富士变频器参数设置修改
- 格式:doc
- 大小:43.50 KB
- 文档页数:2
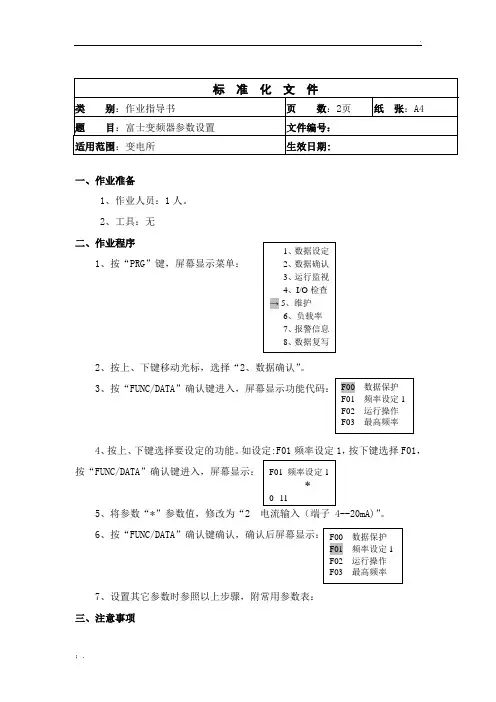
一、作业准备
1、作业人员:1人。
2、工具:无
二、作业程序
1、按“PRG
”键,屏幕显示菜单:
2、按上、下键移动光标,选择“2、数据确认”。
3、按“FUNC/DATA
4、按上、下键选择要设定的功能。
如设定:F01频率设定1,按下键选择F01,
按“FUNC/DATA
”确认键进入,屏幕显示:
5、将参数“*”参数值,修改为“2 电流输入(端子 4--20mA)”。
6、按“FUNC/DATA
7、设置其它参数时参照以上步骤,附常用参数表:
三、注意事项
1、严格按照以上参数设置,其他参数整定值为出厂值。
2、在设置参数时严禁修改其他参数。
3、出现故障报警按“RESET”键复位,无法复位时断开电源进行排除。
4、当出现故障时要对照故障代码,查找故障原因,排除问题后在试。
四、应急响应
1、在线修改参数时,误操作导致设备停运时应立即通知岗位开启设备。
常用参数表:
常见故障代码及名称:。
富士变频器参数设定(总2页) -CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
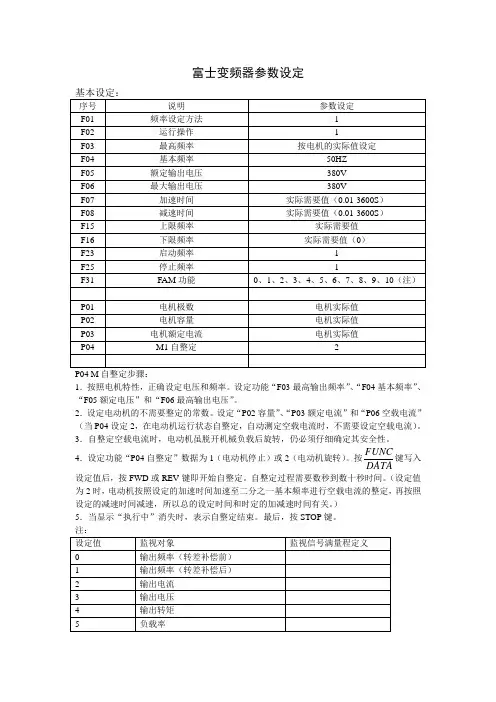
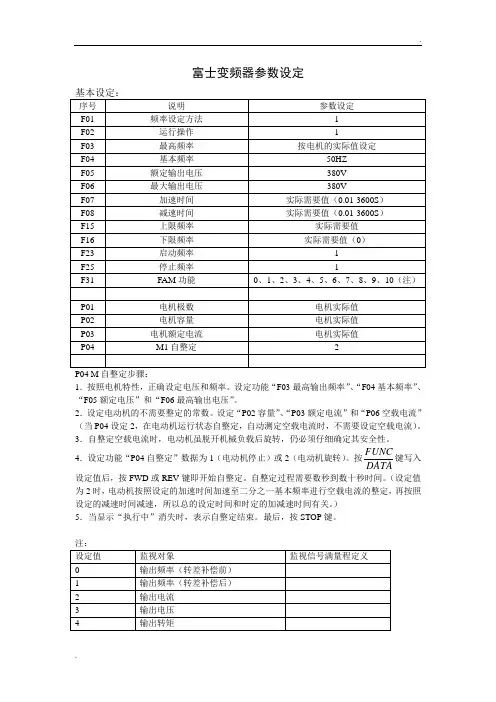
富士变频器参数设定
1.按照电机特性,正确设定电压和频率。
设定功能“F03最高输出频率”、“F04基本频率”、“F05额定电压”和“F06最高输出电压”。
2.设定电动机的不需要整定的常数。
设定“P02容量”、“P03额定电流”和“P06空载电流”(当P04设定2,在电动机运行状态自整定,自动测定空载电流时,不需要设定空载电流)。
3.自整定空载电流时,电动机虽脱开机械负载后旋转,仍必须仔细确定其安全性。
4.设定功能“P04自整定”数据为1(电动机停止)或2(电动机旋转)。
按DATA
FUNC
键写入设定
值后,按FWD 或REV 键即开始自整定。
自整定过程需要数秒到数十秒时间。
(设定值为2时,电动机按照设定的加速时间加速至二分之一基本频率进行空载电流的整定,再按照设定的减速时间减速,所以总的设定时间和时定的加减速时间有关。
)
5.当显示“执行中”消失时,表示自整定结束。
最后,按STOP 键。
富士变频器参数设定
P04 M 自整定步骤:
1.按照电机特性,正确设定电压和频率。
设定功能“F03最高输出频率”、“F04基本频率”、“F05额定电压”和“F06最高输出电压”。
2.设定电动机的不需要整定的常数。
设定“P02容量”、“P03额定电流”和“P06空载电流”(当P04设定2,在电动机运行状态自整定,自动测定空载电流时,不需要设定空载电流)。
3.自整定空载电流时,电动机虽脱开机械负载后旋转,仍必须仔细确定其安全性。
4.设定功能“P04自整定”数据为1(电动机停止)或2(电动机旋转)。
按
DATA
FUNC
键写入
设定值后,按FWD 或REV 键即开始自整定。
自整定过程需要数秒到数十秒时间。
(设定值为2时,电动机按照设定的加速时间加速至二分之一基本频率进行空载电流的整定,再按照设定的减速时间减速,所以总的设定时间和时定的加减速时间有关。
) 5.当显示“执行中”消失时,表示自整定结束。
最后,按STOP 键。
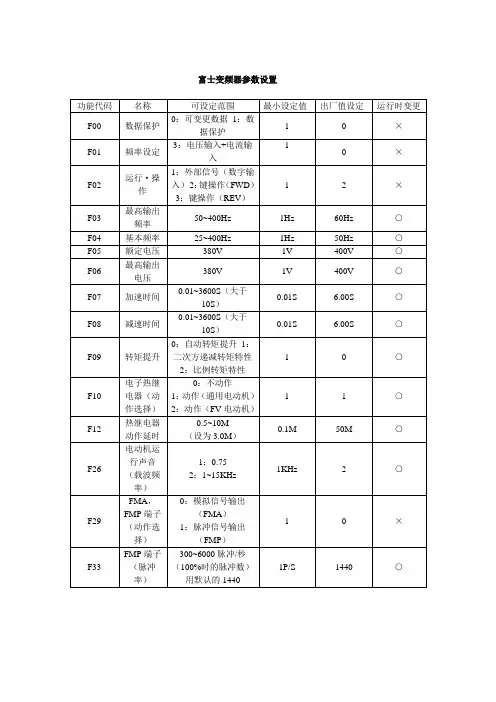
富士变频器参数设置内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.因各类型变频器功能有差异,而相同功能参数名称一致,为叙述方便,本文以富士变频器基本参数名称为例。
基本参数是各类型变频器几乎都有,完全可以做到触类旁通。
一加减速时间加速时间就是输出频率从0上升到最大频率所需时间,减速时间是指从最大频率下降到0所需时间。
通常用频率设定信号上升、下降来确定加减速时间。
电动机加速时须限制频率设定上升率止过电流,减速时则限制下降率止过电压。
加速时间设定要求:将加速电流限制变频器过电流容量以下,不使过流失速而引起变频器跳闸;减速时间设定要点是:防止平滑电路电压过大,不使再生过压失速而使变频器跳闸。
加减速时间可负载计算出来,但调试中常采取按负载和经验先设定较长加减速时间,起、停电动机观察有无过电流、过电压报警;然后将加减速设定时间逐渐缩短,以运转中不发生报警为原则,重复操作几次,便可确定出最佳加减速时间。
二转矩提升又叫转矩补偿,是为补偿因电动机定子绕组电阻所引起低速时转矩降低,而把低频率范围f/V增大方法。
设定为自动时,可使加速时电压自动提升以补偿起动转矩,使电动机加速顺利进行。
如采用手动补偿时,负载特性,尤其是负载起动特性,试验可选出较佳曲线。
变转矩负载,如选择不当会出现低速时输出电压过高,而浪费电能现象,还会出现电动机带负载起动时电流大,而转速上不去现象。
三电子热过载保护本功能为保护电动机过热而设置,它是变频器内CPU运转电流值和频率计算出电动机温升,进行过热保护。
本功能只适用于“一拖一”场合,而“一拖多”时,则应各台电动机上加装热继电器。
电子热保护设定值(%)=[电动机额定电流(A)/变频器额定输出电流(A)]×100%。
富士变频器参数设定
P04 M 自整定步骤:
1.按照电机特性,正确设定电压和频率。
设定功能“F03最高输出频率”、“F04基本频率”、“F05额定电压”和“F06最高输出电压”。
2.设定电动机的不需要整定的常数。
设定“P02容量”、“P03额定电流”和“P06空载电流”(当P04设定2,在电动机运行状态自整定,自动测定空载电流时,不需要设定空载电流)。
3.自整定空载电流时,电动机虽脱开机械负载后旋转,仍必须仔细确定其安全性。
4.设定功能“P04自整定”数据为1(电动机停止)或2(电动机旋转)。
按
DATA
FUNC
键写入
设定值后,按FWD 或REV 键即开始自整定。
自整定过程需要数秒到数十秒时间。
(设定值为2时,电动机按照设定的加速时间加速至二分之一基本频率进行空载电流的整定,再按照设定的减速时间减速,所以总的设定时间和时定的加减速时间有关。
) 5.当显示“执行中”消失时,表示自整定结束。
最后,按STOP 键。
注:。
总经理生产岗位职责
总经理是企业的决策者和执行者,他/她负责整个企业的运营和发展。
在企业中,生产岗位是一个至关重要的岗位,因为它直接涉及到产品的制造和交付。
下面是总经理在生产岗位中的职责。
1. 制定生产计划
总经理需要负责制定企业的生产计划,确保产品的制造和交付满足市场需求。
生产计划应考虑到生产能力、原材料供应、生产成本和生产时间等方面的因素,以确保生产的高效率和高质量。
2. 管理生产成本
总经理需要管理生产成本,确保生产成本在可接受范围内,并注重优化生产流程以减少成本。
为此,他/她需要监控原材料价格、人力成本、能源成本和运输成本等,以确保企业的生产成本控制在合理范围内。
3. 协调生产流程
总经理需要协调企业的生产流程,确保生产和物流过程的高效和协调。
这包括从原材料采购、到生产、包装和运输整个过程的管理,以确保高质量的产品按时交付。
4. 确保产品质量
总经理需要确保产品质量符合消费者和市场需求。
为此,他/她需要建立和实施质量管理体系,对每个生产阶段的质量进行检验并评估生产过程。
同时,他/她需要带领团队不断改善生产流程和产品质量,提高客户满意度。
5. 管理团队
总经理需要管理生产团队,指导员工执行企业的生产计划。
他/她需要监督团队的生产工作,指导工人学习新技能、提高效率,和建立适当的绩效评估体系以激励员工。
总之,总经理在生产岗位中需要管理整个生产过程,确保生产高效、高质量并控制成本。
他/她需要管理团队,并寻求不断改进生产过程和产品质量,以提高企业的市场竞争力和增长潜力。
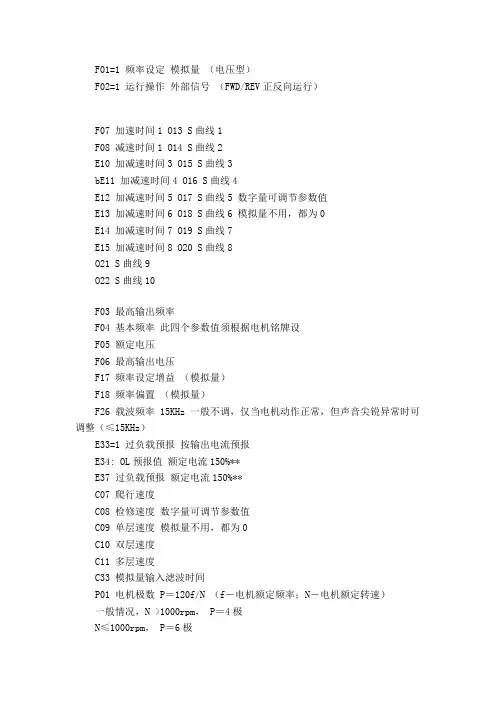
F01=1 频率设定模拟量(电压型)F02=1 运行操作外部信号(FWD/REV正反向运行)F07 加速时间1 O13 S曲线1F08 减速时间1 O14 S曲线2E10 加减速时间3 O15 S曲线3bE11 加减速时间4 O16 S曲线4E12 加减速时间5 O17 S曲线5 数字量可调节参数值E13 加减速时间6 O18 S曲线6 模拟量不用,都为0E14 加减速时间7 O19 S曲线7E15 加减速时间8 O20 S曲线8O21 S曲线9O22 S曲线10F03 最高输出频率F04 基本频率此四个参数值须根据电机铭牌设F05 额定电压F06 最高输出电压F17 频率设定增益(模拟量)F18 频率偏置(模拟量)F26 载波频率 15KHz 一般不调,仅当电机动作正常,但声音尖锐异常时可调整(≤15KHz)E33=1 过负载预报按输出电流预报E34: OL预报值额定电流150%**E37 过负载预报额定电流150%**C07 爬行速度C08 检修速度数字量可调节参数值C09 单层速度模拟量不用,都为0C10 双层速度C11 多层速度C33 模拟量输入滤波时间P01 电机极数 P=120f/N (f-电机额定频率;N-电机额定转速)一般情况,N >1000rpm, P=4极N≤1000rpm, P=6极P02 电机功率此两个参数值须根据电机铭牌设P03 电机额定电流P04 电机空载电流初始值设为p04的40%,自整定后自动生成 O01=1 (闭环); 0(开环)O03 编码器脉冲数(分频在PG卡上实现)O04 速度环P常数(高速时)O05 速度环I常数O06 速度检测滤波常数O07 速度环P常数切换频率1 5O08 速度环P常数切换频率2 10O09 速度环P常数(低速时)H03 数据初始化(一般不用。

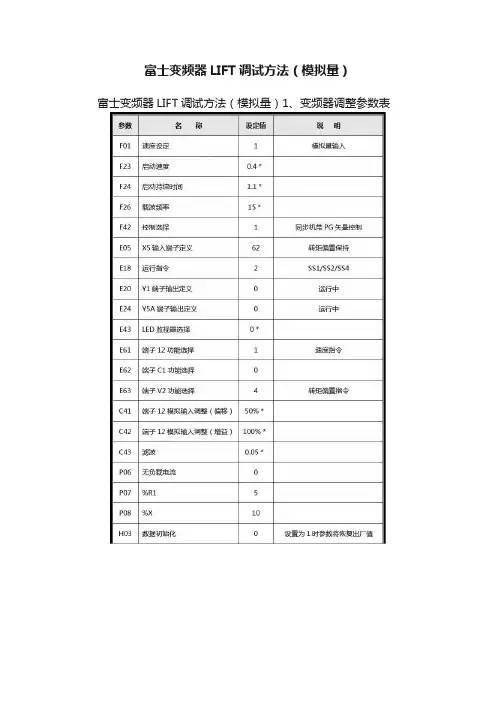
富士LIFT变频器参数设定及故障代码说明点击数:619 发布时间:2009年10月29日来源:一.参数设定:上电后按REM/LOG键1秒钟以上,再按上升键确认状态为HAND(键盘控制)F00 0 数据保护0 :无数据保护;1:有数据保护;F01 0 速度设定0:数字量或键盘控制;1:不可逆模拟指令;2:可逆模拟指令;F03 1500 最高速度(与主机相匹配)F04 1470 额定速度(与主机相匹配)F05 380 额定电压(与主机相匹配)F07 3 加速时间1F08 3 减速时间1F23 6r/min 启动速度F24 0 持续时间F25 3r/min 停止时间F26 10KHZ 载波频率F42 0 控制选择0:带PG矢量控制(异步电动机);1:带PG矢量控制(同步电动机)E01 0 X1功能选择多段速SS1E02 1 X2功能选择多段速SS2E03 2 X3功能选择多段速SS4E05 7 X5功能选择自由旋转BXE24 0 端子Y5A/C继电器输出0:运行中E27 99 端子30A/B/C继电器输出99:整体报警E46 0 语言选择0:中文;1:英文;2:日文C04 多段速0C05 多段速1C06 多段速2C07 多段速3C08 多段速4C09 多段速5C10 多段速6C11 多段速7C31 端子12偏置C32 端子12增益C33 端子12滤波C36 端子C1偏置C37 端子C1增益C38 端子C1滤波P01 电机极数P02 电机容量KWP03 电机额定电流P04 电机自整定0:不动作;1:动作(电机停止状态下对%R1,%X进行整定)2:(电机停止状态下对%R1,%X,无负载电流Io,额定转差进行整定,)P06 无负载电流(自整定得到)P07 %R1(自整定得到)P08 %X (自整定得到)P09 驱动侧转差补偿增益(自整定得到)P10 制动侧转差补偿增益(自整定得到)P12 额定转差H03 数据初始化0:手动设定值;1:初始化(出厂设定)H26 热敏电阻0:不动作;1:动作,变频器停止;2:动作,持续运行。
变频器功能参数很多,一般都有数十甚至上百个参数供用户选择。
实际应用中,没必要对每一参数都进行设置和调试,多数只要采用出厂设定值即可。
但有些参数由于和实际使用情况有很大关系,且有的还相互关联,因此要根据实际进行设定和调试。
因各类型变频器功能有差异,而相同功能参数的名称也不一致,为叙述方便,本文以富士变频器基本参数名称为例。
由于基本参数是各类型变频器几乎都有的,完全可以做到触类旁通。
一加减速时间加速时间就是输出频率从0上升到最大频率所需时间,减速时间是指从最大频率下降到0所需时间。
通常用频率设定信号上升、下降来确定加减速时间。
在电动机加速时须限制频率设定的上升率以防止过电流,减速时则限制下降率以防止过电压。
加速时间设定要求:将加速电流限制在变频器过电流容量以下,不使过流失速而引起变频器跳闸;减速时间设定要点是:防止平滑电路电压过大,不使再生过压失速而使变频器跳闸。
加减速时间可根据负载计算出来,但在调试中常采取按负载和经验先设定较长加减速时间,通过起、停电动机观察有无过电流、过电压报警;然后将加减速设定时间逐渐缩短,以运转中不发生报警为原则,重复操作几次,便可确定出最佳加减速时间。
二转矩提升又叫转矩补偿,是为补偿因电动机定子绕组电阻所引起的低速时转矩降低,而把低频率范围f/V增大的方法。
设定为自动时,可使加速时的电压自动提升以补偿起动转矩,使电动机加速顺利进行。
如采用手动补偿时,根据负载特性,尤其是负载的起动特性,通过试验可选出较佳曲线。
对于变转矩负载,如选择不当会出现低速时的输出电压过高,而浪费电能的现象,甚至还会出现电动机带负载起动时电流大,而转速上不去的现象。
三电子热过载保护本功能为保护电动机过热而设置,它是变频器内CPU根据运转电流值和频率计算出电动机的温升,从而进行过热保护。
本功能只适用于“一拖一”场合,而在“一拖多”时,则应在各台电动机上加装热继电器。
电子热保护设定值(%)=[电动机额定电流(A)/变频器额定输出电流(A)]×100%。
变频器功能参数很多,一般都有数十甚至上百个参数供用户选择。
实际应用中,没必要对每一参数都进行设置和调试,多数只要采用出厂设定值即可。
但有些参数由于和实际使用情况有很大关系,且有的还相互关联,因此要根据实际进行设定和调试。
因各类型变频器功能有差异,而相同功能参数的名称也不一致,为叙述方便,本文以富士变频器基本参数名称为例。
由于基本参数是各类型变频器几乎都有的,完全可以做到触类旁通。
一加减速时间加速时间就是输出频率从0上升到最大频率所需时间,减速时间是指从最大频率下降到0所需时间。
通常用频率设定信号上升、下降来确定加减速时间。
在电动机加速时须限制频率设定的上升率以防止过电流,减速时则限制下降率以防止过电压。
加速时间设定要求:将加速电流限制在变频器过电流容量以下,不使过流失速而引起变频器跳闸;减速时间设定要点是:防止平滑电路电压过大,不使再生过压失速而使变频器跳闸。
加减速时间可根据负载计算出来,但在调试中常采取按负载和经验先设定较长加减速时间,通过起、停电动机观察有无过电流、过电压报警;然后将加减速设定时间逐渐缩短,以运转中不发生报警为原则,重复操作几次,便可确定出最佳加减速时间。
二转矩提升又叫转矩补偿,是为补偿因电动机定子绕组电阻所引起的低速时转矩降低,而把低频率范围f/V增大的方法。
设定为自动时,可使加速时的电压自动提升以补偿起动转矩,使电动机加速顺利进行。
如采用手动补偿时,根据负载特性,尤其是负载的起动特性,通过试验可选出较佳曲线。
对于变转矩负载,如选择不当会出现低速时的输出电压过高,而浪费电能的现象,甚至还会出现电动机带负载起动时电流大,而转速上不去的现象。
三电子热过载保护本功能为保护电动机过热而设置,它是变频器内CPU根据运转电流值和频率计算出电动机的温升,从而进行过热保护。
本功能只适用于“一拖一”场合,而在“一拖多”时,则应在各台电动机上加装热继电器。
电子热保护设定值(%)=[电动机额定电流(A)/变频器额定输出电流(A)]×100%。
4-3頁NO.14-3頁NO.24-3頁NO.34-3頁NO.41) 用手抄寫記錄下 INV 內參數值. ( 寫在參數表上 ---> 9 ~ 12 頁 )2) 將參數 F.00 改為 0 後 --> 表示可改變 INV 內的參數值. ( 13 頁 )-----------------------------------------------------------------------------------------------------------------------------------------------------3) 利用 " 數據復寫 " 功能 --> 進行 INV內的參數 COPY 到 鍵盤面板儲存器內. ( 7 頁 )4) 驗證 [INV內的參數 & 鍵盤面板儲存器內的參數 ] --> 是否一致 ? --> 必定要一致. ( 8 頁 )----------------------------------------------------------------------------------------------------------------------------------------------------- 5) 按 "STOP" + "^" 鍵 --> 將參數 H.03 改為 1 後 --> 按 "FUNC/DATA" 鍵 --> 表示 INV的參數 回復到出廠值. ( 14 頁 )6) 再驗證[ INV內的參數 & 鍵盤面板儲存器內的參數 ] --> 是否一致 ? --> 不一致. ( 8 頁 )-----------------------------------------------------------------------------------------------------------------------------------------------------7) 利用 " 數據復寫 " 功能 --> 進行 鍵盤面板儲存器內的參數 COPY 到 INV內. ( 7 頁 )8) 再次驗證[ INV內的參數 & 鍵盤面板儲存器內的參數 ] --> 是否一致 ? --> 必定要一致. ( 8 頁 )----------------------------------------------------------------------------------------------------------------------------------------------------- 9) 進行 INV內的參數確認 對照 手抄寫記錄下 INV 內參數值 -->是否一致 ? --> 必定要一致. ( 6 頁 ) PS: 若 INV 內的參數 & 手抄寫記錄下 INV 內參數值 --> 不一致時 --> 用手動輸入更改 INV 內 不一致的參數 --> 必定要更改到與 手抄寫記錄下 INV 內參數值 一致.10) 試機 確認是否正常.參數設定方法程序MENU 4-3 頁運轉模式參數表參數說明。
一些重要参数说明:F01=1 频率设定模拟量(电压型)F02=1 运行操作外部信号(FWD/REV正反向运行)F07 加速时间1 O13 S曲线1F08 减速时间1 O14 S曲线2E10 加减速时间3 O15 S曲线3bE11 加减速时间4 O16 S曲线4E12 加减速时间5 O17 S曲线5 数字量可调节参数值E13 加减速时间6 O18 S曲线6 模拟量不用,都为0E14 加减速时间7 O19 S曲线7E15 加减速时间8 O20 S曲线8O21 S曲线9O22 S曲线10F03 最高输出频率F04 基本频率此四个参数值须根据电机铭牌设F05 额定电压F06 最高输出电压F17 频率设定增益(模拟量)F18 频率偏置(模拟量)F26 载波频率15KHz 一般不调,仅当电机动作正常,但声音尖锐异常时可调整(≤15KHz)E33=1 过负载预报按输出电流预报E34: OL预报值额定电流150%**E37 过负载预报额定电流150%**C07 爬行速度C08 检修速度数字量可调节参数值C09 单层速度模拟量不用,都为0C10 双层速度C11 多层速度C33 模拟量输入滤波时间0.04P01 电机极数P=120f/N (f-电机额定频率;N-电机额定转速)一般情况,N >1000rpm,P=4极N≤1000rpm,P=6极P02 电机功率此两个参数值须根据电机铭牌设P03 电机额定电流P04 电机空载电流初始值设为p04的40%,自整定后自动生成O01=1 (闭环);0(开环)O03 编码器脉冲数(分频在PG卡上实现)O04 速度环P常数(高速时)O05 速度环I常数0.5O06 速度检测滤波常数0.003O07 速度环P常数切换频率1 5O08 速度环P常数切换频率2 10O09 速度环P常数(低速时)H03 数据初始化(一般不用。
富士变频器参数设定
P04 M 自整定步骤:
1.按照电机特性,正确设定电压和频率。
设定功能“F03最高输出频率”、“F04基本频率”、“F05额定电压”和“F06最高输出电压”。
2.设定电动机的不需要整定的常数。
设定“P02容量”、“P03额定电流”和“P06空载电流”(当P04设定2,在电动机运行状态自整定,自动测定空载电流时,不需要设定空载电流)。
3.自整定空载电流时,电动机虽脱开机械负载后旋转,仍必须仔细确定其安全性。
4.设定功能“P04自整定”数据为1(电动机停止)或2(电动机旋转)。
按
DATA
FUNC
键写入
设定值后,按FWD 或REV 键即开始自整定。
自整定过程需要数秒到数十秒时间。
(设定值为2时,电动机按照设定的加速时间加速至二分之一基本频率进行空载电流的整定,再按照设定的减速时间减速,所以总的设定时间和时定的加减速时间有关。
) 5.当显示“执行中”消失时,表示自整定结束。
最后,按STOP 键。
注:。