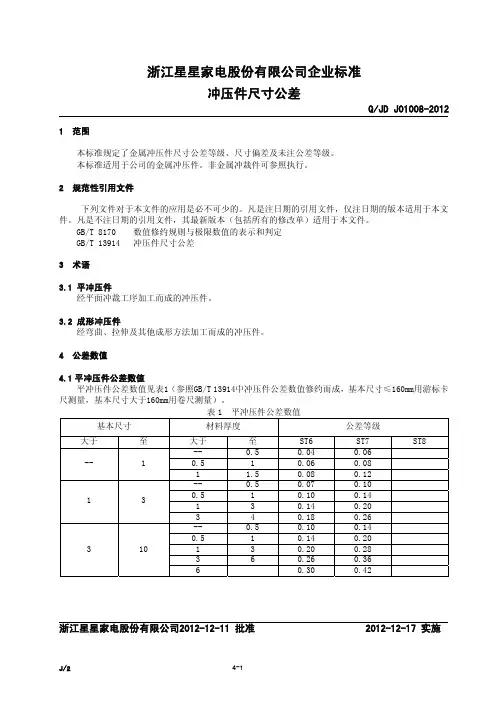
浙江星星家电股份有限公司企业标准冲压件尺寸公差Q/JD J01008-2012续表1 平冲压件公差数值基本尺寸 材料厚度 公差等级大于 至 大于 至 ST6 ST7 ST8-- 0.5 0.14 0.200.5 1 0.20 0.2810 251 3 0.28 0.403 6 0.36 0.506 0.44 0.60-- 0.5 0.20 0.280.5 1 0.28 0.4025 631 3 .040 0.563 6 0.50 0.706 0.60 0.86-- 0.5 0.26 0.360.5 1 0.36 0.5063 1601 3 0.50 0.703 6 0.64 0.906 0.78 1.10— 0.5 0.4 0.5 0.70.5 1 0.5 0.7 1.0160 4001 3 0.7 1.0 1.43 6 0.9 1.3 1.86 1.1 1.5 2.10.5 0.5 0.7 1.00.5 1 0.7 0.9 1.3400 10001 3 0.9 1.3 1.83 6 1.2 1.6 2.46 1.4 2.0 2.8— 0.5 0.7 1.0 1.40.5 1 1.0 1.4 2.010001 3 1.4 2.0 2.83 6 1.6 2.2 3.26 1.9 2.6 3.64.2 成形冲压件公差数值成形压件公差数值见表2(参照GB/T 13914中成形冲压件公差数值修约而成)。
表2 成形冲压件公差数值基本尺寸 材料厚度 公差等级大于 至 大于 至 FT6 FT7-- 0.5 0.10-- 10.5 1 0.141 1.5 0.20-- 0.5 0.180.5 1 0.241 31 3 0.343 4 0.44续表2 成形冲压件公差数值基本尺寸 材料厚度 公差等级大于 至 大于 至 FT6 FT7-- 0.5 0.240.5 1 0.343 101 3 0.483 6 0.606 0.70-- 0.5 0.320.5 1 0.4610 251 3 0.643 6 0.806 1.00-- 0.5 0.400.5 1 0.5825 631 3 0.803 6 1.006 1.20-- 0.5 0.560.5 1 0.7863 1601 3 1.103 6 1.406 1.60-- 0.5 0.8 1.10.5 1 1.0 1.6160 4001 3 1.4 2.23 6 1.8 2.86 2.2 3.4-- 0.5 1.0 1.60.5 1 1.4 2.2400 10001 3 1.8 2.83 6 2.2 3.46 2.6 4.0注:1、材料厚度≤0.5mm成形冲压件尺寸公差等级推荐FT6;2、基本尺寸≤160mm时用游标卡尺测量;3、基本尺寸大于160mm时用卷尺测量。
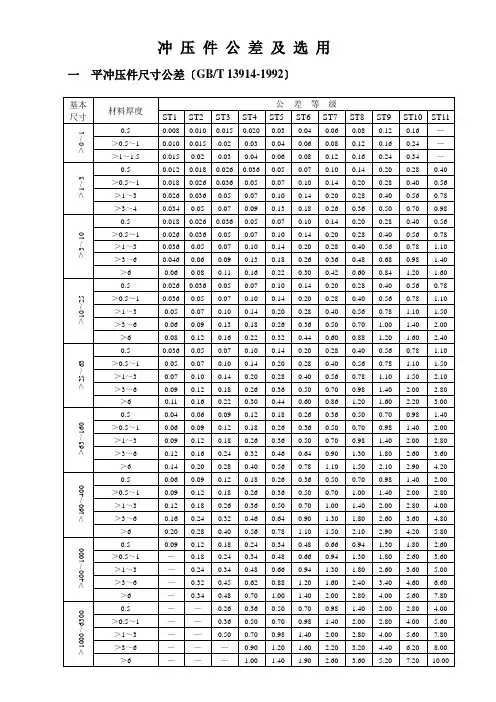
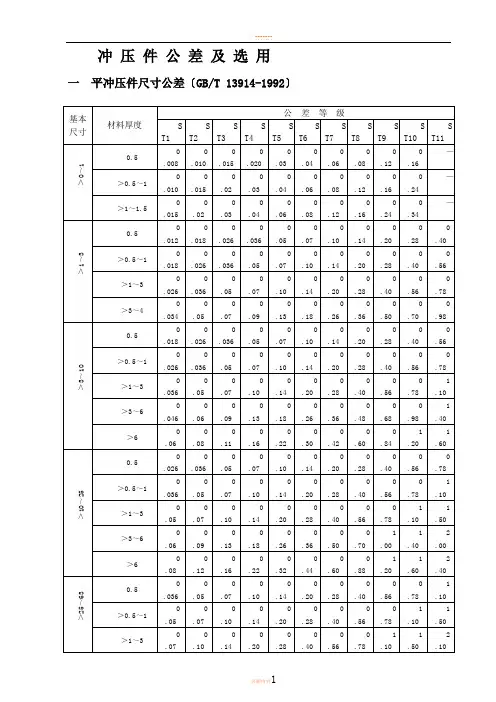
冲压件公差及选用一平冲压件尺寸公差〔GB/T 13914-1992〕
二成型冲压件尺寸公差〔GB/T 13914-1992〕
注:1. 平冲压件是经平面冲裁工序加工而成型的冲压件。
2.成型冲压件是经弯曲、拉深及其他成型方法加工而成的冲压件。
3. 平冲压件尺寸公差适用于平冲压件,也适用于成型冲压件上经冲裁工序加工而成的尺寸。
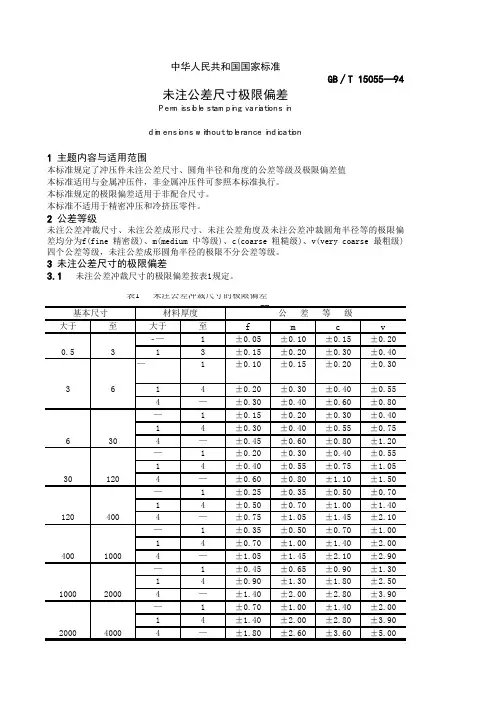
4.平冲压件、成型冲压件尺寸的极限偏差按下述规定选取:
⑴孔〔内形〕尺寸的极限偏差取表中给出的公差数值,冠以“+”作为上偏差,下偏差为0。
⑵轴〔外形〕尺寸的极限偏差取表中给出的公差数值,冠以“-”作为下偏差,上偏差为0。
⑶孔中心距、孔边距、弯曲、拉深及其他成型方法加工而成的长度、高度及未注公差尺寸的
极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
三尺寸公差等级的选用〔GB/T 13914-1992〕
四角度公差〔GB/T 13915-1992〕
注:1. 冲压件冲裁角度:在平冲压件或成型冲压件的平面部分,经冲裁工序加工而成的角度。
2. 冲压件弯曲角度:经弯曲工序加工而成的冲压件的角度。
3. 冲压件冲裁角度冲压件弯曲角度的极限偏差按下述规定选取:
⑴依据使用的需要选用单向偏差。
⑵未注公差的角度的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
五角度公差等级的选用
说明:本公差系根据现有资料整理的,且国标随时都可能修订,故仅供设计时参考。
2008年整理。
冲压件公差及选用
一平冲压件尺寸公差〔GB/T 13914-1992〕
二成型冲压件尺寸公差〔GB/T 13914-1992〕
注:1. 平冲压件是经平面冲裁工序加工而成型的冲压件。
2.成型冲压件是经弯曲、拉深及其他成型方法加工而成的冲压件。
3. 平冲压件尺寸公差适用于平冲压件,也适用于成型冲压件上经冲裁工序加工而成的尺寸。
4.平冲压件、成型冲压件尺寸的极限偏差按下述规定选取:
⑴孔〔内形〕尺寸的极限偏差取表中给出的公差数值,冠以“+”作为上偏差,下偏差为0。
⑵轴〔外形〕尺寸的极限偏差取表中给出的公差数值,冠以“-”作为下偏差,上偏差为0。
⑶孔中心距、孔边距、弯曲、拉深及其他成型方法加工而成的长度、高度及未注公差尺
寸的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
三尺寸公差等级的选用〔GB/T 13914-1992〕
四 角度公差〔GB/T 13915-1992〕 压
注:1. 冲压件冲裁角度:在平冲压件或成型冲压件的平面部分,经冲裁工序加工而成的角度。
2. 冲压件弯曲角度:经弯曲工序加工而成的冲压件的角度。
3. 冲压件冲裁角度冲压件弯曲角度的极限偏差按下述规定选取:
⑴依据使用的需要选用单向偏差。
⑵未注公差的角度的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
五角度公差等级的选用
说明:本公差系根据现有资料整理的,且国标随时都可能修订,故仅供设计时参考。
2008年整理。
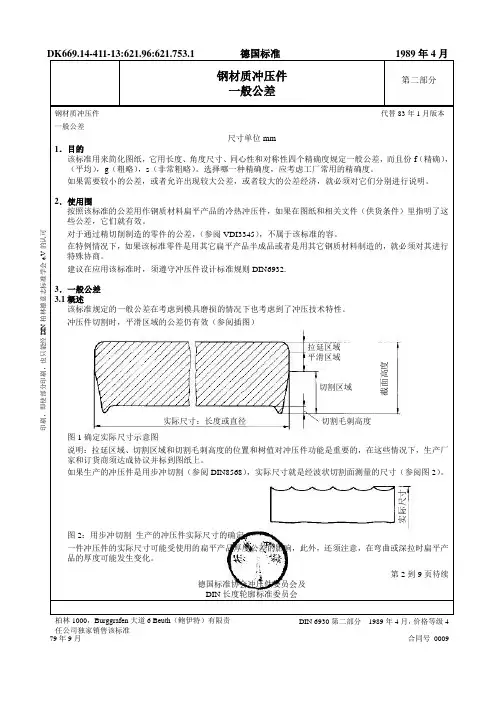
DK669.14-411-13:621.96:621.753.1 德国标准 1989年4月印刷,即使部分印刷,也只能经D I N 柏林德意志标准学会e .V 的认可钢材质冲压件 一般公差第二部分钢材质冲压件 代替83年1月版本一般公差尺寸单位mm1.目的该标准用来简化图纸,它用长度、角度尺寸、同心性和对称性四个精确度规定一般公差,而且份f (精确),(平均),g (粗略),s (非常粗略)。
选择哪一种精确度,应考虑工厂常用的精确度。
如果需要较小的公差,或者允许出现较大公差,或者较大的公差经济,就必须对它们分别进行说明。
2.使用围按照该标准的公差用作钢质材料扁平产品的冷热冲压件,如果在图纸和相关文件(供货条件)里指明了这些公差,它们就有效。
对于通过精切削制造的零件的公差,(参阅VDI3345),不属于该标准的容。
在特例情况下,如果该标准零件是用其它扁平产品半成品或者是用其它钢质材料制造的,就必须对其进行特殊协商。
建议在应用该标准时,须遵守冲压件设计标准规则DIN6932.3.一般公差 3.1概述该标准规定的一般公差在考虑到模具磨损的情况下也考虑到了冲压技术特性。
冲压件切割时,平滑区域的公差仍有效(参阅插图)拉延区域 平滑区域切割区域实际尺寸:长度或直径 切割毛刺高度图1确定实际尺寸示意图说明:拉延区域、切割区域和切割毛刺高度的位置和树值对冲压件功能是重要的,在这些情况下,生产厂家和订货商须达成协议并标到图纸上。
如果生产的冲压件是用步冲切割(参阅DIN8568),实际尺寸就是经波状切割面测量的尺寸(参阅图2)。
图2:用步冲切割 生产的冲压件实际尺寸的确定一件冲压件的实际尺寸可能受使用的扁平产品厚度公差的影响,此外,还须注意,在弯曲或深拉时扁平产品的厚度可能发生变化。
第2到9页待续德国标准协会冲压件委员会及 DIN 长度轮廓标准委员会任公司独家销售该标准DIN 6930第二部分 1989年4月,价格等级4 79年9月 合同号 0009截面高度实际尺寸3.2 平冲压件一般公差平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。

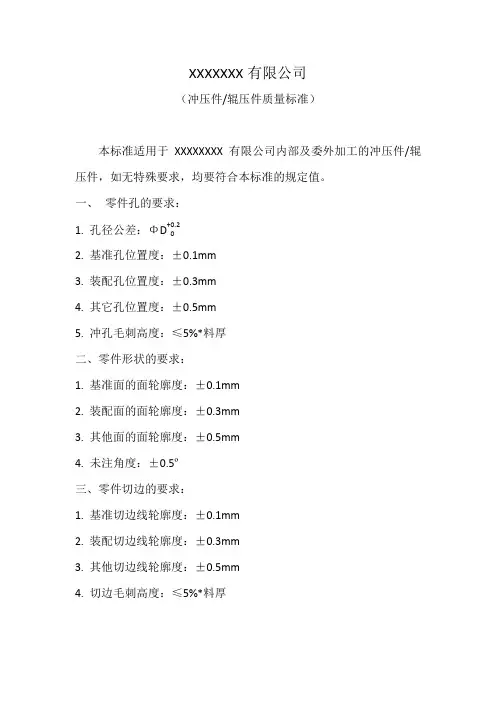
XXXXXXX有限公司
(冲压件/辊压件质量标准)
本标准适用于XXXXXXXX有限公司内部及委外加工的冲压件/辊压件,如无特殊要求,均要符合本标准的规定值。
一、零件孔的要求:
1. 孔径公差:ΦD+0.2 0
2. 基准孔位置度:±0.1mm
3. 装配孔位置度:±0.3mm
4. 其它孔位置度:±0.5mm
5. 冲孔毛刺高度:≤5%*料厚
二、零件形状的要求:
1. 基准面的面轮廓度:±0.1mm
2. 装配面的面轮廓度:±0.3mm
3. 其他面的面轮廓度:±0.5mm
4. 未注角度:±0.5º
三、零件切边的要求:
1. 基准切边线轮廓度:±0.1mm
2. 装配切边线轮廓度:±0.3mm
3. 其他切边线轮廓度:±0.5mm
4. 切边毛刺高度:≤5%*料厚
四、零件拉伸时的减薄率的要求:
1. 减薄率:≤25%*料厚
五、零件外观质量:
1. 不允许出现开裂、隐裂、缩颈、压痕、划伤、凹坑、褶皱、波浪、油污、锈蚀、飞边、色差等缺陷。
2. 禁止出现:欠孔、欠序、多料、少料等低级质量问题。
六、ELV 法规要求:产品符合Q/CC JT098—2011《汽车产品中有毒有害物质限量要求》中的限值要求。
XXXXXXXXXX有限公司
品管部
2018-4-4。

冲压件公差及选用一平冲压件尺寸公差〔GB/T 13914—1992〕
1
二成型冲压件尺寸公差〔GB/T 13914-1992〕
2
注:1. 平冲压件是经平面冲裁工序加工而成型的冲压件。
2.成型冲压件是经弯曲、拉深及其他成型方法加工而成的冲压件。
3。
平冲压件尺寸公差适用于平冲压件,也适用于成型冲压件上经冲裁工序加工而成的尺寸.
4.平冲压件、成型冲压件尺寸的极限偏差按下述规定选取:
⑴孔〔内形〕尺寸的极限偏差取表中给出的公差数值,冠以“+”作为上偏差,下偏差为0。
⑵轴〔外形〕尺寸的极限偏差取表中给出的公差数值,冠以“-”作为下偏差,上偏差为0。
⑶孔中心距、孔边距、弯曲、拉深及其他成型方法加工而成的长度、高度及未注公差尺寸的
极限偏差,取表中给出的公差数值的一半,冠以“±"作为上下偏差。
三尺寸公差等级的选用〔GB/T 13914-1992〕
3
四角度公差〔GB/T 13915—1992〕
注:1. 冲压件冲裁角度:在平冲压件或成型冲压件的平面部分,经冲裁工序加工而成的角度.
2。
冲压件弯曲角度:经弯曲工序加工而成的冲压件的角度。
3。
冲压件冲裁角度冲压件弯曲角度的极限偏差按下述规定选取:
⑴依据使用的需要选用单向偏差。
⑵未注公差的角度的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差. 五角度公差等级的选用
4
说明:本公差系根据现有资料整理的,且国标随时都可能修订,故仅供设计时参考。
2008年整理
5。
成形冲压件的公差1、曲长度L,拉深直径D和卷圆直径d(图2-5)的极限偏差按表2-5规定。
图2-5B ±0.80±1.00±1.20±1.60±2.00C ±1.60±2.00±2.40±3.20±4.00D ±2.80±3.20±4.00±5.20±6.20400 1000 A ±0.70±0.80±0.90±1.00±0.70B ±1.40±1.60±1.80±2.00±2.80C ±2.80±3.20±3.60±4.00±5.60D ±4.80±5.20±5.60±6.40±7.201000 3150 A ±1.20±1.40±1.60±1.70±1.80B ±2.40±2.80±3.20±3.40±3.60C ±4.80±5.60±6.00±6.40±7.20D ±6.40±6.80±7.20±7.602.弯曲平行度公差弯曲平面A与B(图2-6)的平行度公差等于弯曲长度L的公差值。
平行度应以两平行要素中较长的要素作基础,若两者长度相同时,可任选一个作基准。
图2-63.弯曲角度(包括未注明的90º和等边多边形的角度)的极限偏差按表2-6规定,图2-7为90º压弯件的角度偏差aº。
图2-7弯曲角度种类精度等级A B C D直角弯曲±1º00´±1º30´±1º30´±2º00´其他角度弯曲±1º00´±1º30´±2º00´±3º00´4.带凸缘拉深件拉深深度H(图2-5)的极限偏差按表2-7规定.表2-7 带凸缘拉深件拉深深度H的极限偏差材料厚度拉深深度范围≤18>18-50 >50-120 >120-180 >180-260 >260-500≤1±0.3±0.5±0.8±1.0±1.4±1.6>1-2 ±0.4±0.6±1.0±1.2±1.6±1.8>2-4 ±0.5±0.8±1.2±1.4±1.8±2.0>4-6 ±0.6±1.0±1.4±1.6±2.0-5.翻边高度h(图2-5)、加强筋、加强窝高度h1(图2-8)的极限偏差按表2-8规定。
冲压件公差及选用一平冲压件尺寸公差〔GB/T 13914-1992〕
二成型冲压件尺寸公差〔GB/T 13914-1992〕
注:1. 平冲压件是经平面冲裁工序加工而成型的冲压件。
2.成型冲压件是经弯曲、拉深及其他成型方法加工而成的冲压件。
3. 平冲压件尺寸公差适用于平冲压件,也适用于成型冲压件上经冲裁工序加工而成的尺寸。
4.平冲压件、成型冲压件尺寸的极限偏差按下述规定选取:
⑴孔〔内形〕尺寸的极限偏差取表中给出的公差数值,冠以“+”作为上偏差,下偏差为0。
⑵轴〔外形〕尺寸的极限偏差取表中给出的公差数值,冠以“-”作为下偏差,上偏差为0。
⑶孔中心距、孔边距、弯曲、拉深及其他成型方法加工而成的长度、高度及未注公差尺寸的
极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
三尺寸公差等级的选用〔GB/T 13914-1992〕
四角度公差〔GB/T 13915-1992〕
注:1. 冲压件冲裁角度:在平冲压件或成型冲压件的平面部分,经冲裁工序加工而成的角度。
2. 冲压件弯曲角度:经弯曲工序加工而成的冲压件的角度。
3. 冲压件冲裁角度冲压件弯曲角度的极限偏差按下述规定选取:
⑴依据使用的需要选用单向偏差。
⑵未注公差的角度的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
五角度公差等级的选用
说明:本公差系根据现有资料整理的,且国标随时都可能修订,故仅供设计时参考。
2008年整理。