PVC抗冲改性剂--MBS树脂的生产技术
- 格式:docx
- 大小:23.63 KB
- 文档页数:5
MBS树脂-PVC抗冲改性剂生产方法MBS树脂是在粒子设计概念下合成的一种新型高分子材料,由甲基丙烯酸甲酯(M)、丁二烯(B) 及苯乙烯(S)采用乳液接枝聚合法制备而成。
在亚微观形态上具有典型的核-壳结构,核心是1个直径为10~100 nm的橡胶相球状核,外部是苯乙烯和甲基丙烯酸甲酯组成的壳层。
由于甲基丙烯酸甲酯与聚氯乙烯(pvc)的溶解参数相近,在PVC树脂和橡胶粒子间起到界面粘接剂的作用,在与PVC加工混炼过程中形成均相,而橡胶相则以粒子状态分布于PVC连续介质中,呈现海岛结构,这种特殊结构赋予了制品优异的抗冲击性能。
当PVC中加入5%~ 10%的MBS树脂时,可使制品的冲击强度提高4~ 15倍,同时,还可改善制品的耐寒性和加工流动性,且能够保持PVC树脂原有的光学性能,因此,MBS 树脂作为PVC树脂的抗冲改性剂具有广泛的应用前景。
1 MBS树脂的生产方法MBS又称为透明ABS,由于两者的生产方法相似,早期许多生产厂家使用相同的工艺路线,甚至在同一条生产线上生产这两种产品。
随着技术的发展,工艺过程日趋完善,各生产厂家的生产工艺略有差异,但基本原理是一样的,即丁二烯和苯乙烯作为单体在水和乳化剂中进行乳化,在引发剂的引发作用下进行聚合,生产丁苯胶乳(SBR胶乳),再加入苯乙烯和甲基丙烯酸甲酯进行乳液接枝聚合,得到MBS 树脂接枝胶乳(MBS树脂胶乳),最后经过凝聚、脱水和干燥处理后得到MBS粉料。
在MBS树脂的整个生产工艺过程中,SBR胶乳的合成技术、MBS胶乳的合成技术以及MBS胶乳的凝聚技术是生产的三大关键技术。
1.1丁苯胶乳的制备[1-2]丁苯胶乳的合成,一般采用乳液聚合法。
为了满足抗冲击性和透明性的要求,必须控制SBR胶乳的粒径、粒径分布及交联度,同时,折光指数必须与PVC相匹配。
从理论上讲,橡胶相玻璃温度越低,增韧效果越好,常选择在-40℃以下。
大多数厂家在丁苯胶乳制备中,丁二烯质量分数选择大于70%,但也有厂家选用纯丁二烯胶乳。
MBS(Methylmetharylate-Butadiene-Styrene Copolymer)是在粒子设计概念下合成的新型高分子材料,它是由甲基丙烯酸甲酯、丁二烯、苯乙烯接枝聚合而成的。
在亚微观形态上具有典型的核-壳结构,核心是一个直径10-100nm的橡胶相球状核,外部是苯乙烯和甲基丙烯酸甲酯组成的壳层。
由于甲基丙烯酸甲酯与PVC的溶度参数相近,它在PVC树脂和橡胶粒子间起到界面黏接剂的作用,在与PVC加工混炼过程中形成均相。
而橡胶相则以粒子状态分布于PVC连续介质中,呈现海岛结构,这种特殊结构赋予了制品优异的冲击性能。
当PVC中加入5%-10%的MBS树脂时,可使制品的冲击强度提高4-15倍,同时还可改善制品的耐寒性和加工流动性。
因此,MBS树脂作为PVC冲击改性剂得到了广泛应用。
据资料统计,世界MBS产量总计近30万t/a,主要集中在日本、美国等少数工业发达国家。
但近几年来,台湾、新加坡等地也建厂生产。
我国MBS研究和生产起步较晚,20世纪70年代起,我国先后在锦西化工研究院和上海高桥化工厂进行了MBS中试,由于规模太小、生产成本高及原料供应等问题而没有正式投产。
截止目前,国内仅有几套千吨级装置,不仅品种单一,而且产品质量与国外也存在一定的差距,不能满足高档PVC的生产要求,大部分产品仍依赖进口。
近年来,随着PVC引进装置的投产,国内PVC 产量迅速增加,对MBS树脂的需求量也日益增大。
预计2005年我国PVC树脂需求量将超过美国,突破750万t,成为世界最大PVC消费国。
如果这些PVC有50%用于硬质材料,且其中有20%使用MBS(投入按7%的比例)计算,仍需MBS树脂5万t以上。
因此,迅速开发MBS树脂的生产技术,对于推动我国PVC及其深加工行业的发展具有重大意义。
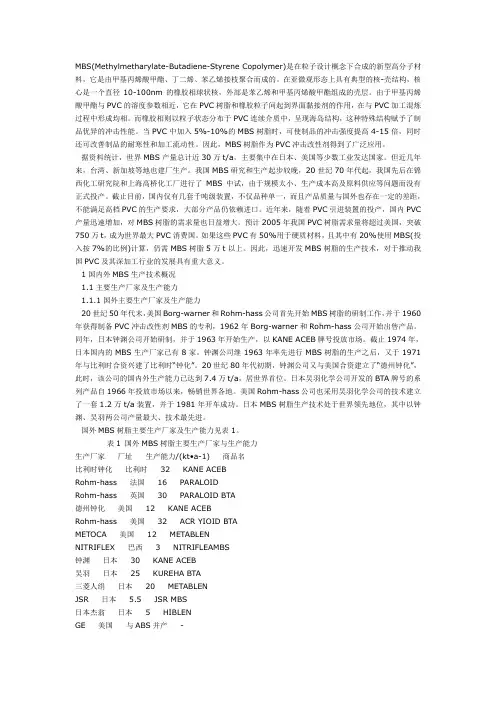
1国内外MBS生产技术概况1.1主要生产厂家及生产能力1.1.1国外主要生产厂家及生产能力20世纪50年代末,美国Borg-warner和Rohm-hass公司首先开始MBS树脂的研制工作,并于1960年获得制备PVC冲击改性剂MBS的专利,1962年Borg-warner和Rohm-hass公司开始出售产品。
1. 产品简介MBS(Methyl methacrylate-Butadiene-Styrene)树脂是甲基丙烯酸甲酯(M),丁二烯(B)及苯乙烯(S)的三元共聚物,它具有典型的核- 壳结构。
由于其溶度参数(19.2~19.4 J1/2?ml1/2 )与PVC(19.4~19.8 J1/2?ml1/2)相近,故两者的热力学相容性好,表现为PVC 在室温或低温下具有很高的抗冲击强度。
并且由于它与PVC 折光指数相近(PVC 为1.530~1.538,MBS 为1.528~1.540),故当两者共混熔融以后,容易达到均一的折射率。
又由于MBS 树脂粒子直径为0.1~0.25μm,比可见光波长0.4~0.7μm 还小,因此用MBS 做PVC 的抗冲改性剂不会影响PVC 的透明性。
所以MBS 是PVC 制取透明制品的最佳材料。
另一方面,由于其与PVC 相容性好,在室温或低温下具有很高的抗冲击性,故也适用于非透明性的各种制品。
据资料介绍,当PVC 中加入5%~10%的MBS 树脂时,可使其制品的抗冲击强度提高4~15 倍,同时还可以改善制品的耐寒性和加工流动性。
因此,MBS 作为PVC 抗冲改性剂得到了广泛应用。
此外,它还具有良好的着色性,可用于制作盛装容器、管材、板材、室内装饰板和软质制品等。
但因其含有不饱和结构的丁二烯、易受氧和紫外线的作用而老化,故耐候性差,不适用于制作室外长期使用的制品。
2. 产品牌号及性能、用途2.1 日本钟渊公司产品牌号及性能2.2 日本吴羽公司产品牌号及性能2.3 日本三菱人造丝的产品性能及用途2.4 罗门-哈斯公司产品及性能2.5 齐鲁石化公司研究院MBS 产品特性及用途2.6 浙江龙化塑料助剂有限公司的产品性能及用作为PVC 最主要的抗冲改性剂之一,MBS 树脂既可以在增韧的同时,最大限度保持PVC 的透明性,同时与其它抗冲改性剂相比,在同等加入量情况下,还可以更大幅度地提升制品的韧性,因而广泛用于PVC 与PBT/PC 等工程塑料的加工应用过程中处于玻璃态的材料(如PVC 树脂)在应力作用下引起材料破坏的原因,是材料发生强迫高弹形变。
为温度180℃,转速30rpm。
(3)挤出:将PVC共混料加入哈克双螺杆挤出机中挤出,工艺条件为:温度TS-E1184℃,TS-E2187℃,TS-E3190℃;TS-D1191℃。
螺杆转速30rpm。
4、试样制作与性能测试:(1)抗冲击性能:采用国标GB/T8814-1998测试。
(2)拉伸性能:采用国标GB/T8814-1998测试。
结果与讨论1、不同改性剂对PVC共混料的流变性能的影响:用抗冲改性剂CPE、ACR、MBS改性的PVC共混料的流变曲线如图1所示。
图1改性共混料流变曲线图1表明采用CPE塑化稍慢,但扭矩最低。
共混料流变曲线中,最大扭矩可作为加工设备所需要的传动功率大小的度量,而平衡扭矩则决定了加工设备生产时的功率消耗,它们都是极重要的流变特性参数。
平衡扭矩值平稳表明配方中助剂与树脂相容性好,塑化时间长短可决定设备的一些参数。
扭矩低,可使挤出功率降低。
2、各类抗冲改性剂对硬质PVC共混料挤出加工性能的影响:不同改性剂不同份数的挤出性能曲线如图2所示。
图2不同份数改性的挤出性能由图2可见,随着改性剂份数的增加,挤出扭矩都要增加。
这说明改性剂用量增加,会使物料的粘度增加,导致扭矩升高。
其中CPE挤出扭矩最低,MBS次之,ACR最高。
这说明用CPE作改性剂时,加工设备生产时的功率消耗低,有利于节能和降低成本。
3、各类抗冲改性剂对硬质PVC共混料力学性能的影响:各类抗冲改性剂改性硬质PVC共混料的力学性能对比如表2所示。
表2 三种改性剂挤出片材的力学性能比较改性剂测试项目6份8份10份CPE ACR MBS CPE ACR MBS CPE ACR MBS。
PVC抗冲改性剂--MBS树脂的生产技术MBS树脂是由甲基丙烯酸甲酯(M)、丁二烯(B)及苯乙烯(S)采用乳液接枝聚合法制备的一种三元共聚物。
在亚微观形态上具有典型的核--壳结构,内核是一个直径为10-100 nm 的橡胶相球状物,外壳是由苯乙烯和甲基丙烯酸甲酯组成的。
由于甲基丙烯酸甲酯与聚氯乙烯(PVC)的溶解度参数相近,它在PVC树脂和橡胶粒子间起到界面粘接剂的作用,在与PVC 加工混炼过程中形成均相,而橡胶相则以粒子状态分布于PVC连续介质中,呈现海岛结构,这种特殊结构赋予了制品优异的抗冲击性能。
当PVC中加入5%-10%的MBS树脂时,可使制品的冲击强度提高4-15倍,同时还可改善制品的耐寒性和加工流动性,且能够保持PVC 树脂原有的光学性能,因此MBS树脂作为PVC树脂的抗冲击改性剂具有广泛的前景。
1 MBS树脂的生产工艺MBS树脂的生产过程是先以丁二烯和苯乙烯在水和乳化剂中进行乳化,在引发剂的引发作用下进行聚合,生产丁苯胶乳(SBR胶乳),再加入苯乙烯和甲基丙烯酸甲酯进行乳液接枝聚合,得到MBS树脂接枝胶乳(MBS树脂胶乳),最后经过凝聚、脱水和干燥处理后得到MBS树脂成品。
在MBS树脂的整个生产工艺过程中,有3大关键技术,其一是SBR胶乳的合成技术,因为SBR胶乳的粒径不但决定了MBS树脂,PVC合金的抗冲击性能,同时还决定了它的透光性能;其二是MBS树脂胶乳的合成技术,因为核--壳比、接枝率和接枝过程单体的加料顺序等对MBS树脂胶乳的凝聚和后处理、MBS树脂粉料的粒子形态及MBS树脂与PVC的相容性和光学性能等均有非常显著的影响;其三是MBS树脂胶乳的凝聚技术,凝聚水平的高低直接决定了最终产品的粒度分布、颗粒规整性、流动性和表观密度以及MBS树脂在PVC中的分散性和相容性等指标。
1.1 丁苯胶乳的合成将丁二烯、苯乙烯、引发剂和各种配制好的助剂按一定量和顺序加到聚合反应釜中,在一定的温度下搅拌进行乳液聚合,待反应达到一定转化率后停止反应,脱除未反应的单体即可得到丁苯胶乳。

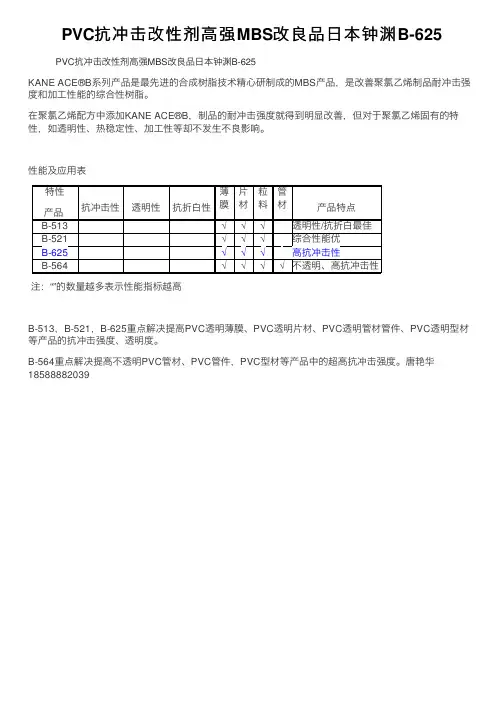
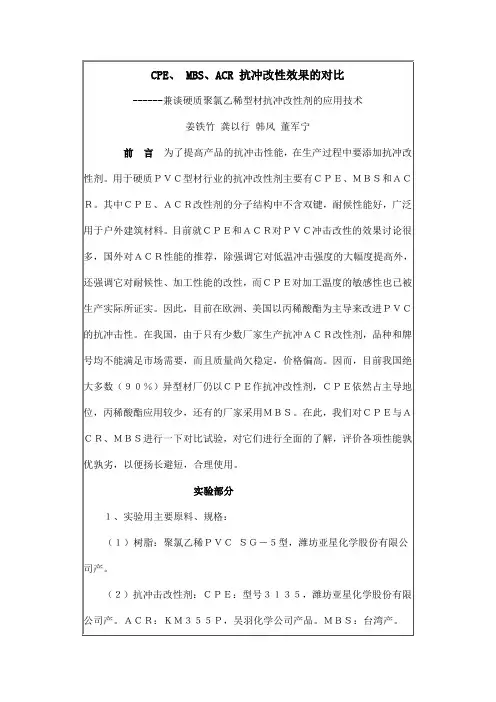
PVC抗冲击改性剂⾼强MBS改良品⽇本钟渊B-625
PVC抗冲击改性剂⾼强MBS改良品⽇本钟渊B-625
KANE ACE®B系列产品是最先进的合成树脂技术精⼼研制成的MBS产品,是改善聚氯⼄烯制品耐冲击强度和加⼯性能的综合性树脂。
在聚氯⼄烯配⽅中添加KANE ACE®B,制品的耐冲击强度就得到明显改善,但对于聚氯⼄烯固有的特性,如透明性、热稳定性、加⼯性等却不发⽣不良影响。
性能及应⽤表
特性
产品抗冲击性透明性抗折⽩性薄
膜
⽚
材
粒
料
管
材产品特点
B-513√√√透明性/抗折⽩最佳
B-521√√√综合性能优
B-625√√√⾼抗冲击性
B-564√√√√不透明、⾼抗冲击性
注:“”的数量越多表⽰性能指标越⾼
B-513,B-521,B-625重点解决提⾼PVC透明薄膜、PVC透明⽚材、PVC透明管材管件、PVC透明型材等产品的抗冲击强度、透明度。
B-564重点解决提⾼不透明PVC管材、PVC管件,PVC型材等产品中的超⾼抗冲击强度。
唐艳华
185****2039。
青岛科技大学研究生学位论文3x105囤1。
1MBS透射电镜照片(core/shell-60/40,I哪k/St=60/40)Fi91.1TEMofMISSresin(core/shell=60/40,MMA/St=60/40)橡胶相是MBS树脂合成研究的核心。
(1)MBS中橡胶含量的影响,更精确地讲,橡胶粒子在MBS中所占体积分数是影响MBS性熊的最重要因素。
单纯增加橡胶体积分数,就会减小模量、屈服强度和硬度,但会增大冲击强度和抗化学应力开裂性;在体积分数进一步提高时,冲击强度的增加开始趋于平稳,但拉伸强度、模量、弯曲强度和熔体指数却下降。
(2)橡胶粒径及其分布影响着MBS力学性能。
其粒径范围从50nm到大约300nm。
粒径分布有附聚法的宽分布和一步法制成的胶乳粒径的单模态分布。
平均粒径大小控制着PVC/MBS合金抗冲击性能,最大抗冲击强度就出现在300nm时刻;平均粒径也影响着熔融粘度和诸如光泽性、透明性等外观参数指标。
粒径分布影响着冲击性能和透光性能,呈单模态分布,粒径在lOOnm左右。
有利于透明性能;将大小不同的粒子以适当的比例混合起来。
对光产生强烈散射,对冲击性能的大幅提高有利。
根据橡胶增韧原理,大粒径橡胶颗粒吸收能量,诱发银纹;小粒径颗粒则抑制银纹发展。
(3)橡胶交联度对MBS性能也有很大影响,当交联度低时,较低橡胶含量的MBS较易获得MBS透明性与流动性等加工性能的综合平衡:当交联度较高时,冲击性能随之升高,而且表面青岛科技大学研究生学位论文(BD:ST=75:25)(BD:ST=80:20)图3.6丁苯胶乳粒径透射图Fi93.6TEMofSBRParticles3.2.2.2BD的影响实验发现,增加BD用量可以提高聚合反应速率和单体转化率,但乳胶粒的粒径减小。
究其原因:BD(溶解度0.081%)较之st(溶解度0.028%)的水溶解性高【32】,其水相成核的比例增加,必须导致转化率的升高和乳胶粒径的减小。
mbs树脂生产工艺
MBS树脂是一种以苯乙烯-丁二烯-苯乙烯共聚物(SBS)为基
础材料,经过改性而成的热塑性塑料。
以下是MBS树脂的生
产工艺。
1. 原料准备:将苯乙烯、丁二烯和苯乙烯共聚物等原料按照一定比例准备好。
苯乙烯和丁二烯是MBS树脂的主要组成部分,苯乙烯共聚物用于改性增强材料的性能。
2. 反应釜对橡胶进行预处理:将原料加入反应釜中,在一定的温度和压力下进行反应。
通过控制反应条件,可以实现苯乙烯和丁二烯的聚合。
3. 橡胶改性:将苯乙烯共聚物加入反应釜中,与聚合的苯乙烯和丁二烯发生共混反应。
共聚物通过与聚合物相互作用,改善了MBS树脂的力学性能、耐热性和耐候性等。
4. 过滤和加工:将反应后的物料进行过滤,去除其中的杂质和颗粒。
然后将物料通过挤出或注射等加工方式制成颗粒或薄膜等成品。
5. 成品质检和包装:对生产出来的MBS树脂进行质量检验,
包括外观、熔体流动度、拉伸强度等指标的测试。
合格的产品进行包装,并按照客户需求进行包装和储存。
MBS树脂生产工艺需要严格控制反应的温度、压力和时间等
因素,以确保产品的质量。
此外,还需要选择适当的原料比例
和改性方法,以满足不同应用领域的需求。
MBS树脂具有很高的韧性、良好的流动性和优异的耐候性,广泛应用于塑料、橡胶、涂料、胶粘剂等领域。
ACR和MBS抗冲改性剂的结构及其对PVC的增韧机理1、 ACR和MBS抗冲改性剂的结构尽管橡胶相的凝胶含量和溶胶分⼦量、壳层聚合物分⼦量及接枝率也是表征ACR,MBS抗冲改性剂的重要结构参数,但ACR,MBS的相态结构对其应⽤性能(主要是抗冲性能)更为重要。
当壳层单体量较⼩,或聚合控制不当时,则可能形成⾮核-壳结构或核-壳结构不完善的乳胶粒⼦。
Sommer等采⽤原⼦⼒显微镜研究了⼆阶段乳液聚合核-壳结构PBA/PMMA的表⾯形态,对于纯PBA粒⼦,表⾯平整光滑;当PBA/PMMA=90/10时,PBA粒⼦表⾯部分被PMMA覆盖部分;当PBA/PMMA=80/20时,PMMA微区尺⼨增⼤并相互连接,形成“草莓”状结构的壳层;当PBA/PMMA=70/30时,PMMA初级粒⼦凝并在⼀起形成连续的、均匀的PMMA层。
由此可以认为,采⽤核-壳乳液聚合得到的PBA/PMMA复合粒⼦并不存在明显的PBA/PMMA界线,在聚合过程中PMMA将向PBA渗透,形成界限模糊的界⾯层,在PMMA含量低时不能形成连续的PMMA层,只有在PMMA含量⾼时,才能形成较为完整的PMMA层。
对于MBS,情况也基本相同。
ACR,MBS乳胶粒⼦经凝聚、⼲燥⽽得到由初级粒⼦凝聚⽽成的、具有疏松结构的粒⼦,粒径较⼤。
2、 ACR,MBS抗冲改性剂对PVC的增韧机理凝聚ACR,MBS抗冲改性剂粒⼦与PVC树脂混合、熔融加⼯时,由于壳层聚合物与PVC具有很好的相容性,⽽核为交联的橡胶粒⼦,因此会重新分散为初级粒⼦(橡胶粒⼦部分)⽽均匀分布在PVC基体中,形成以橡胶粒⼦为分散的“岛”、PVC基体连续的“海”的“海-岛”结构相态结构。
当材料受到应⼒作⽤时,橡胶粒⼦会变形但仍以分散相存在。
未变形PVC/MBS材料中MBS分散较为均匀,变形后MBS在变形⽅向有⼀定取向。
ACR,MBS抗冲改性(增韧)的PVC属于典型的橡胶增韧塑料体系,橡胶对塑料的增韧机理主要有银纹、银纹-剪切带、空化理论等。
抗氧化MBS用丁苯胶乳的合成及应用摘要:MBS是一种核-壳结构的弹性体粒子,常用于改性PVC以提高其抗冲性能。
通过与PVC共混,MBS可以显著改善PVC制品的抗氧化性、透明性和加工性能。
基于此,本文对抗氧化MBS用丁苯胶乳的合成与应用展开深入的分析与研究,旨在为探索其在PVC制品改性中的潜力提供参考价值。
同时,希望这项研究能够满足国内市场需求,对相关工业领域的发展起到推动作用。
关键词:MBS;PVC;抗氧化性;工业领域本研究采用一种简单的方法,即一步乳液聚合法,来制备抗冲改性剂MBS接枝粉料。
首先,合成丁苯橡胶种子乳液,并将甲基丙烯酸甲酯和苯乙烯单体接枝到橡胶粒子上。
然后,通过凝聚干燥的方法制备不同接枝率和橡胶粒径的MBS接枝粉料。
最后,通过将这些MBS接枝粉料与PVC进行共混,研究不同组成对MBS/PVC共混物的力学性能、光学性能和形态结构的影响。
这种研究方法不仅简单可行,还能为深入了解MBS/PVC共混材料的性能提供重要数据。
一、抗氧化MBS用丁苯胶乳的合成MBS合成过程中,为了提高材料的抗氧化性能,可以引入第四单体来取代部分丁二烯,并将抗氧化性能融入合成种子丁苯胶乳中,这种方法可以通过在合成过程中引入含有抗氧化基团的第四单体来实现。
首先,为了制备适合合成的种子丁苯胶乳,需要选择合适的反应条件和材料配比。
这个过程基于之前的研究和实验经验,选定具有适当粒径和分散性的丁苯胶乳种子。
这些种子将作为聚合反应的起始点。
接下来,引入抗氧化性的第四单体。
通常,第四单体是一种含有抗氧化基团的单体,例如苯乙烯单体中的OH基团。
通过将第四单体加入反应体系中,并控制其与丁苯橡胶种子的反应程度,可以向合成种子丁苯胶乳中引入抗氧化性能。
这样,在聚合过程中,第四单体与其他单体共聚合,形成含有抗氧化性能的丁苯胶乳。
在MBS的合成过程中,除了丁二烯和第四单体,还需要加入甲基丙烯酸甲酯(MMA)等单体。
这些单体与丁苯橡胶种子在适当的温度和反应条件下发生聚合反应。
MBS抗冲改性剂的主要性能及其应用摘要:本文主要介绍了MBS抗冲改性剂的主要性能,如优异的透明性、良好的耐磨性等,并总结了其国际国內的应用情况及消费量,均反映MBS树脂具有良好的市场前景。
关键词:MBS;性能;应用MBS(Methylmetharylate-Butadiene-Styrene)是在粒子设计概念下合成的一种新型高分子材料,由甲基丙烯酸甲酯(M)、丁二烯(B)及苯乙烯(S)采用乳液接枝聚合法制备而成。
在亚微观形态上具有典型的核壳结构,核心是1个直径为10nm~100mm的橡胶相球状核,外部是苯乙烯和甲基丙烯酸甲酯组成的壳层。
由于甲基丙烯酸甲酯与聚氯乙烯(PVC)的溶解参数相近,它在PVC树脂和橡胶粒子间起到界面粘接剂的作用,在与PVC加工混炼过程中形成均相,予与了制品优异的抗冲击性能。
当PVC中加入5%-10%的MBS树脂时,可使制品的抗冲击强度提高4倍-15倍,同时还可改善制品的耐寒性和加工流动性,其折光指数与PVC相近,用MBS作PVC抗冲改性剂不会影响PVC的透明性。
MBS是改进PVC抗冲性能、制造透明制品的最佳材料,几乎所有的透明PVC制品都用它作为抗冲改性剂。
因此,MBS树脂作为PVC树脂的抗冲击改性剂具有广泛的应用前景。
1MBS抗冲改性剂的主要性能MBS抗冲改性剂具有优异的透明性,良好的耐磨性、着色性和较一般的耐低温特性。
其折光率与PVC相近,是用于PVC改性以制造透明制品的最佳材料。
一般来说,MBS在与PVC共混时有适宜的相容性,且使共混体系的稳定性得以提高。
MBS的玻璃化温度比较低,故能在一定低温限度内增进PVC的抗冲击性能。
改善PVC的韧性和加工性能是MBS的另一重要性能,即提高摩擦来促进PVC的颗粒崩解和进一步凝胶化,缩短熔融时间,减少物料停留时间,防止分解,最终提高加工性能。
2 国际应用情况及消费量由于世界各国具体情况不同,PVC制品的产品结构不同,加工习惯不同,各类抗冲改性剂的消费结构相差较大。
PVC抗冲改性剂--MBS树脂的生产技术MBS树脂是由甲基丙烯酸甲酯(M)、丁二烯(B)及苯乙烯(S)采用乳液接枝聚合法制备的一种三元共聚物。
在亚微观形态上具有典型的核--壳结构,内核是一个直径为10-100 nm 的橡胶相球状物,外壳是由苯乙烯和甲基丙烯酸甲酯组成的。
由于甲基丙烯酸甲酯与聚氯乙烯(PVC)的溶解度参数相近,它在PVC树脂和橡胶粒子间起到界面粘接剂的作用,在与PVC 加工混炼过程中形成均相,而橡胶相则以粒子状态分布于PVC连续介质中,呈现海岛结构,这种特殊结构赋予了制品优异的抗冲击性能。
当PVC中加入5%-10%的MBS树脂时,可使制品的冲击强度提高4-15倍,同时还可改善制品的耐寒性和加工流动性,且能够保持PVC 树脂原有的光学性能,因此MBS树脂作为PVC树脂的抗冲击改性剂具有广泛的前景。
1 MBS树脂的生产工艺MBS树脂的生产过程是先以丁二烯和苯乙烯在水和乳化剂中进行乳化,在引发剂的引发作用下进行聚合,生产丁苯胶乳(SBR胶乳),再加入苯乙烯和甲基丙烯酸甲酯进行乳液接枝聚合,得到MBS树脂接枝胶乳(MBS树脂胶乳),最后经过凝聚、脱水和干燥处理后得到MBS树脂成品。
在MBS树脂的整个生产工艺过程中,有3大关键技术,其一是SBR胶乳的合成技术,因为SBR胶乳的粒径不但决定了MBS树脂,PVC合金的抗冲击性能,同时还决定了它的透光性能;其二是MBS树脂胶乳的合成技术,因为核--壳比、接枝率和接枝过程单体的加料顺序等对MBS树脂胶乳的凝聚和后处理、MBS树脂粉料的粒子形态及MBS树脂与PVC的相容性和光学性能等均有非常显著的影响;其三是MBS树脂胶乳的凝聚技术,凝聚水平的高低直接决定了最终产品的粒度分布、颗粒规整性、流动性和表观密度以及MBS树脂在PVC中的分散性和相容性等指标。
1.1 丁苯胶乳的合成将丁二烯、苯乙烯、引发剂和各种配制好的助剂按一定量和顺序加到聚合反应釜中,在一定的温度下搅拌进行乳液聚合,待反应达到一定转化率后停止反应,脱除未反应的单体即可得到丁苯胶乳。
对用于制备MBS树脂的丁苯胶乳有其特殊的要求。
首先是丁苯胶乳中丁二烯含量要为70%-80%。
以保证制得的MBS树脂在改性PVC时具有一定的抗冲击性、耐寒性和良好的加工性。
为了尽量减少对MBS树脂耐寒性的影响,苯乙烯含量宜控制在25%左右。
此外,丁苯胶乳必须具有一定的交联度、粒径和粒径分布。
交联有利于改善产品的光学性能和抗冲击性能,便于加工。
对于制备MBS树脂的丁苯胶乳.对其粒径及其分布均有特别的要求。
在一般情况下,当MBS树脂中橡胶含量相同时,胶乳粒径越大,用MBS树脂改性的PVC制品抗冲击性能越好。
但是粒径超过一定范围时,改性PVC制品透明度下降,而且在弯曲时易出现发白现象,因此要同时得到具有最好的抗冲击性、透明性和没有弯曲发白现象的MBS树脂,PVC共混物是极其困难的,各公司都把这一技术关键作为专利加以保密。
1.2 MBS树脂接枝胶乳的合成上面所得到的丁苯胶乳用水稀释后,加入乳化剂、引发剂,再与苯乙烯和甲基丙烯酸甲酯进行接枝聚合。
常见的接枝工艺有一步法、两步法和三步法等;也可以采用连续添加的方式,目前世界上大多数生产厂家采用两步接枝法工艺。
日本吴羽公司先用含有55%(质量分数)以上的苯乙烯和甲基丙烯酸甲酯的混合物接枝,然后再用甲基丙烯酸甲酯接枝;日本钟渊公司则先接枝甲基丙烯酸甲酯,然后再接枝苯乙烯:齐鲁石油化工公司研究院的接枝方式与吴羽公司的接枝方式类似:美国GE公司采用三步接枝法,先接枝甲基丙烯酸甲酯,再接枝甲基丙烯酸甲酯和苯乙烯的混合物.最后接枝苯乙烯;13本合成橡胶公司的接枝方法是把苯乙烯和甲基丙烯酸甲酯混合后一次性加入。
各个生产厂家接枝工艺中所采用的引发体系各不相同,有的采用过硫酸盐,有的采用氧化还原体系。
从MBS树脂改性PVC的机理来看,由于甲基丙烯酸甲酯与PVC溶解度参数相近,相容性好,处于MBS树脂外壳层,有助于增加界面间的粘合力,对提高冲击强度有利。
橡胶相和树脂相的比例对MBS树脂性能有很大的影响。
在橡胶含量相对少的情况下,增加橡胶含量,银纹引发中心会增多,支化及终止速度亦增加,冲击强度随之提高。
但达到一定的程度之后,再增加橡胶含量,树脂相比例相对减少,影响了MBS树脂与PVC的相容性,反而使抗冲击强度降低。
从国外专利来看,橡胶相在45%~60%之间较好。
树脂相中的甲基丙烯酸甲酯与苯乙烯的比例根据产品性能不同而有差异。
通常甲基丙烯酸甲酯与苯乙烯的质量比为3:7~7:3为宜。
1.3 接枝胶乳的凝聚凝聚过程对MBS树脂产品的颗粒形态、与PVC树脂共混的加工性能及加工工艺条件有很大的影响。
目前的凝聚方法主要有以下几种:(1)单釜凝聚工艺。
该工艺是最简单、最容易操作的,也是大多数公司在MBS树脂技术开发初期所采用的方法。
目前该方法在我国的一些中小规模生产装置上仍采用。
其主要操作过程是将胶乳加入到有凝聚剂的反应釜中,或将凝聚剂加入到有胶乳的反应釜中。
由于是单釜液相间歇操作,MBS树脂颗粒形态和大小不容易控制,而且处理能力小,不符合大规模工业化生产的要求。
(2)多釜连续凝聚工艺。
多釜连续凝聚工艺实际上是多个单釜的串联,其优点在于其连续性,便于进行工业化大规模生产。
不足之处在于MBS树脂的颗粒形态、流动性和表观密度等指标没有明显提高。
(3)有机介质凝聚工艺。
日本钟渊公司利用不同密度的有机介质作为分散剂,把凝聚剂和胶乳变成微小的液滴分散在溶剂中。
两种液滴由于上升和下降的速度不同,相互碰撞发生凝聚反应,得到粉末状聚合物。
该工艺的不足之处在于使用了有机溶剂,可能会吸附在树脂表面,造成干燥过程中易燃易爆成分的增加,而且有机溶剂的使用及其回收利用将使生产成本也相应增加。
(4)喷流凝聚工艺。
日本三菱人造丝公司采用喷流凝聚工艺,其特点是将胶乳通过多根细管喷入到凝聚剂中进行凝聚,所得到的树脂流动性好,表观密度大。
该工艺的关键因素是细管的直径以及胶乳与凝聚剂的相对流速。
(5)喷雾凝聚工艺。
日本钟渊公司采用该工艺,其特点是将胶乳喷雾到筒形凝聚器中,凝聚剂则以气相形式喷入,两种物料碰撞到一起时,发生凝聚反应。
该工艺的凝聚剂只限于易气化的酸类(如盐酸等)。
优点在于树脂的收率高、表面规整、流动性好以及表观密度高等。
1.4 接枝胶乳的干燥脱水、洗涤后的MBS树脂送到干燥工段(水含量在35%左右)。
由于MBS树脂含有不饱和双键,在高温下易老化和变色。
因此要求干燥过程的温度不能太高(烘箱干燥温度应小于60℃),时间尽可能短。
从经济性和实用性考虑,气流管一沸腾床连续干燥法较为合理。
日本合成橡胶公司就是采用这一方法。
2 MBS树脂制备新技术制备性能优异的MBS树脂新产品,技术关键在于冲击性能和透明性能的协调和统一。
利用传统的制备方法,在改善冲击性能的同时,透明度下降。
为解决这一问题,近年来,一些研究机构和生产厂家,提出了许多新的合成方法及工艺路线。
2.1 制备簇状结构的MBS树脂粒子根据橡胶增韧树脂抗冲击机理分析,胶乳粒径应与聚合体银纹厚度一致,最佳为0.1~0.3 um。
但从透明性能要求来看,胶乳粒径必须明显小于可见光波长,以防止产生大量的散射,最好不应大于0.12 um。
因此,许多公司采用了制备簇状结构的MBS树脂粒子技术,即首先合成小粒径胶乳,然后在临界状态下加入扩径剂,使其凝集成0.2~0.3 um簇状结构的粒子。
这种簇状结构的粒子,其内部的小粒子是通过化学键结合的,在与PVC共混时,结构不被破坏。
故共混物可保持较大的冲击强度,同时簇状结构的MBS树脂大粒子不妨碍光线的通过,从而兼有优良的冲击性能和透明性能。
2.2 丁苯胶乳的核--壳结构日本钟渊公司开发出一种新型的SBR粒子。
这种胶粒与通常的胶粒具有相同的苯乙烯含量。
但粒子芯部的苯乙烯含量高,在粒子表面由丁二烯层覆盖。
这种新型SBR粒子,既增加了接枝点,又防止了苯乙烯向粒子内部的“渗透”,从而提高了PVC与MBS树脂的界面粘接力。
改善了抗冲击性能和透明性能。
2.3 在MBS树脂中增加第4组分以丁苯橡胶为核心的MBS树脂含有不饱和双键,在光照或受热时极易老化,不适合在户外使用。
为克服这些缺点,在橡胶相中加入部分丙烯酸酯作为第4组分。
可以提高MBS树脂产品的耐候性和抗冲击性。
比如将一定比例的苯乙烯、丙烯腈、甲基丙烯酸甲酯接枝到丁二烯和丙烯酸酯的胶乳粒子上。
可制得有助于提高韧性和透明性的改性PVC制品。
2.4 聚合工艺的研究多年来。
人们一直把注意力集中在聚合方法的研究上,开发出多种合成方法。
主要有连续乳液聚合法、本体聚合法、乳液-悬浮聚合法。
从目前来看,连续乳液聚合法是最广泛采用的方法,从长远来看。
随着技术的发展和对产品质量更加严格的要求,本体法和乳液-悬浮聚合法必将得到较大的发展。
尤其是乳液-悬浮聚合法,它是采用乳液、悬浮两步法进行接枝聚合。
第一步将一定比例的苯乙烯和甲基丙烯酸甲酯加入丁苯胶乳中。
进行乳液接枝聚合;第二步是在聚合过程中加入分散剂和电解质,使之在反应过程中转化为悬浮聚合。
该法巧妙地选取了乳液接枝和悬浮聚合的优点。
简化了繁杂的絮凝回收过程,并改进了产品的颗粒形态。
2.5 絮凝新工艺的研究MBS树脂絮凝直接影响到产品的粒度及其分布,从而影响树脂的应用性能。
近年来,这一领域的研究十分活跃,开发出了多种新的絮凝工艺,主要有:(1)在低于软化点的温度下进行快速种子凝聚。
(2)使用交联剂使颗粒长大,形成MBS树脂颗粒。
(3)在表面活性剂保护下进行慢速凝聚。
(4)利用喷雾成粒技术制备粒径均匀、表观密度大的MBS树脂颗粒。
这几类方法各自都有一定的优点,都具有较好的发展前景。
3结语近几年,随着我国多套大型PVC装置的建成投产,国内PVC的产量不断增加,应用领域日益广泛,对MBS树脂的需求量也日益增加。
但是目前我国MBS树脂行业技术水平及产品质量偏低,企业规模偏小,综合成本较高,产量远远不能满足国内实际生产的需求,每年都得大量进口。
因此,迅速提高国内MBS树脂的技术水平和产品质量,增加MBS树脂的产量,对于推动我国PVC行业的发展及其深加工具有十分重要的意义。
另外,目前,我国MBS树脂产品的牌号少,适用范围较窄,中低档产品较多,与发达国家差距明显。
因此,努力开发新牌号。
尤其是耐候性好、价格和利润较高的产品,以适应国内市场不同层次、不同消费产品的需要,改变和缓解我国高档塑料制品对高端MBS树脂需求依赖进口的局面。
参考文献1 Suzuki Takeyuki.Chlorinated Vinyl Chloride Resin Corn—position .WO 2OO4 096 908,2004-l1-l12 黄金霞,赵金德,赵阳,等.MBS树脂的生产和技术概况及其发展动态[J].弹性体,2005,15(4):61~653 王艳梅,陈光岩,姚剑山.国内外MBS树脂的生产和最新研究进展[J].弹性体,2000,10(3):35~4O4 李晶.MBS树脂的生产技术研究进展[J].聚氯乙烯,2005(1):6-9,305 赵静,孟宪谭,张秀坤.MBS树脂专利生产技术概况[J].聚氯乙烯,2001(1):37-416 王沛喜.吉林石化公司5 kt/a MBS树脂项目建成完成中试[J].塑料助剂,2005(1):577 马从越.MBS树脂需求乐观增长,新上装置应谨慎[J].中国化工信息,2005(39):A98杨仁春,袁毅桦,高永辉.MBS胶乳凝聚方法研究进展.化工生产与技术,2006,13(2):42-45. 9李明.MBS树脂的生产技术及市场前景.化工文摘,2007,(3): 23-24,28.10张丽.加快高性能MBS研发与生产,满足快速增长的市场需求.中国化工信息,2007,(47):8.11 于元章.国外MBS 树脂发展趋势及最新研究进展[ J]. 化学工业与工程, 1995( 1) :5412 W. J. Frazer. Structure- to-properties Relationships of ABSpolymers[J]. chem& Ind. , 1966 ,(3}:1399.。