压装力的计算
- 格式:doc
- 大小:37.50 KB
- 文档页数:4
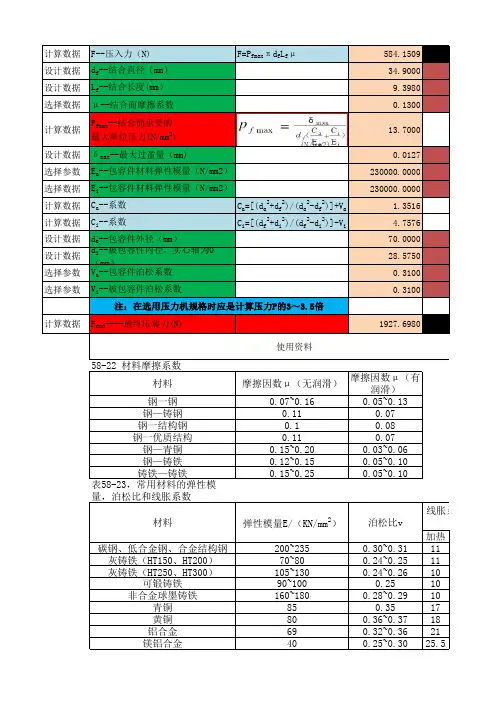
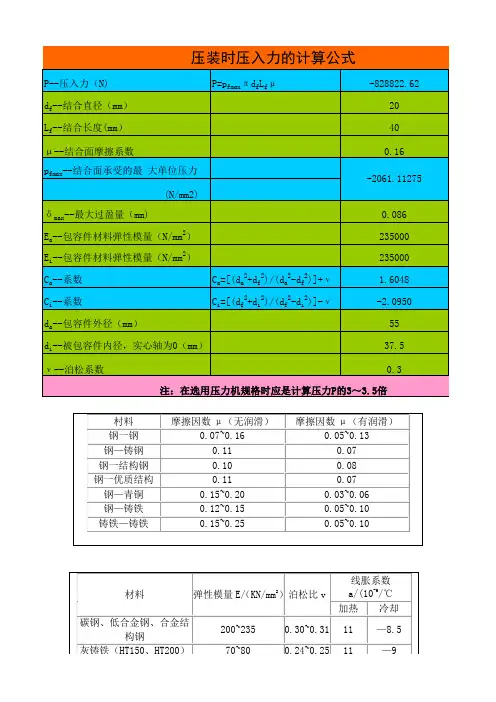
计算数据F--压入力(N)F=P fmax πd f L f μ584.1509设计数据d f --结合直径(mm)34.9000设计数据L f --结合长度(mm)9.3980选择数据μ--结合面摩擦系数0.1300计算数据P fmax --结合面承受的最大单位压力(N/mm 2)13.7000设计数据δmax --最大过盈量(mm)0.0127选择参数E a --包容件材料弹性模量(N/mm2)230000.0000选择数据E i --包容件材料弹性模量(N/mm2)230000.0000计算数据C a --系数C a =[(d a 2+d f 2)/(d a 2-d f 2)]+V a 1.3516计算数据C i --系数C i =[(d f 2+d i 2)/(d f 2-d i 2)]-V i4.7576设计数据d a --包容件外径(mm)70.0000设计数据d i --被包容件内径,实心轴为0(mm)28.5750选择参数V a --包容件泊松系数0.3100选择参数V i --被包容件泊松系数0.3100计算数据F end ----最终压装力(N)1927.698058-22 材料摩擦系数村料摩擦因数μ(无润滑)摩擦因数μ(有润滑)钢一钢0.07~0.160.05~0.13钢—铸钢0.110.07钢一结构钢0.10.08钢一优质结构0.110.07钢—青铜0.15~0.200.03~0.06钢—铸铁0.12~0.150.05~0.10铸铁—铸铁0.15~0.250.05~0.10表58-23,常用材料的弹性模量,泊松比和线胀系数加热碳钢、低合金钢、合金结构钢200~2350.30~0.3111灰铸铁(HT150、HT200)70~800.24~0.2511灰铸铁(HT250、HT300)105~1300.24~0.2610可锻铸铁90~1000.2510非合金球墨铸铁160~1800.28~0.2910青铜850.3517黄铜800.36~0.3718铝合金690.32~0.3621镁铝合金400.25~0.3025.5注:在选用压力机规格时应是计算压力P的3~3.5倍材料弹性模量E/(KN/mm 2)泊松比v 线胀系数-6/℃使用资料压装时的主要要求为: 1)压装时不得损伤零 2)压入时应平稳,被压入件应准确到位。
折臂吊安装压力计算公式在工程施工中,折臂吊是一种常见的起重设备,用于悬挂和运输重物。
在安装折臂吊时,需要对其受力情况进行计算,以确保设备安全可靠地运行。
其中,压力计算是折臂吊安装中的重要一环,本文将介绍折臂吊安装压力计算公式及其应用。
折臂吊安装压力计算公式的基本原理是根据受力分析,利用力的平衡条件和杆件受力平衡方程进行计算。
在进行压力计算时,需要考虑折臂吊的自重、悬挂物的重量、工作状态下的外力等因素。
下面将详细介绍折臂吊安装压力计算公式的具体内容。
首先,折臂吊的自重是影响其受力情况的重要因素。
在安装折臂吊时,需要考虑其自重对支撑结构的影响,从而确定支撑结构的承载能力。
折臂吊的自重可以通过其结构参数和材料密度进行计算,一般可以表示为:自重 = 结构参数×材料密度。
其中,结构参数包括折臂吊的长度、截面积、材料强度等;材料密度则是指折臂吊所采用材料的密度值。
通过计算折臂吊的自重,可以确定其在安装过程中对支撑结构的影响,从而为支撑结构的设计提供参考依据。
其次,折臂吊在工作状态下悬挂物的重量也是影响其受力情况的重要因素。
在进行压力计算时,需要考虑悬挂物的重量对折臂吊的影响,从而确定折臂吊的受力情况。
悬挂物的重量可以通过其重量和悬挂点到折臂吊支撑点的距离进行计算,一般可以表示为:悬挂物重量 = 物体重量×悬挂距离。
其中,物体重量是指悬挂物的重量值;悬挂距离则是指悬挂点到折臂吊支撑点的距离值。
通过计算悬挂物的重量,可以确定折臂吊在工作状态下的受力情况,从而为其安装提供参考依据。
最后,折臂吊在工作状态下受到的外力也是影响其受力情况的重要因素。
在进行压力计算时,需要考虑外力对折臂吊的影响,从而确定折臂吊的受力情况。
外力可以包括风力、地震力等因素,其大小和方向需要根据具体工程条件进行确定。
通过考虑外力的影响,可以确定折臂吊在工作状态下的受力情况,从而为其安装提供参考依据。
综上所述,折臂吊安装压力计算公式是根据受力分析和力的平衡条件进行计算的重要工具。
气压装置支撑重量计算公式在工程和科学领域中,气压装置被广泛应用于支撑重量的计算中。
气压装置利用气体的压力来支撑重物,通过合适的设计和计算,可以实现高效、稳定的重量支撑。
在本文中,我们将探讨气压装置支撑重量的计算公式,以及其应用和意义。
气压装置支撑重量的计算公式可以通过以下步骤推导得出:首先,我们需要了解气体的状态方程,即理想气体状态方程:PV = nRT。
其中,P表示气体的压力,V表示气体的体积,n表示气体的摩尔数,R表示气体常数,T表示气体的温度。
对于气压装置来说,我们通常可以假设气体的摩尔数和气体常数都是已知的常数,因此可以将状态方程简化为:PV = RT。
接下来,我们需要考虑气体的压力和支撑重量之间的关系。
根据牛顿第三定律,压力可以定义为单位面积上的力,即:P = F/A。
其中,P表示压力,F表示力,A表示面积。
假设气压装置的底部面积为A,气体对底部施加的压力为P,那么气体对底部的支撑力可以表示为:F = PA。
将压力和支撑力的关系代入理想气体状态方程中,可以得到:PV = FV。
通过简单的变形,我们可以得到气压装置支撑重量的计算公式:F = PV。
这就是气压装置支撑重量的计算公式。
通过这个公式,我们可以根据气体的压力和体积来计算气压装置对重物的支撑力,从而实现对重量的有效支撑。
在实际应用中,气压装置支撑重量的计算公式可以帮助工程师和科学家们设计和优化气压装置的结构和参数。
通过合理地选择气体的压力和体积,可以实现对不同重量的物体进行稳定、高效的支撑,从而满足各种工程和科学实验的需求。
此外,气压装置支撑重量的计算公式也对于工程安全和负载能力的评估具有重要意义。
在设计和使用气压装置时,工程师们可以根据计算公式来评估气压装置的支撑能力,从而确保其在工作过程中不会发生失稳或损坏的情况。
总之,气压装置支撑重量的计算公式是工程和科学领域中重要的基础知识之一。
通过深入理解和应用这个公式,我们可以更好地设计和使用气压装置,实现对重量的有效支撑,并为工程和科学实验提供稳定、可靠的支撑条件。
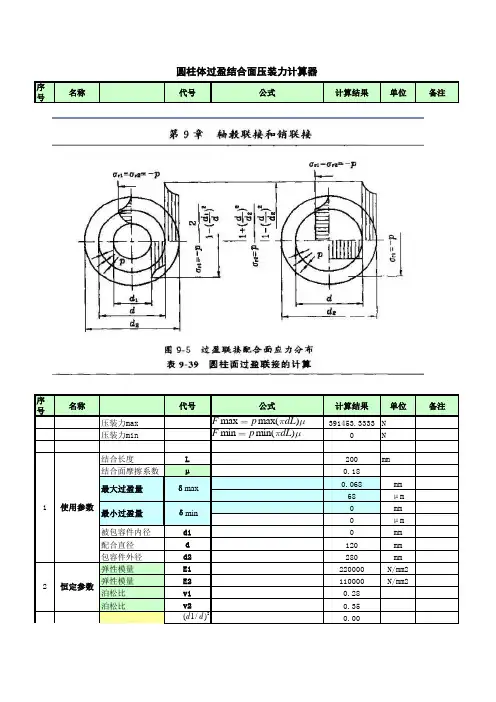
花键轴过盈联结的分析王大维;吕浩;唐春;杨昌林【摘要】针对过盈压装技术,特别是对花键轴压装工艺进行了研究.从理论上推导了花键轴的压装过程,建立了压装力计算公式;采用Deform有限元软件进行了仿真分析,得到了应力、应变分布和压装力变化曲线;通过实验法,得到实际的压装力-位移曲线.压装力结果表明:理论计算、有限元计算与实际压装基本一致,可为花键轴的压装工艺提供一定的理论参考.【期刊名称】《机械研究与应用》【年(卷),期】2018(031)004【总页数】4页(P36-39)【关键词】过盈配合;花键轴;有限元【作者】王大维;吕浩;唐春;杨昌林【作者单位】重庆红宇精密工业有限责任公司,重庆 402760;重庆红宇精密工业有限责任公司,重庆 402760;重庆红宇精密工业有限责任公司,重庆 402760;重庆红宇精密工业有限责任公司,重庆 402760【正文语种】中文【中图分类】TH160 引言过盈联结是零件装配的一种方式,这种联结结构简单、对中性好、承载能力强、能承受交变载荷、承受冲击性能好等特点[1],在实际生产中被广泛使用。
它是依靠相配件之间装配过盈量,利用包容件和被包容件的材料变形,在轴配合面之间产生压力,并依靠此压力能够传递力矩、轴向力或两者均有的复杂载荷,进而达到紧固联接[2] 。
分为纵向和横向两种方式。
纵向过盈联结,是在常温下,用外力将被包容件压人包容件;横向过盈联结,是将包容件加热或将被包容件冷却到一定温度,使孔径增大或轴径缩小,产生装配间隙。
进而装配,恢复温度后形成过盈联结。
花键轴过盈联结属于纵向过盈联结,它是压装力产生轴向位移,从而形成过盈配合,使包容件与被包容件紧密结合[3]。
其特点是:①包容件和被包容件不需要加热或冷却即可进行装配;②可实现较小直径的装配;③传递扭矩大;④定心精度高;⑤不可多次拆装。
在压装过程中,有许多因素,如过盈量、配合公差、装配速度、装配温度、装配压力、粗糙度等因素,都会直接或间接影响工件压装后的结构性能[4]。
压装时压入力计算公式压装是指在工程或制造过程中,利用压力将材料或零件装配到一起的一种方法。
在进行压装时,需要计算出压入力,以确保装配的质量和正确性。
下面是一些常用的压入力计算公式。
1.计算压入力的公式:P=F/A其中,P代表压入力,F代表施加的压力,A代表施加力的面积。
这个公式是最基本的压入力计算公式,通过施加的压力和面积的比值来计算得到压入力。
2.计算压入力的公式(涉及材料的弹性模量):ΔL=(F*L)/(A*E)其中,ΔL代表变形量,F代表施加的压力,L代表材料的长度,A代表施加力的面积,E代表材料的弹性模量。
这个公式是在考虑了材料的弹性特性后的压入力计算公式。
3.计算压入力的公式(涉及材料的硬度):P=2*F/(π*d*h)其中,P代表压入力,F代表施加的压力,d代表压入零件的直径,h 代表材料的硬度。
这个公式是在考虑了材料的硬度特性后的压入力计算公式。
4.计算压入力的公式(涉及材料的应力):P=(σ*A)/(1-μ^2)其中,P代表压入力,σ代表材料的应力,A代表施加压力的面积,μ代表材料的泊松比。
这个公式是在考虑了材料的应力分布特性后的压入力计算公式。
5.计算压入力的公式(涉及材料的杨氏模量):P=(F*L)/(A*E)其中,P代表压入力,F代表施加的压力,L代表材料的长度,A代表施加压力的面积,E代表材料的杨氏模量。
这个公式是在考虑了材料的杨氏模量后的压入力计算公式。
以上是一些常用的压入力计算公式,根据不同的实际情况和材料特性,可以选择合适的公式进行计算。
需要注意的是,在进行压装时,还需要考虑到材料的流动性、摩擦系数等因素,以确保装配的质量和稳定性。
壳体衬套压装力计算公式壳体衬套压装力是指在装配过程中,壳体和衬套之间所受的压力。
这个压力是由于装配时的压力或者温度变化引起的热胀冷缩等因素所引起的。
在工程设计和制造中,准确计算壳体衬套压装力是非常重要的,它可以帮助工程师们更好地设计和选择合适的材料和加工工艺,以确保装配的质量和可靠性。
壳体衬套压装力的计算公式是一个复杂的数学模型,它涉及到材料力学、热力学和工程力学等多个学科的知识。
一般来说,壳体衬套压装力可以用以下公式来计算:F = π (D1^2 D2^2) P / 4。
其中,F表示壳体衬套的压装力,单位为牛顿(N);D1和D2分别表示壳体和衬套的外径,单位为米(m);P表示装配时的压力,单位为帕斯卡(Pa)。
这个公式是基于壳体和衬套是圆柱形的情况下推导出来的,如果壳体和衬套的形状不是圆柱形,那么计算公式可能会有所不同。
在实际的工程设计和制造中,通常还需要考虑到温度的影响。
由于材料在不同温度下的热胀冷缩系数不同,因此在装配过程中,温度的变化也会对壳体衬套的压装力产生影响。
一般来说,可以用以下公式来计算考虑温度影响的壳体衬套压装力:F = π (D1^2 D2^2) (P + αΔT) / 4。
其中,α表示材料的热胀冷缩系数,单位为1/℃;ΔT表示装配前后的温度变化,单位为℃。
这个公式考虑了温度的影响,可以更准确地计算壳体衬套的压装力。
除了上述的基本公式之外,实际的工程设计和制造中,还需要考虑到一些其他因素的影响,比如装配过程中的摩擦力、材料的弹性变形等。
这些因素都会对壳体衬套的压装力产生影响,因此在实际的工程计算中,可能还需要进行一些修正和调整。
总的来说,壳体衬套压装力的计算是一个复杂的过程,需要综合考虑多个因素的影响。
在实际的工程设计和制造中,通常需要结合材料力学、热力学和工程力学等多个学科的知识,才能准确地计算出壳体衬套的压装力。
只有通过准确的计算,才能保证装配的质量和可靠性,从而确保工程设备的正常运行和使用。
Mechanical Engineering and Technology 机械工程与技术, 2023, 12(5), 411-419Published Online October 2023 in Hans. https:///journal/methttps:///10.12677/met.2023.125046基于压力–位移曲线及最大压装力的节点过盈配合研究丁雨秋,李方中车南京浦镇车辆有限公司,江苏南京收稿日期:2023年8月1日;录用日期:2023年9月13日;发布日期:2023年9月20日摘要转向架节点的配合方式主要是过盈配合,本文通过对转向架某转臂节点的压装过程进行分析,首先基于压力–位移曲线观察节点压装各阶段的受力特点,找出影响压装力的几个重要因素,再利用材料力学公式对节点外套的受力进行计算,然后将节点的实际工况载荷代入计算模型,得出节点配合面的过盈量理论值,最后结合转臂节点自身的性能特点构建过盈量计算的估算优化模型,经过与实际项目对比,研究结果具有准确性和合理性,对后续项目工作中节点过盈配合的设计选型具有指导意义。
关键词转臂节点,压装,压力–位移曲线,过盈量,优化Research on Node Interference Fit Based on Pressure Displacement Curve and Maximum Pressing ForceYuqiu Ding, Fang LiCRRC Nanjing Puzhen Co., Ltd., Nanjing JiangsuReceived: Aug. 1st, 2023; accepted: Sep. 13th, 2023; published: Sep. 20th, 2023AbstractThe fitting mode of the bogie node is mainly interference fit. This paper analyzes the press fitting process of a certain bogie boom node, first observes the force characteristics of each stage of the node press fitting based on the pressure displacement curve, finds out several important factors丁雨秋,李方affecting the press fitting force, and then calculates the force on the node jacket using the Strength of materials formula, and then replaces the actual working condition load of the node into the calculation model, Obtain the theoretical value of the interference amount of the node fitting sur-face, and finally construct an estimation optimization model for the interference amount calcula-tion based on the performance characteristics of the rotating arm node itself. After comparison with actual projects, the research results have accuracy and rationality, which has guiding signi-ficance for the design and selection of node interference fit in subsequent project work.KeywordsArm Turning Node, Press Fit, Pressure-Displacement Curve, Interference Amount,Optimization Array Copyright © 2023 by author(s) and Hans Publishers Inc.This work is licensed under the Creative Commons Attribution International License (CC BY 4.0)./licenses/by/4.0/1. 引言由于过盈配合连接承载能力强、结构简单、定心性好、无需任何紧固件,而且可避免因采用键槽削弱零件强度的缺点,所以在机械制造工业中,尤其在以传递轴向力或转矩的孔轴类、齿轮轴类等紧密装配件中有着非常广泛的应用。
摘要介绍了与传统设计不同的轮轴冷压装计算方法,设计员可节省查阅资料时间,应用新型的计算公式,能快速获得准确工艺参数,并量化轮轴设计尺寸。
本文的车辆轮轴注油冷压装工艺属国内首例。
此方法对机械制造工业价值巨大。
关键词轮轴冷压装轮轴注油冷压装计算公式工艺工装修复技术
一、前言
本文论述的内容,适用于铁路机车车辆、工程机械和机床制造。
该技术的特点是:在轮轴冷压装设计中,既节省了查阅设计手册和行业标准所用的大量时间,又能快速获得准确工艺参数和设计量化值。
工艺简单、加工方便、能有效避免轮轴配合面被擦伤,与传统的轮轴冷压装工艺设计相比,这是专业技术领域中的新思路。
二、工艺参数计算
在设计轮轴冷压装产品时,如何根据配合直径来求得合理的过盈量及冷压装吨位,这是专业工艺人员极为关注的技术难题。
作者通过长期试验论证,运用数学原理推导出了下列理论计算公式,技术难题迎刃而解,现简介如下。
δ1=7×10-4D+0.06 (1)δ2=7.6×10-4D+0.09 (2)
δ3=0.5(δ1+δ2)(3)δ4=δ3-0.02 (4)
δ5=δ3+0.01 (5)δ=δ4~δ5(6)
P1=(3.11D+66)+6 (7) P2=4.88D+101 (8)
P=P1~P2(9)
δ1—粗算轮轴配合过盈量下限值mm;δ2—粗算轮轴配合过盈量上限值mm;δ3—粗算轮轴配合过盈量平均值mm;δ4—精算轮轴配合过盈量下限值mm;δ5—精算轮轴配合过盈量上限值mm;δ—轮轴配合过盈量精确值mm;D—轮轴配合直径mm;P1—轮轴冷压装吨位下限值kN;P2—轮轴冷压装吨位上限值kN;P—轮轴冷压装吨位精确值kN。
三、计算应用实例
计算图1所示的车辆轮轴采用冷压装工艺时,所需配合过盈量及压装吨位。
解:(1)计算过盈量
δ1=7×10-4D+0.06=7×10-4×182+0.06=0.19(mm)
δ2=7.6×10-4D+0.09 =7.6×10-4×182+0.09=0.23(mm)
δ3=0.5(δ1+δ2)=0.5(0.19+0.23)=0.21(mm)
δ4=δ3-0.02=0.21-0.02=0.19(mm)
δ5=δ3+0.01=0.21+0.01=0.22(mm)
δ=δ4~δ5 =0.19~0.22(mm)
(2)计算冷压装吨位
P1=(3.11D+66+6=(3.11×182+66)+6=683(kN)
P2=4.88D+101=4.88×182+101=989(kN)
P=P1~P2=683~989(kN)
以上计算出来的δ值和P值,即为所求车辆轮轴冷压装时,所需的配合过盈量和冷压装吨位。
根据δ值,即可量化出车轴配合座部位的精确尺寸和车轮配合孔部位的精确尺寸。
四、轮轴机械加工
轮孔的配合表面是通过镗削加工来实现的,其表面粗糙度可按Ra3.2控制;轴座的配合表面是通过磨削加工来实现的,其表面粗糙度可按Ra1.6控制。
为了保证轮轴配合面不被擦伤,轮孔两端应有R3~5mm的过渡圆弧,轴座的压装始端,应有10~13mm圆锥引入段。
五、工艺与操作
1.清洁度、过盈量、轴长中心
轮轴冷压装之前,轮孔和轴座必须用汽油刷洗干净,用量缸表和千分尺分别测量轮孔和轴座的配合直径,并以此确定二者的配合过盈量。
若轮轴配合组件是由一轴两轮组成的轮对,则确定轴长中心是轮轴冷压装配前的重要因素。
具体方法是:用划规分别以有一定加工精度的轴两端或适当的对称轴肩作基准,以相同半径分别向轴长中心方向划线,若两线重合,该点即是轴长中心,若两线不重合,则折中线即是轴长中心。
图2中的A、B部位即是对称轴肩,时,纵向中心线即是轴长中心。
2.冷压装
轮轴冷压装之前,应把导向套分别安装在轴两端,在导向套外表面和轴座配合表面均匀涂抹纯净的植物油(禁用桐油)之后,把轮分别套装在轴两端的导套上。
用起重设备把轮轴组件水平吊起,在油压机的移动小车支架上稳放,用框式水平仪测量轴水平。
准备工作就绪后,把轴端保护套安装在轴的受力一端,待压装,见图3所示。
导向套在轮轴配合冷压装中的作用是:引导轮、轴对中,避免配合面被擦伤。
制造导向套时,应使其与轮、轴均为间隙配合,Q235A钢和工业尼龙为常用材料。
轴端保护套的作用是:避免轴端面直接受力造成塑性变形,这种作用在轴端有螺纹时,尤为重要。
轮轴冷压装时,应使压入力作用在轴端,使用轴长中心样板尺进行同步测量,这样可保证轮内侧端面与轴长中心之间的距离不超限。
一端压装完工后,把轮轴组件在油压机的移动小车支架上旋转180°,在受力轴端装好保护套,施行另一端轮轴冷压装,此时可用专用测尺按设计要求检测两轮内侧面之间的距离。
压装过程不允许中途停机。
3.压力曲线
轮轴冷压装的压力曲线,是通过油压机上的自动记录仪绘制的,它是衡量轮轴冷压装质量的重要指标,轮轴过盈配合冷压装的压力参数也由此得出。
冷压装时,压力曲线应均匀平稳上升,曲线中部不允许存在陡吨(压力曲线不平滑)、降吨(压力曲线朝数值减小的方向变化)等缺陷,合格的压力曲线见图4所示。
压力曲线理论长度可按如下公式计算。
S=(L+A-K-r)i
S—压力曲线理论长度;L—轮毂长度;A—伸出轮毂孔外端之轴座长度;K—轮座前端锥形长度;r—压力指示器传达系数,即指示器圆筒行程比鞲鞴冲程缩短系数,可根据压力指示器构造决定。
4.修复技术
对不符合冷压装技术标准的轮轴过盈配合组件,应及时退轮检查配合面是否被擦伤,并进行修复。
未能及时退轮的轮轴过盈配合组件,其放置时间不允许超过12小时。
对达到压装力要求的轮轴过盈配合组件,允许原轮在原轴上重新压装一次;对压装力不足的轮轴过盈配合组件,不允许原轮在原轴上重新压装,原因是:退轮后,轮轴配合表面看起来粗糙度无变化,实际已经朝粗糙度上升的方向变化了,在这种情况下,若进行重新压装,容易出现假吨(记录仪上显示的压装力数值,比实际压装力数值大)。
对压装力超限的轮轴过盈配合组件,必须重新修磨轮轴配合表面,并进行严格测量及过盈量选配后,才能重新进行压装。
六、车辆轮轴注油冷压装工艺
1.简介
车辆轮轴过盈配合注油冷压装与普通轮轴过盈配合冷压装在结构上的不同点是:前者的轮孔中部有一个环形油槽与轮毂件上的注油孔相通,见图5所示。
图中各件号代表的含义为:1.车轴;2.车轮;3.高压注油管;4.注油扩压设备。
压装过程中,在轮轴配合面之间注入高压油,以使轮孔产生微量扩大,所需轴向压力可随之减小。
此方法既能保护轮轴配合面不被擦伤,又能方便的微调轮对内侧距。
2.工艺
轮轴过盈配合注油冷压装与普通轮轴过盈配合冷压装在工艺上的不同点,分别体现在轮轴配合部位加工、轮轴配合过盈量、向轮轴配合面之间注入高压油。
其余方面二者相同。
(1)轮轴配合部位加工
车轮的配合孔在加工时,应制成有0.02~0.03mm正锥的配合孔。
加工车轮配合孔的注油孔时,应使其轴向中心线与轮孔轴向中心线夹45°角。
车轴的轮座在加工时,不允许有任何锥度,应确保轮座的圆柱配合面光滑及轴向平行。
(2)注油冷压装
进行轮轴注油冷压装时,注入高压油之前的压入力应逐渐上升;从过油槽起,向轮轴配合面之间注入高压油,此时的压入力开始下降。
注油压装过程中,允许注油压力在100~165MPa
范围内波动,此阶段的压入力应小于未注油时的数值。
压装终止时的压入力须在200kN以下。
调整超限轮对内侧距的方法是:向轮轴配合面之间注入高压油,用铜棒按所需的轴向力方向振动轮,直至符合设计标准。
3.实例资料
图6所示的车辆轮轴注油冷压装曲线,是为台湾客户制造的DQJ2型桥检车轮对资料,进行轮轴注油冷压装时,所用设备为国产压装机和从日本进口的高压油泵。
应用此项新工艺,为台湾客户制造出了优质产品。
据国内有关专家通报,此项成功的车辆轮轴注油冷压装工艺,在我国大陆尚属首例。
DQJ2型轮对尺寸与国产铁路货车8G转向架上使用的轮对尺寸相似。
七、结语
本文论述的轮轴冷压装计算与工艺,经历了长期的生产实践和验证,节省设计时间、工艺过程简化、数据准、成本低、可靠性强,均是此项新技术的突出优点。
大陆和台湾岛的车辆运行可靠性,充分证明了此项技术是轮轴冷压装领域的新途径。