焊丝质量证明书TG-50(ER50-6)-2.5
- 格式:doc
- 大小:1.46 MB
- 文档页数:1
焊材质量证明书(精选8篇)篇1:焊材质量证明书.1 焊接材料质量证明书应包括9项规定,并在明显部位作出清晰的标志; .2 焊接材料熔敷金属的耐腐蚀性能及铁素体含量等有特殊要求的,就根据双方协议协议内容提供。
焊接材料质量证明书应注明○1标准号○2 规格○3 批号○4熔敷金属的`化学成分○5力学性能○6药皮含水量(或熔敷金属含氢量)○7相关的特殊性能测定○8生产日期○9在明显部位应有清晰的标志GB150.4-制造、检验和验收讲义中提示如下:篇2:焊材质量证明书电焊条牌号及规格:SHJ422 Φ4.0mm报告编号:04-08-2023样品编号(或批号):0报告日期:-08-25(1)药皮焊条外观质量:一、外表质量:合格二、焊条药皮偏心度:合格三、焊接工艺性能:优良(2)熔敷金属及焊接接头机械性能:MPa MPa δs(%) J(0℃)≥330 ≥420 ≥22 ≥27 380 470 32 91 92 (3)熔敷金属化学成分:(%)S≤0.035 P≤0.040 C- Mn- 0.011 0.025 0.06 0.35(4)T型接头角焊缝:合格X射线探伤:合格检验员:检验专用章:某某焊接器材有限公司地址:某某路451号电话:电挂:邮编:篇3:质量证明书格式质量证明书(格式)压力容器产品质量证明书产品名称产品编号质量保证工程师(签章)单位法定代表人(签章)质量检验专用(公章)产品合格证制造单位制造许可证编号产品名称类别设计单位设计批准书编号图号订货单位产品编号制造编号制造完成日期年月日本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求。
质量总检验员签字年月日质量检验专用(公章)年月日产品技术特性产品编号产品主要受压元件使用材料一览表审核人:填表人: 年月日共页第页产品焊接试板力学和弯曲性能检验报告产品编号理化责任师:填表人:年月日共页第页质量证明书(格式)压力容器产品质量证明书产品名称产品编号质量保证工程师(签章)单位法定代表人(签章)质量检验专用(公章)产品合格证制造单位制造许可证编号产品名称类别设计单位设计批准书编号图号订货单位产品编号制造编号制造完成日期年月日本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求。
gb50205-2001 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注: 1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员: 3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇二:焊条质量证明文件汇总表焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇三:压力管道组成件及焊材质量证明文件一览表_-不改篇四:压力管道组成件及焊材质量证明文件一览表-不改篇五:(碳钢二氧化碳气体保护焊丝1.2mm技术标书(实芯焊丝)) 设备购置技术标书审批表第一节供货范围、技术规格、参数与要求一、货物需求一览表二、使用环境 1.工作环境1.1周围环境温度:-10℃~35℃。
1.2设备安装场所海拔高度:不低于1200m。
1.3周围空气相对湿度:95%(在25℃时)。
1.4使用电源:ac380v,50hz 。
1.5使用地点:室内、外使用。
1.6使用焊机:yd-350gr 。
三、技术参数及要求 1.技术参数1.1焊丝类型:实芯。
1.2焊丝型号:er50-6。
1.3焊丝材质:低碳钢(wc ≤ 0.25%)。
1.4焊丝直径:1.2mm。
2. 技术要求2.1焊丝尺寸应符合gb/t 25775的规定。
2.2焊丝使用时容易引弧并能稳定地连续熔化,焊缝形成美观可用于各种空间的焊缝。
2.3焊丝应适合在自动或半自动焊接设备上均匀、连续地送进。
2.4焊丝的药芯应填充均匀,以使焊接工艺性能和熔敷金属力学性能不受影响。
2.5焊丝表面应平滑光洁,不应有毛刺、凹坑、划痕、锈皮,也不应有其他对焊接性能或焊接设备操作性能具有不良影响的杂质。
镀铜焊丝的镀层应均匀牢固,不应出现起皮或脱落,焊丝表面应采用其他不影响焊接和力学性能的处理方法。
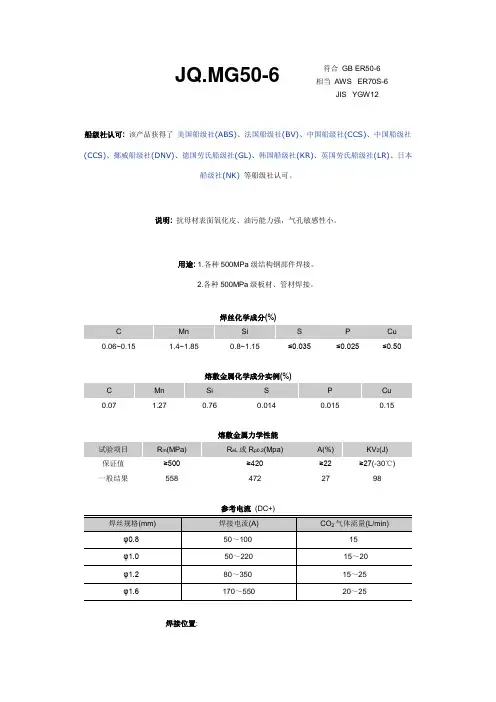
JQ.MG50-6符合GB ER50-6相当AWS ER70S-6JIS YGW12船级社认可:该产品获得了美国船级社(ABS)、法国船级社(BV)、中国船级社(CCS)、中国船级社(CCS)、挪威船级社(DNV)、德国劳氏船级社(GL)、韩国船级社(KR)、英国劳氏船级社(LR)、日本船级社(NK)等船级社认可。
说明:抗母材表面氧化皮、油污能力强,气孔敏感性小。
用途: 1.各种500MPa级结构钢部件焊接。
2.各种500MPa级板材、管材焊接。
焊丝化学成分(%)熔敷金属化学成分实例(%)熔敷金属力学性能参考电流(DC+)焊接位置:ER50-6是碳钢氩弧焊丝,具有优良的塑性、韧性和抗裂性能,尤其低温冲击韧性较高。
用途: 用于各种位置的管道手工钨极氩弧焊打底及弧焊,都能获得满意的焊接接头。
可焊接碳钢和某些低合金钢。
e71t-1co2焊丝详细说明:490Mpa级船用结构钢气保护药芯焊丝型号符合:AWS A5.20 E71T-1和GB10045 E501T-1,焊丝为正极。
用途:JZ·71T-1药芯焊丝适用于造船、桥梁、建筑、机械、车辆、石油化工、压力容器、金属结构等的焊接。
可用于各种位置的单道焊及多道焊,进行半自动和全自动焊接。
用于低碳钢490高强钢和低合金钢的焊接场合,具有出色的冲击韧性。
特点:JZ·71T-1是一种用CO2作为保护气体的钛型、微合金的全位置药芯焊丝,该焊丝焊接时焊缝成型美观,电弧柔和、稳定、飞溅小,熔渣覆盖均匀,脱渣性能良好。
生产钢带厚,形成后挺度好,氢含量低(<8ml/100g),焊接电流适应范围广,熔敷效率高,烟雾小。
熔敷金属化学成分(%):C Si Mn S P≤0.08 0.2-0.5 1.00-1.65 ≤0.03 ≤0.03熔敷金属力学性能(保护气体:100%CO2):屈服强度抗拉强度伸张率试验温度冲击值N/mm2 N/mm2 (%)℃J≥375 490-660 ≥22 -20 ≥47可用规格及推荐电流(直流反接):直径mm 平,横立向上、仰立向下1.2 120-300 120-260 200-3001.4 150-350 180-280 220-3201.6 200-400 180-280 250-300。
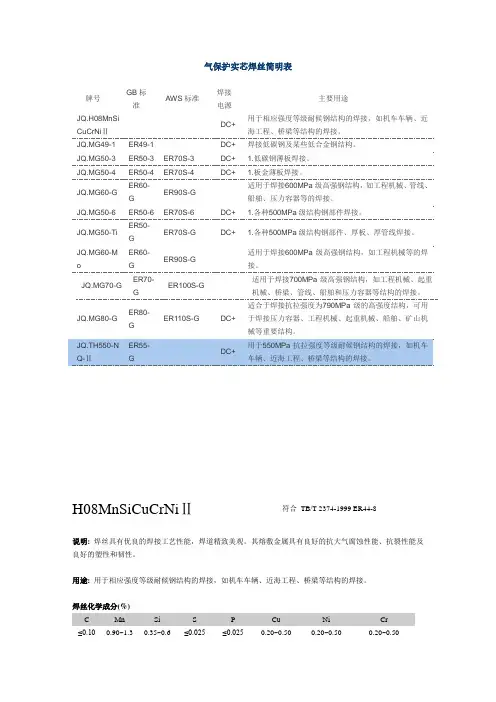
气保护实芯焊丝简明表H08MnSiCuCrNiⅡ符合TB/T 2374-1999 ER44-8说明:焊丝具有优良的焊接工艺性能,焊道精致美观。
其熔敷金属具有良好的抗大气腐蚀性能、抗裂性能及良好的塑性和韧性。
用途:用于相应强度等级耐候钢结构的焊接,如机车车辆、近海工程、桥梁等结构的焊接。
焊丝化学成分(%)C Mn Si S P Cu Ni Cr≤0.100.90~1.30.35~0.6≤0.025≤0.0250.20~0.50 0.20~0.50 0.20~0.50MG60-G符合GB ER60-G相当AWS ER90S-G说明: JQ.MG60-G是600MPa级高韧性低合金钢气保护焊丝,具有良好的全位置焊接性能。
用途:适用于焊接600MPa级高强钢结构,如工程机械、管线、船舶、压力容器等的焊接。
焊丝化学成分(%)C Mn Si S P Cu Ni Mo Ti≤0.1 0 1.40~1.80.50~0.8≤0.025≤0.025≤0.500.70~1.50 0.30~0.60 ≤0.12熔敷金属力学性能(Ar+20%CO2气保护)试验项目R m(MPa) R eL或R p0.2(Mpa) A(%) KV2(J)保证值≥620≥490≥19≥47(-20℃MG50-6符合GB ER50-6相当AWS ER70S-6JIS YGW12船级社认可:该产品获得了美国船级社(ABS)、法国船级社(BV)、中国船级社(CCS)、中国船级社(CCS)、挪威船级社(DNV)、德国劳氏船级社(GL)、韩国船级社(KR)、英国劳氏船级社(LR)、日本船级社(NK)等船级社认可。
说明:抗母材表面氧化皮、油污能力强,气孔敏感性小。
用途: 1.各种500MPa级结构钢部件焊接。
2.各种500MPa级板材、管材焊接。
焊丝化学成分(%)C Mn Si S P Cu0.06~0.15 1.4~1.85 0.8~1.15 ≤0.035 ≤0.025≤0.50熔敷金属化学成分实例(%)C Mn Si S P Cu0.07 1.27 0.76 0.014 0.015 0.15熔敷金属力学性能试验项目R m(MPa) R eL或R p0.2(Mpa) A(%) KV2(J) 保证值≥500≥420≥22≥27(-30℃) 一般结果558 472 27 98参考电流(DC+)焊丝规格(mm) 焊接电流(A)CO2气体流量(L/min)φ0.8 50~100 15φ1.050~220 15~20φ1.2 80~350 15~25φ1.6 170~550 20~25MG50-Ti符合GB ER50-G相当AWS ER70S-GJIS YGW11船级社认可:该产品获得了中国船级社(CCS)等船级社认可。
焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇二:伯乐焊条,郝伯特焊丝材质证明书篇三:02 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录gb50205-2001 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注: 1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员: 3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇四:焊条与材质j422 e4303 用于焊接重要的低碳结构钢和强度等级较低的低合金结构钢,如q235,09mnv,09mn2j427 e4315 用于焊接重要受压载荷或低碳厚板结构和低合金钢的结构,如机械,船舶,桥梁,压力容器等j502 e5003 主要用于490mpa抗拉强度的低合金结构钢的焊接,如建筑用螺纹钢及其他16mn等结构钢的焊接j506 e5016 用于焊接中碳钢和低合金结构钢,如16mn,09mn2si和船舶用a,b,d,e级钢等,也可用于厚板及可焊性较差的碱钢结构的焊接j507 e5015 用于焊接重要的中碳钢和低合金结构钢(受压,动载),如16mn,09mn2si和船舶用a,b,d,e级钢等,也可用于厚板及可焊性较差的碱钢结构的焊接a102 e308-16 用于工作温度低于300℃的0cr19ni9及0cr19ni11ti的不锈钢结构的焊接a002 308l-16 用于超低碳cr19ni10不锈钢结构焊接,如0cr19ni,0cr19ni11ti a102 e308-16 用于工作温度低于300℃的cr19ni9及cr19ni11ti的不锈钢结构的焊接a107 e308-15用于工作温度低于300℃的cr19ni9及cr19ni11ti的不锈钢结构的焊接,可全位置焊接a132 e347-16 用与重要耐腐蚀含钛稳定0cr19ni11钛不锈钢的焊接a137 e347-15 用与重要耐腐蚀含钛稳定0cr19ni11钛不锈钢的焊接,可全位置焊接焊条直径要根据工件厚度进行选择:如下图篇五:不锈钢焊条材质表不锈钢焊条牌号型号 gbcmnsis熔敷金属化学成分(%)(≤) pcrnimo其余熔敷金属力学性能rm mpaa %特点与用途用于焊接ocr13及icr13不锈钢结构也可用thg202e410-160.121.00.900.0300.04011.0/13.50.70.75cu0.7545020于耐蚀耐磨的表面的堆焊(熔敷及时热力学性能试样在860℃x2h 缓冷至600℃然后空冷。
焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇二:02 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录gb50205-2001 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注: 1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员:3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇三:焊条质量管理规程焊条管理制度1、焊接材料的验收1.1 焊接材料的质量必须符合国家及有关标准。
1.2 焊接材料入库前首先由仓库管理员验证以下有关资料是否齐全,否则不得入库。
其资料应妥善保存备查。
1.2.1 焊接材料的质保单合格证; 1.2.2 焊接材料的牌号、标记;1.2.3 焊接材料的批号、规格、数量;1.3 材料管理员负责焊接材料的外观检查和复验工作,不合格品不得入库。
2、焊接材料的保管2.1 各使用单位应设专用焊材库,并有专人保管。
2.1.1 焊材库内应设置温度计、除湿机,室内温度应不低于5℃,相对湿度不大于60%,并且通风良好。
2.1.2 库房内应设专用烘干箱和恒温箱。
2.1.3 库房内应悬挂醒目的烘焙规范,管理人员应严格按规范执行。
2.2 焊材管理人员要按类别、牌号、规格、批号进行,建帐、建卡做好标识,并做到帐、卡、物相符。
2.2.1 焊接材料不得就地堆放,应离地大于200mm,离墙大于300mm。
3 、焊接材料的发放3.1 焊材管理人员应根据焊接技术人员或工艺员签发的焊接材料发放单发放。
3.2 焊材发放单应注明牌号、规格、数量、施焊部位等。
3.3 焊材管理人员应做好焊材发放记录台帐,做到追踪无误。
焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇二:02 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录gb50205-2001 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注: 1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员:3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇三:焊条质量管理规程焊条管理制度1、焊接材料的验收1.1 焊接材料的质量必须符合国家及有关标准。
1.2 焊接材料入库前首先由仓库管理员验证以下有关资料是否齐全,否则不得入库。
其资料应妥善保存备查。
1.2.1 焊接材料的质保单合格证; 1.2.2 焊接材料的牌号、标记;1.2.3 焊接材料的批号、规格、数量;1.3 材料管理员负责焊接材料的外观检查和复验工作,不合格品不得入库。
2、焊接材料的保管2.1 各使用单位应设专用焊材库,并有专人保管。
2.1.1 焊材库内应设置温度计、除湿机,室内温度应不低于5℃,相对湿度不大于60%,并且通风良好。
2.1.2 库房内应设专用烘干箱和恒温箱。
2.1.3 库房内应悬挂醒目的烘焙规范,管理人员应严格按规范执行。
2.2 焊材管理人员要按类别、牌号、规格、批号进行,建帐、建卡做好标识,并做到帐、卡、物相符。
2.2.1 焊接材料不得就地堆放,应离地大于200mm,离墙大于300mm。
3 、焊接材料的发放3.1 焊材管理人员应根据焊接技术人员或工艺员签发的焊接材料发放单发放。
3.2 焊材发放单应注明牌号、规格、数量、施焊部位等。
3.3 焊材管理人员应做好焊材发放记录台帐,做到追踪无误。
er50 g焊丝焊材标准
ER50-G焊丝是一种常用的焊接材料,它的标准对于焊接工艺和焊接质量具有重要的指导意义。
ER50-G焊丝的标准主要包括化学成分、机械性能、焊接性能等方面的要求,下面将对其标准进行详细介绍。
首先,ER50-G焊丝的化学成分是其标准中的重要内容之一。
根据标准规定,ER50-G焊丝的化学成分应符合特定的要求,包括碳含量、硅含量、锰含量、磷含量和硫含量等指标。
这些化学成分的控制对于焊接接头的性能具有重要的影响,合理的化学成分可以保证焊接接头具有良好的强度和塑性。
其次,ER50-G焊丝的机械性能也是标准中需要关注的内容。
标准规定了焊丝在拉伸试验、弯曲试验、冲击试验等方面的要求,这些机械性能的指标对于焊接接头的可靠性和稳定性具有重要的意义。
通过对机械性能的控制,可以保证焊接接头在使用过程中不会出现断裂、变形等质量问题。
此外,ER50-G焊丝的焊接性能也是标准中需要重点关注的内容。
标准规定了焊丝在焊接过程中的熔化性能、电弧稳定性、飞溅情况等方面的要求。
这些焊接性能的指标直接影响着焊接接头的成形质量和焊接工艺的稳定性,合格的焊接性能可以保证焊接接头具有良好的外观和内在质量。
综上所述,ER50-G焊丝的标准涵盖了化学成分、机械性能和焊接性能等多个方面的要求,这些要求对于焊接接头的质量具有重要的指导意义。
在实际应用中,生产和使用单位应严格按照标准的要求进行生产和使用,以确保焊接接头的质量和可靠性。
同时,相关部门也应加强对于标准的宣传和培训,提高生产和使用单位对于标准的认识和理解,推动焊接行业的健康发展。
焊材质量证明书焊材质量证明书篇一:焊接材料质量证明书的核查内容弋兆文在南京关于 NB/T47014 替代 JB4708 宣贯 9.2.1 焊接材料质量证明书应包括 9 项规定,并在明显部位作出清晰的标志; 9.2.2 焊接材料熔敷金属的耐腐蚀性能及铁素体含量等有特殊要求的,就根据双方协议协议内容提供。
焊接材料质量证明书焊接材料质量证明书应注明 1 标准号 ? 2 规格 ? 3 批号 ? 4 熔敷金属的化学成分 ? 5 力学性能 ? 6 药皮含水量(或熔敷金属含氢量) ? 7 相关的特殊性能测定 ? 8 生产日期 ? 9 在明显部位应有清晰的标志 ? GB150.4-2017 制造、检验和验收讲义中提示如下:篇二:C-33焊接材料质量证明书××焊接器材有限公司电焊条质量证明书电焊条牌号及规格:SHJ422 Φ 4.0mm 样品编号(或批号) :04359710(1)药皮焊条外观质量:一、外表质量:合格二、焊条药皮偏心度:合格三、焊接工艺性能:优良(2)熔敷金属及焊接接头机械性能:屈服点σ MPa ?330 380 抗拉强度σ MPa ?420 470 伸长率δ s(,) ?22 32 冲击值(V 型) J(0?) ?27 91 92 报告编号: 04-08-2069 报告日期:2017-08-25sb(3)熔敷金属化学成分:(,) S?0.035 P?0.040 0.011 0.025(4)T 型接头角焊缝:合格 X 射线探伤:合格C0.06Mn0.35此焊条质量符合中华人民共和国国标 GB/T51117-1995 焊条型号 E4303 ? 检验合格证检验员:×××检验专用章:××焊接器材有限公司地址:××路 451 号电话:××××××××电挂:××××邮编:××××篇三:压力管道组成件及焊材质量证明文件一览表_-不改施工单位:压力管道组成件及焊材质量证明文件一览表序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 A3 A4 A5 A6 A7 A8 A9 A10 A11备注:工程名称:证件自编号 A66 A1 A2 A3证件出厂自编号 2017413 12061479 11081364 0000077668复验报告编号制造厂家天津钢管集团股份有限公司天津钢管集团股份有限公司天津钢管集团股份有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司规格型号材质 20#?9948 20#?9948 20#?9948 20#?9948 20#?9948 20#?9948 20#?9948 20#?9948 20#?9948单位米米米米米米米米米米米米米米领用量使用部位108×6 273×8 325×8 57×4 219×7 89×4 159×6 57×3.5 426×9 89×4133×4.548.4 55.9 76 15 53.9 15.7 100 30 25 549.8 123 11 11 80000077668 0000082581 0000044659 C11660126616 0000080752 0000077481 0000080399 0000071662 0000082020莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司莱钢集团烟台钢管有限公司20# 20# 20# 20#20#45×3.5 57×3.5108×4.5编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 15 16 17 18 19 20 21 22 23 24 25 26 27 28证件自编号 A12证件出厂自编号BGTYG1301040000200复验报告编号制造厂家烟台鲁宝钢管有限责任公司烟台鲁宝钢管有限责任公司规格型号材质单位米米米米米米米米米领用量使用部位273×7 426×8 76×4 219×6 159×5 89×4 45×3.557×3.5 76×420# 20# 20# 20# 20# 304 304 304 30444 4558 29.5A13 A140000081971BGTYG1303120171400莱钢集团烟台钢管有限公司烟台鲁宝钢管有限责任公司烟台鲁宝钢管有限责任公司A15 A16 A17 A18201704001340 201704001319 201704001318 201703002627江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司68 48.8 25 12.1A19 A20201704001338 201703000530江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司江苏武进不锈钢股份有限公司89×4 57×3.5 720×10 377×8321 321 316L 316L米米米米41 31.5 1备注:编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 29 30 31 32 33 34 35 36 37 38 39 40 41 42证件自编号 A72证件出厂自编号201708239复验报告编号制造厂家江苏武进不锈钢股份有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司规格型号材质单位米个个个个个个个个个个个个个领用量 42使用部位108×4.5WN100(B)-40M WN100(B)-40FM WN100(B)-40RF WN250(B)-25RF WN250(B)-16M SO300(B)-16RF SO200-16RF SO80-16RF SO150-16RF SO80(B)-16RF SO40(B)-16RF SO50(B)-16RF WN50(B)-16RF321 20# 20# 20# 20# 20# 20# 20# 20# 20# 304 304 304 20#18 2 2 14 1 3 28 45 29 19 2912 8A21130415邹平县长通石化管件有限公司邹平县长通石化管件有限公司A22 A22+A35 A23 A24 A25 A25 A25 A26备注:130415 130415 130414 130403 ZH13040001 ZH13040001 ZH13040001 130415邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 43 44 45 46 47 48 49 50 51 52 53 54 55 56证件自编号证件出厂自编号复验报告编号制造厂家邹平县长通石化管件有限公司规格型号WN50(B)-40RF PL125(B)-16RF PL80(B)-16RF PL25(B)-16RF BL80(B)-16RF PL50(B)-16RF SO25(B)-16RF WN50(B)-16RF WN700(B)-16RF WN80(B)-16RF WN65(B)-16RF SO350(B)-16RF WN100(B)-16RF WN25(B)-16RF材质单位个个个个个个个个个个个个个个领用量使用部位20# 20# 20# 20# 20# 20# 20# 321 316L 321 321 316L 321 3214 9 19 4 1 18 2 2 1 26 4 4 20 2A27 A27 A28 A29 A28 A30 A31 A32 A31 A31 A32 A33A31130402 130402 130422 130413 130422 130414 ZH1305003 ZH13005006ZH13040003 ZH1305003 ZH13005006 ZH13040003 ZH13050297邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司备注:编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 5758 59 60 61 62 63 64 65 66 67 68 69证件自编号 A34 A35 A36 A37 A35 A35证件出厂自编号 130516 130414 130509 130509 130414 130414复验报告编号制造厂家邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司邹平县长通石化管件有限公司规格型号SO100(B)-16RF SO250(B)-16RF SO400(B)-16RF SO65(B)-16RF SO200(B)-16RF SO125(B)-16RF WN300(B)-16RF S=8 WN350(B)-16RF S=8 WN80(B)-16RF S=8WN65(B)-16RF S=4 WN50(B)-16RF S=3.5 WN25(B)-16RF S=3 WN125(B)-16RF S=4.5材质单位个个个个个个个个个个个个个领用量使用部位20# 20# 20# 20# 20# 20# 20 20 321 321 321 321 32125 8 1 6 10 17 4 4 6 2 2 613A33 A33 A31 A31 A33ZH1305003 ZH1305003 ZH1305003 ZH1305003 ZH13040003江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司江阴中环法兰有限公司备注:编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 70 71 72 73 74 75 76 77 78 79 80 81 82 83证件自编号 A38证件出厂自编号130609复验报告编号制造厂家河北龙润管道集团有限公司河北龙润管道集团有限公司规格型号φ 108X7 90E(L) φ 273X9 90E(L) φ 325X9 90E(L) φ 219X8 90E(L) φ 89X5 90E(L) φ 159X7 90E(L)材质 20# 20#单位个个个个个个领用量使用部位11 19 4 11 45 12A39 A38 A39+A40 A39130609 130609 130609 130609河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司20#20#20# 20#A41130609 130609河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司φ426×10 90E(L) φ 325×9 90E(S) φ 57X5 90E(L) φ 57X4.5 90E(L) φ 133X5.5 90E(L) φ 89×5 90E(L) φ 57×4.5 90E(L)20# 20# 20# 20# 20# 20# 20#个个个个个个个3 1 4 6 15 6 10A41 A38 A42 A43 A43备注: 130609 130609 130507 130507 130507编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目序号 84 85 86 87 88 89 90 91 92 93 94 95 96 97证件自编号 A42 A43 A42 A44 A45 A46 A52 A53+A54 A52 A55 A55+A56 A57 A57 A54证件出厂自编号 130507 130507 130507 130516 130601 130601 20170400290 20170400289 20170400290 20170503582 20170400304 20170503580 20170503580 130609复验报告编号制造厂家河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司河北龙润管道集团有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司江阴市南方管件制造有限公司河北龙润管道集团有限公司规格型号φ 108×5.5 90E(L) φ 273×8 90E(L) φ 76×5 90E(L) φ 219×7 90E(L) φ 159×6 90E(L) φ 377×9 90E(L) φ 89X590E(L) φ 45X4.5 90E(L) φ 57X4.5 90E(L) φ 57×4.5 90E(L) φ 108×5.590E(L) φ 720×11 90E(S) φ 377×9 90E(S) φ 108X6 T(S)材质单位个个个个个个个个个个个个个个领用量使用部位20# 20# 20# 20# 20#20#304 30417 6 4 6 6 4 23 12 12 2 14 1 2 1304 321 321 316L 316L 20#备注: 编制人:日期:年月日审核人:日期:年月日施工单位:中化二建集团有限公司山东滨化工程项目部压力管道组成件及焊材质量证明文件一览表工程名称:滨化集团股份有限公司化工分公司整体搬迁及综合技术改造项目单位序号 98 99证件自编号 A55证件出厂自编号 130621复验报告编号制造厂家河北龙润管道集团有限公司河北龙润管道集团有限公司规格型号φ 219×7 T(S) φ 133X5 T(S) φ 89X4 T(S) φ 108×4.5T(S) φ 89×4T(S) φ 133×4.5 T(S) φ89×57T(R)δ =4.5×3.5 φ 400X400X300T(R) 89×89×76 T(R)δ =4 φ57X57X45 T(R)δ =3.5 φ 219×159R(C) φ 76X57 R(C)δ =4X3.5 φ108×76R(C)δ =4。
焊接合金质量证明书ER304-2.5质量证明书编号:[编号]
产品名称:焊接合金ER304-2.5
产品规格:
- 断裂伸长率:≥30%
- 屈服强度:≥205MPa
- 拉伸强度:≥520MPa
- 低温冲击韧性:≥27J
产品特点:
- ER304-2.5是一种高品质焊接合金,主要由304不锈钢合金组成,具有优异的耐腐蚀性和高强度特性。
- 经过严格的生产工艺和质量控制,确保质量稳定可靠。
- 具有良好的焊接性能,可以在各种焊接工艺下实现高质量的焊接。
质量检验过程:
- 所有产品经过严格的质量检验过程,确保符合相关国家标准和要求。
- 测试项目包括断裂伸长率、屈服强度、拉伸强度以及低温冲击韧性等指标。
- 检测设备和方法符合国家标准,测试结果准确可靠。
质量证明:
本产品符合相关国家标准和要求。
在正常使用和储存条件下,产品性能稳定可靠。
凭本质量证明书购买的产品,本公司承诺质量保证期为[保证期限],如发生质量问题,请及时与我们联系,我们将会提供相应的解决方案。
公司名称:[公司名称]
签字:
日期:[日期]
(备注:本质量证明书中所列指标的实验结果和技术参数均从实验室中获得并基于现有实验条件)。
电焊条质量证明书电焊条质量证明书1. 证明书目的本文档旨在证明所提供的电焊条产品符合相关质量标准和要求,以确保其质量可靠,适用于工业焊接应用。
2. 产品信息2.1 产品名称电焊条2.2 产品型号请根据实际产品情况填写2.3 产品规格请根据实际产品情况填写2.4 产品技术参数请根据实际产品情况填写3. 质量标准产品的质量标准应符合以下要求:1. 符合国家相关标准和法规的要求;2. 产品性能稳定,符合工业焊接应用的需求;3. 产品的化学成分符合相关标准要求;4. 产品外观应无明显缺陷,如裂纹、气泡等;5. 产品的焊接性能稳定,焊缝牢固,抗拉强度符合标准要求。
4. 生产工艺4.1 原材料选择所使用的原材料应符合相关标准要求,并由合格供应商提供。
4.2 生产过程控制生产过程中,应严格按照相关工艺流程进行操作。
工艺流程应包括原材料检验、配料、混料、压制、烘干等环节,以确保产品质量的稳定。
4.3 检测和检验生产过程中,应进行适当的检测和检验,以确保产品符合质量标准要求。
检测和检验项目应包括外观检查、焊接性能测试、化学成分分析等。
5. 质量控制为确保产品质量的一致性和稳定性,采取以下质量控制措施:1. 定期进行质量管理体系的内部审核和外部审核,确保质量管理体系的有效运行;2. 对原材料进行严格的质量控制和入库检查,确保合格原材料的使用;3. 对生产过程进行全程控制,确保每个环节符合质量要求;4. 对成品进行全面检测和检验,确保产品质量符合标准要求;5. 配备专业的质检人员,并提供必要的培训,确保质检工作的准确性和可靠性。
6. 质量证明本产品质量符合国家相关标准和法规的要求,并已根据相关质量标准进行检测和验证。
我们保证所提供的电焊条产品质量可靠,适用于工业焊接应用。
7.如有任何质量问题或其他相关咨询,请随时与我们联系。
- 公司名称:请填写公司名称- 地质:请填写公司地质- 方式:请填写公司- :请填写公司请注意:本文档仅作为电焊条产品质量证明,不得用于其他商业用途。
焊条材质证明书焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇二:伯乐焊条,郝伯特焊丝材质证明书篇三:02 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录gb50205-2001 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注: 1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员: 3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇四:焊条与材质j422 e4303 用于焊接重要的低碳结构钢和强度等级较低的低合金结构钢,如q235,09mnv,09mn2j427 e4315 用于焊接重要受压载荷或低碳厚板结构和低合金钢的结构,如机械,船舶,桥梁,压力容器等j502 e5003 主要用于490mpa抗拉强度的低合金结构钢的焊接,如建筑用螺纹钢及其他16mn等结构钢的焊接j506 e5016 用于焊接中碳钢和低合金结构钢,如16mn,09mn2si和船舶用a,b,d,e级钢等,也可用于厚板及可焊性较差的碱钢结构的焊接j507 e5015 用于焊接重要的中碳钢和低合金结构钢(受压,动载),如16mn,09mn2si和船舶用a,b,d,e级钢等,也可用于厚板及可焊性较差的碱钢结构的焊接a102 e308-16 用于工作温度低于300℃的0cr19ni9及0cr19ni11ti的不锈钢结构的焊接a002 308l-16 用于超低碳cr19ni10不锈钢结构焊接,如0cr19ni,0cr19ni11ti a102 e308-16 用于工作温度低于300℃的cr19ni9及cr19ni11ti的不锈钢结构的焊接a107 e308-15用于工作温度低于300℃的cr19ni9及cr19ni11ti 的不锈钢结构的焊接,可全位置焊接a132 e347-16 用与重要耐腐蚀含钛稳定0cr19ni11钛不锈钢的焊接a137 e347-15 用与重要耐腐蚀含钛稳定0cr19ni11钛不锈钢的焊接,可全位置焊接焊条直径要根据工件厚度进行选择:如下图篇五:不锈钢焊条材质表不锈钢焊条牌号型号 gbcmnsis熔敷金属化学成分(%)(≤) pcrnimo其余熔敷金属力学性能rm mpaa %特点与用途用于焊接ocr13及icr13不锈钢结构也可用thg202e410-160.121.00.900.0300.04011.0/13.50.70.75cu0.7545020于耐蚀耐磨的表面的堆焊(熔敷及时热力学性能试样在860℃x2h 缓冷至600℃然后空冷。