钳工项目九 刮削与研磨共55页
- 格式:ppt
- 大小:6.38 MB
- 文档页数:55

第九章刮削刮削是一种精密的加工操作。
在机械加工中,有些零件虽然经过车铣刨等加工,但是工件表面上还遗留有较粗糙的痕迹,特别像车床的床面、刀架滑座、轴承等用于滑动支承的机械零件,如果接触面的精度和光洁度不高,不但影响机器的精度,而且促使滑动面加快磨损。
为了消除床面、轴承上华东接触的工作表面那些粗糙的痕迹,还有轻微的弯曲、毛刺飞边、凹陷或凸起,提高工作面的平直度,以保证机器的精度和使用的寿命,需要经过刮削加工。
刮削的时候,刮刀的负前角起着推挤的作用,它不单在切削,而且还起着压光的后果。
因此,刮削的表面组织比机械加工的表面严密,而且可以获得较高的表面光洁度,当两个经过刮削的工作面贴在一起,滑动时便有无数接触点,且触点分布比较均匀,所以滑动阻力小,对于两滑动面的相互磨损也就减少了。
第一节刮刀刮刀是进行刮削的主要工具,制作刮刀的材料要求硬度高、坚实、不起砂口、不易磨耗,通常采用T10~T12碳素工具钢,W18Cr4V、W8Cr4V2告诉工具钢或轴承钢制作,并经淬火处理(硬度一般为HRC60~65)后磨削而成。
刮刀的种类比较多,按照其用途可分为平面用刮刀(铲刀)和曲面用刮刀。
1.平面刮刀(铲刀):刮刀的切削刃口呈直线(也有呈微小弧线),适合刮削平整的工件表面。
通常使用的平面刮刀,按构造的不同,又可分为普通刮刀和弯头刮刀两种。
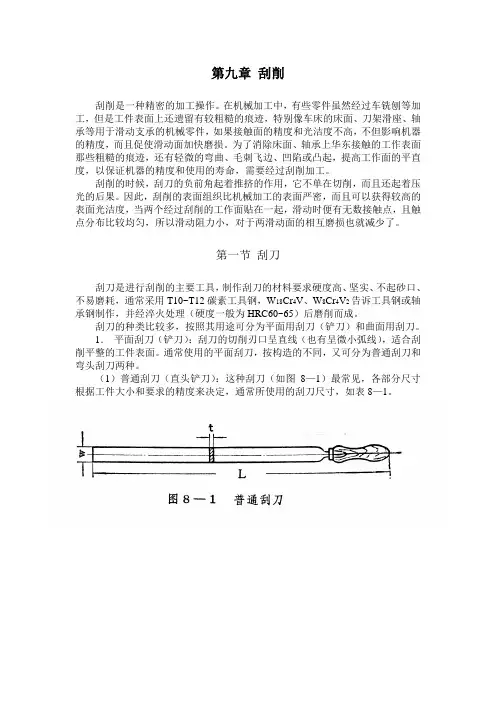
(1)普通刮刀(直头铲刀):这种刮刀(如图8—1)最常见,各部分尺寸根据工件大小和要求的精度来决定,通常所使用的刮刀尺寸,如表8—1。
为了达到工作方便和一刀多用,可以把刮刀制成如图8—2所示的双头刮刀式样,它一头可作粗刮加工,另一头可作精刮加工。
在刮削中,当使用粗刮的一头对工件粗刮以后,只要调换刮刀的另一头,便可进行精刮了。
(2)弯头刮刀:这种刮刀的刀头薄,一面有刃,在刮削时具有弹性,可以防止刮削时工件表面出现振纹。
2.曲面刮刀:多用于刮削曲面和轴承等,通常有三角刮刀和匙形刮刀。
三角刮刀的三个刃口形成一个等边三角形,其角度为60°,三个面上有纵槽,方便于刮刀的刃磨(如图8—4)3.刮刀的刃磨:为了更好地进行刮削,要求刮刀的刀刃保持光滑而锋利,因而,需要经常刃磨。
钳工基础知识錾削、刮削与研磨錾削、刮削与研磨一、錾削用手锤打击錾子对金属进行切削加工的操作方法称为錾削。
錾削的作用就是錾掉或錾断金属,使其达到要求的形状和尺寸。
錾削主要用于不便于机械加工的场合,如去除凸缘、毛刺、分割薄板料、凿油槽等。
这种方法目前应用较少。
1.錾子(1)切削部分的几何角度錾子由切削部分、斜面、柄部和头部四部分组成,其长度约170mm左右,直径18~24mm。
錾子的切削部分包括两个表面(前刀面和后刀面)和一条切削刃(锋口)。
切削部分要求较高硬度(大于工件材料的硬度),且前刀面和后刀面之间形成一定楔角β。
楔角大小应根据材料的硬度及切削量大小来选择。
楔角大,切削部分强度大,但切削阻力大。
在保证足够强度下,尽量取小的楔角,一般取楔角β=60?。
(2)錾子的种类及用途根据加工需要,主要有三种:扁錾它的切削部分扁平,用于錾削大平面、薄板料、清理毛刺等。
狭錾它的切削刃较窄,用于錾槽和分割曲线板料。
油槽錾它的刀刃很短,并呈圆弧状,用于錾削轴瓦和机床平面上的油槽等。
2.錾削操作起錾时,錾子尽可能向右斜45?左右。
从工件边缘尖角处开始,并使錾子从尖角处向下倾斜30?左右,轻打錾子,可较容易切入材料。
起錾后按正常方法錾削。
当錾削到工件尽头时,要防止工件材料边缘崩裂,脆性材料尤其需要注意。
因此,錾到尽头10mm左右时,必须调头錾去其余部分。
二、刮削用刮刀在工件已加工表面上刮去一层很薄金属的操作称为刮削。
刮削时刮刀对工件既有切削作用,又有压光作用。
刮削是精加工的一种方法。
通过刮削后的工件表面,不仅能获得很高的形位精度、尺寸精度,而且能使工件的表面组织紧密和小的表面粗糙度,还能形成比较均匀的微浅坑,创造良好的存油条件,减少摩擦阻力。
所以刮削常用于零件上互相配合的重要滑动面,如机床异轨面、滑动轴承等,并且在机械制造、工具、量具制造或修理中占有重要地位。
但刮削的缺点是生产率低,劳动强度大。
1.刮削工具及显示剂(1)刮刀刮刀是刮削工作中的重要工具,要求刀头部分有足够的硬度和刃口锋利。
第九章刮削刮削是一种精密的加工操作。
在机械加工中,有些零件虽然经过车铣刨等加工,但是工件表面上还遗留有较粗糙的痕迹,特别像车床的床面、刀架滑座、轴承等用于滑动支承的机械零件,如果接触面的精度和光洁度不高,不但影响机器的精度,而且促使滑动面加快磨损。
为了消除床面、轴承上华东接触的工作表面那些粗糙的痕迹,还有轻微的弯曲、毛刺飞边、凹陷或凸起,提高工作面的平直度,以保证机器的精度和使用的寿命,需要经过刮削加工。
刮削的时候,刮刀的负前角起着推挤的作用,它不单在切削,而且还起着压光的后果。
因此,刮削的表面组织比机械加工的表面严密,而且可以获得较高的表面光洁度,当两个经过刮削的工作面贴在一起,滑动时便有无数接触点,且触点分布比较均匀,所以滑动阻力小,对于两滑动面的相互磨损也就减少了。
第一节刮刀刮刀是进行刮削的主要工具,制作刮刀的材料要求硬度高、坚实、不起砂口、不易磨耗,通常采用T10~T12碳素工具钢,W18Cr4V、W8Cr4V2告诉工具钢或轴承钢制作,并经淬火处理(硬度一般为HRC60~65)后磨削而成。
刮刀的种类比较多,按照其用途可分为平面用刮刀(铲刀)和曲面用刮刀。
1.平面刮刀(铲刀):刮刀的切削刃口呈直线(也有呈微小弧线),适合刮削平整的工件表面。
通常使用的平面刮刀,按构造的不同,又可分为普通刮刀和弯头刮刀两种。
(1)普通刮刀(直头铲刀):这种刮刀(如图8—1)最常见,各部分尺寸根据工件大小和要求的精度来决定,通常所使用的刮刀尺寸,如表8—1。
为了达到工作方便和一刀多用,可以把刮刀制成如图8—2所示的双头刮刀式样,它一头可作粗刮加工,另一头可作精刮加工。
在刮削中,当使用粗刮的一头对工件粗刮以后,只要调换刮刀的另一头,便可进行精刮了。
(2)弯头刮刀:这种刮刀的刀头薄,一面有刃,在刮削时具有弹性,可以防止刮削时工件表面出现振纹。
2.曲面刮刀:多用于刮削曲面和轴承等,通常有三角刮刀和匙形刮刀。
三角刮刀的三个刃口形成一个等边三角形,其角度为60°,三个面上有纵槽,方便于刮刀的刃磨(如图8—4)3.刮刀的刃磨:为了更好地进行刮削,要求刮刀的刀刃保持光滑而锋利,因而,需要经常刃磨。
模具专业学徒工作岗位案例模具加工岗位钳工基础操作—刮削与研磨目录模具零件加工岗位...................................................................... 错误!未定义书签。
钳工-刮削与研磨 ........................................................................ 错误!未定义书签。
一、手刮法刮削 (4)1.基本操作技术 (4)2.手刮小平板 (17)3.容易产生的问题及原因 (22)二、挺括和原始平板的刮削 (26)1.基本操作技术 (26)2.刮削原始平板。
(42)3.注意事项 (47)三、平行面和垂直面的刮削 (49)1.基本操作技术 (49)2.刮削四方块 (59)3.注意事项 (65)四、刮削曲面 (67)1.基本操作技术 (67)2.刮削铜轴承 (81)3.注意事项 (85)用刮刀对工件表面进行精确的加工叫做刮削。
刮削具有切削量小,装夹变形小等特点。
使工件能够获得很高的精度,很小的表面粗糙度值。
刮削主要应用于零件要求较精确的行为精度和尺寸精度,用于互配件需要良好的配合,用于获得良好的机械装配精度和用于零件需要得到美观的外表。
一、手刮法刮削1.基本操作技术1.手刮法。
手刮的姿势是这样的,右手与握锉刀柄的姿势相同,左手四指向下卷曲,握住刮刀尽头部约50mm处,同时左脚前跨一步,上身随着向前倾斜,这样可以增加左手压力,也容易看清刮刀前面点的情况。
刮刀与被刮削表面呈20°至30°夹角。
刮削时,右手随着上身前倾,使刮刀向前推进,左手下压,落刀要轻,同时当推进到所需要的位置时,左手迅速提起,完成一个手刮动作。
手刮法,动作灵活,适应性强,适用于各种工作位置,对刮刀长度要求不太研格,姿势可以合理掌握,但是手容易疲劳,所以不适用于加工余量较大的场合。
4—5月月考试题姓名:得分:一:填空题(每空1分,共55分)。
1、用刮除工件表面的加工方法叫刮削。
2、经过刮削的工件能获得很高的精度、形状和位置精度、精度、精度和很小的表面。
3、平面刮削有平面刮削和平面刮削;曲面刮削有内面、内面和球面刮削。
4.平面刮刀用于刮削和,一般多采用T12A钢制成。
三角刮刀用于刮削。
5、校准工具是用来和检查被刮面的工具。
6、红丹粉分和两种,得到广泛用。
7、蓝油是用和调和而成,系用于精密工件和金属及合金等。
8、粗刮时,显示剂应调的;精刮时,显示剂应调的。
9、当粗刮到每方框内有个研点,可转入细刮。
、在整个刮削表面上达到时,细刮结束。
10、刮花的目的是使刮削面,并使滑动件之间形成良好的。
常见的花纹有、、。
11、刮削曲面时,应根据不同和不同的,选择合适的和。
12、研磨可使工件达到精确的,准确的和很小的表面。
13、研磨的基本原理包含和的综合作用。
14、研磨是微量切削,研磨余量不宜太大,一般研磨量在之间比较适宜。
15、常用的研具材料有灰铸铁、、和。
16、研磨工具是有来保证研磨工件几何精度正确的主要因素,常用的类型有研磨平板、研磨、研磨。
17、研磨剂是由和调和而成的混合剂。
18、一般平面研磨,工件沿平板全部表面以形、形和形和8字或仿8字运动轨迹进行研磨。
19、在车床上研磨外圆柱面,是通过工件的和研磨环在工件上沿方向作运动进行研磨。
20、螺纹按旋向分旋螺纹和旋螺纹。
二:选择题(每题2分,共30分)。
1、机械加工后留下的刮削余量不宜太大,一般为()。
A0.05--0.4mm B0.04--0.05mm C0.4--0.5mm2、检查内曲面刮削质量,校准工具一般是采用与其配合的()。
A孔 B轴 C孔或轴3、当工件被刮削面小于平板面时,推研中最好()。
A超出平板 B不超出平板 C超出或不超出平板4、进行细刮时,推研后显示出有些发亮的研点,应()。
A轻些刮 B重些刮 C不轻不重地刮5、标准平板是检验、及刮削中的()。