刮削与研磨
- 格式:docx
- 大小:30.87 KB
- 文档页数:25

学习情境07刮削与研磨⏹本章学习要点⏹ 1.了解刮削的原理、种类、工具。
⏹ 2.掌握刮削的方法。
⏹ 3.了解研磨的原理、工具、研磨剂。
⏹ 4.掌握研磨的方法。
7.1 刮削⏹7.1.1 刮削概述刮削是指刮除工件表面薄层以提高加工精度的加工方法。
⏹ 1.原理将工件与校准工具或与其相配合的工件之间涂上一层显示剂,经过对研,使工件上较高的部位显示出来,然后用刮刀进行微量刮削,刮去较高部位的金属层。
刮削同时,刮刀对工件还有推挤和修光的作用,这样经过反复地显示和刮削,就能使工件的加工精度达到预定的要求。
2.特点⏹刮削加工属于精加工⏹刮削具有切削量小、切削力小、产生热量小和装夹变形小等特点。
⏹不存在车、铣、刨等机械加工中不可避免的振动、热变形等现象。
⏹因此能获得很高的尺寸精度、形状精度、位置精度、接触精度和很小的表面粗糙度值。
⏹刮削过程中,由于工件多次受到刮刀的推挤和压光作用,使工件表面组织变得比原来光滑。
⏹刮削后的工件表面还能形成较均匀的微浅凹坑,可创造良好的存油条件,⏹改善相对运动件间的润滑情况。
⏹常用刮削方法进行加工和修理:常用的平板、机床导轨和其相互滑行面之间,滑动轴承接触的面。
精密的工具、量具、夹具等的接触面及密封表面等。
⏹3.刮削余量⏹由于刮削加工每次只能刮去很薄的一层金属,因此刮削工作的劳动强度很大,所以要求工件在机械加工后留下的刮削余量不宜太大,一般为0.05~0.4 mm,具体数值见表孔的刮削余量孔径孔长<100100~200200~300<800.050.080.12 80~1800.100.150.25 180~3600.150.200.35平面刮削余量平面宽度平面长度100~500500~10001000~20002000~40004000~6000<1000.100.150.200.250.30 100~5000.150.200.250.300.40⏹在刮削面积大、刮削前的加工误差大、工件的结构刚性差的情况下,刮削余量要大。
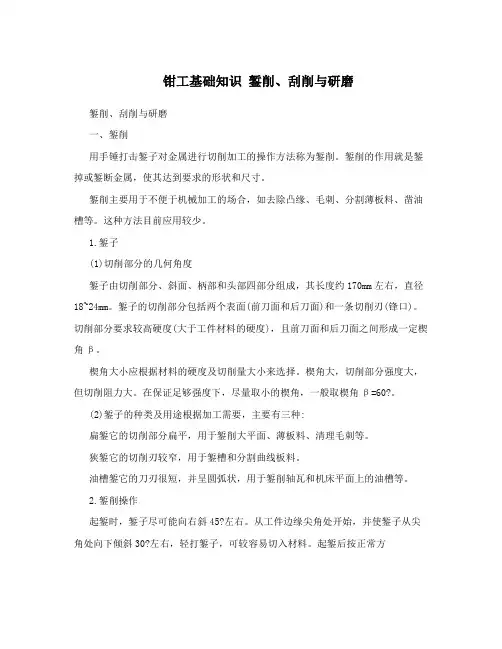
钳工基础知识錾削、刮削与研磨錾削、刮削与研磨一、錾削用手锤打击錾子对金属进行切削加工的操作方法称为錾削。
錾削的作用就是錾掉或錾断金属,使其达到要求的形状和尺寸。
錾削主要用于不便于机械加工的场合,如去除凸缘、毛刺、分割薄板料、凿油槽等。
这种方法目前应用较少。
1.錾子(1)切削部分的几何角度錾子由切削部分、斜面、柄部和头部四部分组成,其长度约170mm左右,直径18~24mm。
錾子的切削部分包括两个表面(前刀面和后刀面)和一条切削刃(锋口)。
切削部分要求较高硬度(大于工件材料的硬度),且前刀面和后刀面之间形成一定楔角β。
楔角大小应根据材料的硬度及切削量大小来选择。
楔角大,切削部分强度大,但切削阻力大。
在保证足够强度下,尽量取小的楔角,一般取楔角β=60?。
(2)錾子的种类及用途根据加工需要,主要有三种:扁錾它的切削部分扁平,用于錾削大平面、薄板料、清理毛刺等。
狭錾它的切削刃较窄,用于錾槽和分割曲线板料。
油槽錾它的刀刃很短,并呈圆弧状,用于錾削轴瓦和机床平面上的油槽等。
2.錾削操作起錾时,錾子尽可能向右斜45?左右。
从工件边缘尖角处开始,并使錾子从尖角处向下倾斜30?左右,轻打錾子,可较容易切入材料。
起錾后按正常方法錾削。
当錾削到工件尽头时,要防止工件材料边缘崩裂,脆性材料尤其需要注意。
因此,錾到尽头10mm左右时,必须调头錾去其余部分。
二、刮削用刮刀在工件已加工表面上刮去一层很薄金属的操作称为刮削。
刮削时刮刀对工件既有切削作用,又有压光作用。
刮削是精加工的一种方法。
通过刮削后的工件表面,不仅能获得很高的形位精度、尺寸精度,而且能使工件的表面组织紧密和小的表面粗糙度,还能形成比较均匀的微浅坑,创造良好的存油条件,减少摩擦阻力。
所以刮削常用于零件上互相配合的重要滑动面,如机床异轨面、滑动轴承等,并且在机械制造、工具、量具制造或修理中占有重要地位。
但刮削的缺点是生产率低,劳动强度大。
1.刮削工具及显示剂(1)刮刀刮刀是刮削工作中的重要工具,要求刀头部分有足够的硬度和刃口锋利。
刮削研磨练习题刮削和研磨是金属加工中常见的表面处理方法,它们能够使金属工件的表面平整、光滑,并改善其精度。
本文将介绍一些刮削研磨的相关练习题,帮助读者进一步了解和掌握这一加工技术。
一、刮削练习题刮削是利用刮削刀具将工件表面的材料刮除,以获得所需的加工质量。
下面是一些刮削练习题,供读者练习和探索。
1. 利用手持式刮削刀具对一块平板金属进行刮削加工,要求刮削后的表面光滑平整。
请描述你会如何操作,以及要注意的事项。
2. 为了获得更好的刮削效果,刮削刀具需要经常进行修整。
请说明刮削刀具的修整方法和注意事项。
3. 对于不同材料的工件,刮削参数和刮削角度可能会有所不同。
请列举不同材料的工件,并分析其刮削参数和刮削角度的选择依据。
二、研磨练习题研磨是利用砂轮等磨料对工件表面进行加工的一种方法,可以消除刮削加工后的痕迹,并改善工件的精度和表面质量。
以下是一些研磨练习题,供读者进行练习和思考。
1. 对一块钢制工件进行研磨加工,要求研磨后的表面光滑均匀。
请描述你会如何选择砂轮的类型和粒度,并说明研磨时的操作方法。
2. 在进行精密研磨时,工件表面可能会出现烧伤、划痕等问题。
请分析这些问题的原因,并提出相应的解决方案。
3. 研磨液是进行研磨加工时常用的辅助材料,它能够冷却和润滑研磨过程,并帮助清洁研磨颗粒。
请说明研磨液的种类和使用方法。
三、刮削研磨综合练习题在实际加工中,刮削和研磨常常结合使用,以达到更好的加工效果。
下面是一些综合练习题,旨在提高读者对刮削研磨的综合运用能力。
1. 利用刮削刀具对某一轴类零件进行刮削加工,然后使用砂轮对其进行研磨处理。
请描述你会如何选择合适的刮削刀具和砂轮,并说明其加工顺序和工艺参数。
2. 对于某一种特殊材料的工件,要求表面精度高、光洁度好。
请设计一个综合的刮削研磨工艺流程,并说明其操作方法和注意事项。
3. 在进行大批量工件刮削研磨加工时,如何提高加工效率和保证加工质量?请提出你的建议和解决方案。
课题一刮削的概念教学课时:1课时教学目标:1、掌握刮削概念、原理、作用、特点及种类2、了解刮削余量的选择及应用教学重点:1、刮削概念、原理2、刮削种类教学难点:刮削特点、作用刮削:用刮刀在工件表面上刮去一层很薄的金属,以提高工件加工精度的操作。
一、刮削的原理将工件表面与标准工具或与其配合的工件之间涂上一层显示剂,经过对研,使工件上较高的部位显示出来,然后用刮刀进行微量的切削,刮去较高部位的金属层。
同时,刮刀对工件还有推挤和压光作用,经过这样反复地对研和刮削,工件就能达到正确的形状和精度要求。
二、刮削的特点和作用1、特点刮削具有切削量小,切削力小,产生热量小,装夹变形小等特点,不存在车、铣、刨等机械加工中不可避免的振动、热量变形等因素,所以能获得较高的尺寸精度、形位精度、接触精度、传动精度和较小的表面粗糙度值。
2、作用(1)在刮削过程中,由于工件多次反复地受到刮刀的推挤和压光作用,因此使工件的表面组织变得比原来紧密,并得到较细的表面粗糙度。
(2)经过刮削,可以提高工件的形状精度和配合精度;增加接触面积,从而增大了承载能力;(3)形成了比较均匀的微浅凹坑,创造了良好的存油条件;提高工件的表面质量,从而提高工件的耐磨和耐蚀性,延长了使用寿命;刮削还能使工件的表面和整机增加美观。
3、应用机床导轨和滑动轴承的接触面,工具和量具的接触面及密封表面等,在机械加工之后也常用刮削方法进行加工。
三、刮削余量刮削是一种繁重的操作,每次的刮削量又很少,因此机械加工所保留下来的刮削余量不能太大,一般在0.05~0.4mm之间。
在考虑确定工件的加工余量时应该考虑以下因素:①刮削工件面积②面积大余量大③刮削前加工误差大余量大④工件的结构刚性差时,容易变形,余量大。
一般来说,工件在刮削前的加工精度(直线度和平面度)应不低于形位公差规定的9级精度。
四、刮削种类1、平面刮削平面刮削又有单个平面刮削(如平板、工作台面等)和组合平面刮削(如V形导轨面和燕尾槽面等)两种。