刀柄系统
- 格式:ppt
- 大小:5.91 MB
- 文档页数:36
加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
金属切削加工已进入了一个以高速切削为代表的新的发展阶段,由于高速切削加工能极大地提高材料的切除率和零件的加工质量,降低加工成本,因而成为当今金属切削加工的发展方向之一。
高速切削刀具技术是高速切削加工的一个关键技术,它包括高速切削刀具材料、刀柄系统、刀具系统动平衡技术、刀具监测技术等。
一.高速切削加工对刀具系统的要求所谓刀具系统是指由刀柄、夹头和切削刀具所组成的完整的刀具体系,刀柄与机床主轴相连,切削刀具通过夹头装入刀柄之中。
要使刀具系统能在高速下进行切削加工,应满足以下基本条件:1.1较高的系统精度系统精度包括系统定位夹持精度和刀具重复定位精度,前者指刀具与刀柄、刀柄与机床主轴的连接精度;后者指每次换刀后刀具系统精度的一致性。
刀具系统具有较高的系统精度,才能保证高速加工条件下刀具系统应有的静态和动态稳定性。
1.2较高的系统刚度刀具系统的静、动刚度是影响加工精度及切削性能的重要因素。
刀具系统刚度不足会导致刀具系统振动,从而降低加工精度,并加剧刀具的磨损,降低刀具的使用寿命。
1.3较好的动平衡性高速切削加工条件下,微小质量的不平衡都会造成巨大的离心力,在加工过程中引起机床的急剧振动。
因此,高速刀具系统的动平衡非常重要。
二.数控铣削刀具系统标准数控镗铣类刀具系统采用的标准有国际标准( ISO 7388 )、德国标准( DIN 69871 )、美国标准( ANSI/ASME B5.50 )、日本标准( MAS 403 ,其高速刀柄采用 HSK 标准)和中国标准( GB10944-89 )等。
由于标准繁多,我们在机床使用时务必注意,所具备的刀具系统的标准必须与所使用的机床相适应。
三.刀柄的选择数控铣床使用的刀具通过刀柄与主轴相连,刀柄通过拉钉和主轴内的拉刀装置固定在主轴上,由刀柄夹持传递速度、扭矩,如图4-5 所示。
刀柄的强度、刚性、耐磨性、制造精度以及夹紧力等对加工有直接的影响。
常见刀柄如下图:1.传统刀柄标准7/24锥联结目前,在数控铣床、数控镗床和加工中心上使用的传统刀柄是标准7:24锥度实心长刀柄。
刀柄系统和拉钉刀柄系统和拉钉加工中心的主轴锥孔通常分为两大类:即锥度为7:24的通用系统和1:10的锥柄系统。
一. 1:10的锥柄系统。
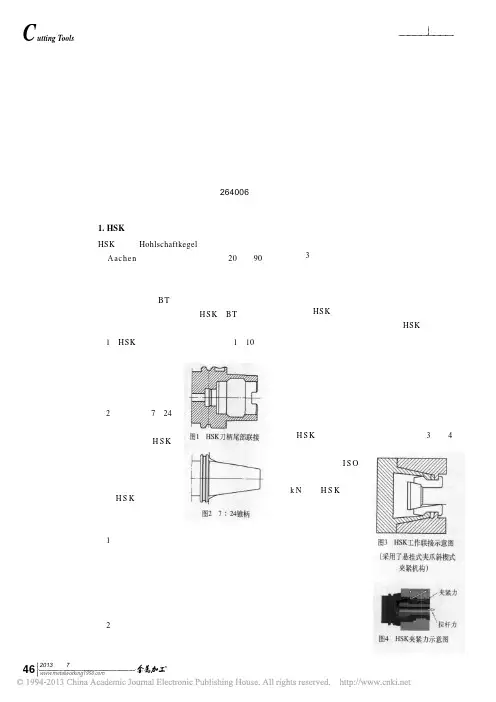
1:10的锥柄系统有几种,比较有影响的有德国的HSK真空刀柄(标准DIN69873)和一些大的公司的企业标准与日本的NC5实心刀柄。
HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触,1∶10空心工具锥柄目前已有国家标准GB19449.1-2004(带有法兰接触面的空心圆锥接口第1部分:柄部—尺寸)。
它等同采用了国际标准ISO12164-1:2001的内容。
原德国标准DIN69893-1:1996已被新的标准DIN69873-1:2003代替,新的德国标准也等同采用了国际标准ISO12164-1:2001的内容。
其它常见结构的1∶10工具锥柄基本采用企业标准,具有垄断性,如美国肯纳公司的KM型系列、瑞典山特维克公司的Capto 系列、德国瓦尔特公司的NOVEX系列等。
这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的通用刀柄系统,但也有其缺点,如加工困难、刀具悬伸大而影响刀具刚性、刀柄重磨困难等。
日本的NC5刀柄采用的是实心结构。
二.7:24的通用系统。
锥度为7:24的通用刀柄通常有四种国际标准和规格:IS0 7388/1-1983(E)(等同于DIN69871.A和GB/T10944-1989);DIN 69871(德国标准);ANSIB5.50CAT(美国标准);MAS403BT(日本标准)。
1).IS0 7388/1-1983(E)(等同于DIN69871.A和GB/T10944-1989):该标准的刀柄的国内代号是JT,如JT30、JT40、JT50等。
中国国家标准GB10944-89是参照采用国际标准ISO88/1:1983制定的,除对极个别项目数据进行了圆整(如尾部螺纹底孔深度13)或未规定数据(如法兰上的键槽根底倒角)外,其它数据完全相同。
数控刀具中刀柄的应用知识加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
一、7:24锥度的通用刀柄7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT (传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4) MAS BT 型(简称 BT)BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。

标准目前主要标准有BT、SK、CAPTO、BBT、HSK等几种规格的主轴型号。
BT,BBT,均为日本标准,现也是普遍使用的一种标准。
SK(DIN6987)德国标准传统刀柄,有ER型,强力型,侧固型,平面铣刀型,钻夹头,莫氏锥柄现代有液压刀柄,热胀刀柄,PG(冷压)型。
HSK刀柄简介在高速切削加工已成为机械加工制造技术重要的环节。
传统的BT刀具系统的加工性能已难以满足高速切削的要求。
目前高速切削应用较广泛的有德国的HSK (德文Hohl Shaft Kegel缩写)刀具系统、美国的KM 刀具系统、日本的NC5、BIG-PLUS刀具系统等以上皆属于两面拘束刀柄。
而刀具系统能在高速下进行切削加工,应满足以下基本条件:1. 较高的系统精度系统精度包括系统定位夹持精度和刀具重复定位精度,前者指刀具与刀柄、刀柄与机床主轴的连接精度;后者指每次换刀后刀具系统精度的一致性。
刀具系统具有较高的系统精度,才能保证高速加工条件下刀具系统应有的静态和动态稳定性。
2. 较高的系统刚度刀具系统的静、动刚度是影响加工精度及切削性能的重要因素。
刀具系统刚度不足会导致刀具系统振动,从而降低加工精度,并加剧刀具的磨损,降低刀具的使用寿命。
3. 较好的动平衡性高速切削加工条件下,微小质量的不平衡都会造成巨大的离心力,在加工过程中引起机床的急剧振动。
因此,高速刀具系统的动平衡非常重要。
二、HSK工具系统标准的制订从1987年开始,由德国阿亨工业大学机床实验室以及一些工具制造厂、机床制造厂、用户企业等30多个单位成立了专题工作组,在M.Weck 教授领导下开始了新型工具系统的研究开发工作。
经过第一轮研究,工作组于1990年7月向德国工业标准组织提交了「自动换刀空心柄」标准建议。
德国于1991年7月公布了HSK刀具系统的DIN标准草案,并向国际标准化组织建议制定相关ISO标准。
1992年5月,国际标准化组织ISOT/TC29(工具技术委员会)决定暂不制订自动换刀空心柄的ISO标准。
金属切削刀具基本知识 Last updated on the afternoon of January 3, 2021秦皇岛技师学院机械安装与维修系金属切削刀具基本知识郝赫(编)金属切削刀具基本知识1 金属切削的基本要素机械制造过程概述机器是由零件、组件、部件等组成的,一台机器的制造过程包含了从零件、部件加工到整机装配的全过程,这一过程可以用图1所示的系统图来表示。
首先,从图中可以看出机器中的组成单元是一个个的零件,它们都是由毛坯经过相应的机械加工工艺过程变为合格零件的,在这一过程中要根据零件的设计信息制订每一个零件的适当加工方法,加工成在形状、尺寸、表面质量等各方面都符合加工使用要求的合格零件。
其次,要根据机器的结构和技术要求,把某些零件装配成部件,部件是由若干组件、套件和零件在一个基准零件上装配而成的,部件在整个机器中能完成一定的、完整的功能,这种把零件和组件、套件装配成部件的过程称为部装过程。
部装过程是依据部件装配工艺,应用相应的装配工具和技术完成的,部件装配的质量直接影响整个机器的性能和质量。
最后,在一个基准零部件上把各个部件、零件装配成一个完整的机器,我们把零件和部件装配成最终机械产品的过程称为总装过程,总装过程是依据总装工艺文件进行的,在产品总装后,还要经过检测、试车、喷漆、包装等一系列辅助过程最终形成合格的产品,如一辆汽车就是经过这样的机械制造过程而生产出来的。
图1 机械制造过程的构成机械加工工艺系统从机械制造的整个过程来看,机器的最基本组成单元为零件,也就是首先要制造出合格的零件,然后组装成部件,再由零、部件装配成机器,因此,制造出符合要求的各种零件是机械加工的主要目的,而机械加工中绝大部分材料是金属材料,故机械加工主要是对各种金属进行切削加工。
零件的表面通常是几种简单表面如平面、圆柱面、圆锥面、球面、成形表面等的组合,而零件的表面是通过各种切削加工方法得到的,其中在金属切削机床上利用工件和刀具彼此间协调的相对运动切除被加工零件多余的材料,获得在形状、尺寸和表面质量都符合要求的这种加工方法称为金属切削加工。
KM刀具系统KM Tooling SystemsKM刀具系统QuickKMQuickKMKM 模块式刀具系统 HSK 刀柄Erickson 刀柄和夹头加工中心刀具机械附件综合产品在车床和加工中心上使用的产品Lathe and Machining Center ProductsQuick KM KM Manufacturing Locations Kingswinford, England Nabburg, GermanyDetroit, MI +改革者+刀具制造商+供应商+提高生产力的合作伙伴Kennametal 公司QuickKM材料材料的使用是肯纳公司工艺技术的核心通过“全球性”材料规范认证材料通过热处理(不是表面硬化) SAE 4340H13Hardness 48 -52 HRcQuick KMQuickKMé 3 个面接触é灵活和通用地夹持设计é高刚性和高精度é宽的尺寸范围和多种形式é针对车/镗/钻/铣设计é有经受高切削负载的能力KM 和其它产品比较The KM 锥面BESTQuickKM三个有效地接触面通过机械放大产生3倍到7倍地锁紧力密封结合(橡胶O型环) 以防止内部零件受污染The KM 结合方式QuickKM0,25 mm (.010“)KM -锁紧过程1) 未锁紧没有接触2) 未锁紧3) 锁紧QuickKM面和锥面上2点接触换刀V 型槽定位孔标准直径1:10锥度球型锁紧孔(锥部两侧)中心内冷孔高性能和自动平衡夹头KM Taper径向驱动槽(两侧相等的宽和深)QuickKM旋转刀具9铣削(circular)9钻削9镗孔,双头镗9精镗9铰9浮动夹头9攻丝旋转工件9车削9切槽9切断9镗孔9钻头机床配件:9带KM 形式的主轴KM -通用型的应用QuickKM端面-锥面接触系统硬度和刚性主要依靠:1) 标准直径的过盈量2) 后拉力后拉力Interference between gage diameters实际QuickKMTest conducted by Kennametal in Latrobe, PA在切向受力下的偏移量13在切向受力下的偏移量QuickKMQuickKMTest conducted by Kennametal in Latrobe, PA在切向受力下的偏移量和屈服扭矩在切向受力下的偏移量和屈服扭矩QuickKMQuickKMTest conducted by Kennametal -Hertel in Furth, Germany在切向受力下的偏移量QuickKMTest conducted by Kennametal -Hertel in Furth, Germany在切向受力下的偏移量QuickKMKM 3240506380100Maximum Tangential Load at std. F & C 7,1 KN (1,600 LBF)12,0 KN (2,700 LBF)22,2 KN (5,000 LBF)35,6 KN (8,000 LBF)53,4 KN (12,000 LBF)66,7 KN (15,000 LBF)System Torque Capacity 155 Nm (115 ft lbs)325 Nm (240 ft lbs)780 Nm (575 ft lbs)1530 Nm (1,130 ft lbs)2,800 Nm (2,100 ft lbs)4,200 Nm (3,100 ft lbs)Capto C5C6C817 KN (3,800 LBF)32 KN (7,200 LBF)54 KN (12,200 LBF)Quick KM。
机床结构和部件介绍机床是制造业中常见的一种设备,用于加工工件以改变其形状、尺寸和表面质量。
机床的结构和部件是构成机床整体的重要组成部分。
本文将介绍机床的结构和部件,以帮助读者更好地了解机床的工作原理和功能。
一、机床的结构1.床身:机床的床身是机床的主体部分,负责支撑和固定其他部件。
床身通常由铸铁制成,具有良好的刚性和稳定性。
床身上有床身滑轨,用于支撑工件和刀具的移动。
2.立柱:机床的立柱位于床身的一侧,起到支撑和稳定机床横梁或工作台的作用。
立柱通常采用铸铁或焊接结构制成,具有足够的刚性和稳定性。
3.横梁:机床的横梁位于床身的顶部,它连接立柱,并支撑工作台或工作台滑架。
横梁通常由铸铁或焊接结构制成,具有较高的刚性和稳定性。
4.工作台:机床的工作台是支撑工件的平面,用于进行加工操作。
工作台可以在床身滑轨上移动,以适应不同大小和形状的工件。
工作台通常由铸铁制成,也可以根据特定的加工需求进行定制。
二、机床的部件1.主轴:机床的主轴是加工工件的主要部件,通过主轴来夹持和旋转工件。
主轴有不同的形式,如立式、卧式、卧立复合轴等,可以根据不同的加工需求选择合适的主轴类型。
2.滑架:滑架是机床上用于移动刀具或工件的部件,通常与主轴一起工作。
滑架可以沿着床身滑轨进行水平或垂直移动,以实现需要的加工操作。
3.进给系统:进给系统用于控制机床上刀具或工件的进给速度和方向。
进给系统包括进给电机、进给轴和进给装置等。
通过调整进给系统,可以实现工件的不同加工要求,如进给速度、切削深度和进给方向等。
4.刀具系统:刀具系统包括刀柄、刀片和刀座等部件,用于安装和固定刀具。
刀具系统具有较高的刚性和稳定性,以实现精确的切削加工。
5.润滑系统:润滑系统用于对机床运动部件和轴承等进行润滑,以减少磨损和摩擦。
润滑系统包括润滑油箱、润滑泵和润滑管路等部件,通过循环输送润滑油,保持机床的正常运行。
6.控制系统:控制系统是机床的重要组成部分,用于控制机床的加工过程。
KM Tooling SystemsKM刀具系统QuickKMQuickKMKM 模块式刀具系统 HSK 刀柄Erickson 刀柄和夹头 加工中心刀具 机械附件 综合产品在车床和加工中心上使用的产品Lathe and Machining Center ProductsQuick KM KM Manufacturing LocationsKingswinford, England Nabburg, GermanyDetroit, MI +改革者+刀具制造商+供应商+提高生产力的合作伙伴Kennametal 公司QuickKM材料材料的使用是肯纳公司工艺技术的核心通过“全球性”材料规范认证材料通过热处理(不是表面硬化)SAE 4340H13Hardness 48 -52 HRcQuick KMQuickKMÉ 3 个面接触É灵活和通用地夹持设计É高刚性和高精度É宽的尺寸范围和多种形式É针对车/镗/钻/铣设计É有经受高切削负载的能力KM 和其它产品比较The KM 锥面BESTQuickKM三个有效地接触面通过机械放大产生3倍到7倍地锁紧力 密封结合(橡胶O型环) 以防止内部零件受污染The KM 结合方式QuickKM0,25 mm (.010“)KM -锁紧过程1) 未锁紧没有接触2) 未锁紧3) 锁紧QuickKM面和锥面上2点接触换刀V 型槽定位孔标准直径1:10锥度球型锁紧孔(锥部两侧)中心内冷孔高性能和自动平衡夹头KM Taper径向驱动槽(两侧相等的宽和深)QuickKM旋转刀具9铣削(circular)9钻削9镗孔,双头镗9精镗9铰9浮动夹头9攻丝旋转工件9车削9切槽9切断9镗孔9钻头机床配件:9带KM 形式的主轴KM -通用型的应用QuickKM端面-锥面接触系统硬度和刚性主要依靠:1) 标准直径的过盈量2) 后拉力后拉力Interference between gage diameters实际QuickKMTest conducted by Kennametal in Latrobe, PA在切向受力下的偏移量13在切向受力下的偏移量QuickKMQuickKMTest conducted by Kennametal in Latrobe, PA在切向受力下的偏移量和屈服扭矩在切向受力下的偏移量和屈服扭矩QuickKMQuickKMTest conducted by Kennametal -Hertel in Furth, Germany在切向受力下的偏移量QuickKMTest conducted by Kennametal -Hertel in Furth, Germany在切向受力下的偏移量QuickKMKM 3240506380100Maximum Tangential Load at std. F & C 7,1 KN (1,600 LBF)12,0 KN (2,700 LBF)22,2 KN (5,000 LBF)35,6 KN (8,000 LBF)53,4 KN (12,000 LBF)66,7 KN (15,000 LBF)System Torque Capacity 155 Nm (115 ft lbs)325 Nm (240 ft lbs)780 Nm (575 ft lbs)1530 Nm (1,130 ft lbs)2,800 Nm (2,100 ft lbs)4,200 Nm (3,100 ft lbs)Capto C5C6C817 KN (3,800 LBF)32 KN (7,200 LBF)54 KN (12,200 LBF)Quick KMQuickKM2.3.2 1/2 圈旋转从侧面或顶端来锁紧KM-LOC ™140 度手动锁紧使用蝶形弹簧自动或半自动夹持QuickKMKM 针对车床的夹持系统•手动和自动系统•KM-LOC 140º锁紧•VDI 柄•法兰装夹•方柄•圆柄KM针对车床的夹持系统手动方式2 1/2 圈旋转锁紧需要扭距设定QuickKMQuickKMKM-LOC™KM -LOC ™车床刀具 仅仅140º旋转就能锁紧和放松 专利设计提供了简易的安装 实际上不用维护QuickKM140°夹持Defined start & end-position:ÖUnclamped ÖClamped5°140°ClampUser friendly, NO torque wrench required Wrench force required:•KM32 = 25 Nm •KM40 = 35 Nm •KM50 = 50 Nm •KM63 = 50 NmClamped刀具中心超精调整通过一个特殊的螺钉来调整刀具中心高度.(这个特殊螺钉必须特别订购)QuickKMQuickKMOnly the disc springsare pre-loaded, NOT components.锁紧位置The spring force works in addition to the self-locking cam feature of the KM-LOC.KM-LOC™KM -LOC ™技术特征QuickKM维护涂脂于夹持零部件:•12个月维护一次(3200 次装夹)•维护无需将刀具拆开•降低摩擦力•增加零部件寿命•在标准包装内已配备了所有必需品•Gleitmo 805K 润滑油KM-LOC™KM -LOC ™技术特征KM 针对车床的夹持系统A自动和半自动系统A夹持其实就是利用蝶形弹簧或液压力QuickKMKM 针对加工中心的刀具一套完整的刀柄系统有CV, BT & DIN标准柄KM 刀具允许在车床和加工中心之间进行灵活地互换QuickKMQuickKMKM 夹持系统•dual position blocks •extended reach •increased setback •designs for custom turrets•industry’s best tooling application engineersQuick KMQuickKMKM32= 25 Nm KM40= 35 Nm KM50= 50 Nm KM63= 50 NmC3=35NmC4=50Nm C5=70Nm C6=90NmKM Vs CaptoSandvik CaptoKennametal KMQuickKM球型半自动锁紧 Internal machining-cutting units or boring bars 低的锁紧力Bolt or wedge type clamping Internal machining-only with dedicated boring bars 高的锁紧力-稳固性有问题KM™CaptoKM vsKM vs CaptoQuickKMKM Vs CaptoKM-LOC quick clamp with interlock Central coolant supply sealed with o-rings Multiple clamping unit designs-flange mounts, VDI, machine specific, automatic, square shank, extensions & reducers, specials… Reversed spindle rotation-position cutting unit 180ºQuick clamp-NO interlock Radial coolantsupply-NO sealing from contamination Limited standard clamping designs Reversed spindle rotation-only throughdisassembly of clamping unit.KM™CaptoQuickKMKMTMKM Vs CaptoPage 24CaptoQuickKMAssemblyTools RequiredC3=45Nm C4=55Nm C5=95Nm C6=170Nm C8=170NmKM Vs CaptoCaptoQuickKM•多边形锥度= 1:20•通过楔形块在内部中心夹紧•快速夹紧90°, 扭距设定•Rear clamp with central bolt•柱面锥度= 1:10•内部中心通过2个球来提供夹紧力•KM-LOC 140°度锁紧和放松•手动2 1/2圈锁紧KMTMCaptoQuickKM冷却液地供给冷却液放射状地通过锥部冷却液放射状地通过锥部冷却液地供给通过O 型环密封冷却液地供给通过O 型环密封KM Vs CaptoKMTMCaptoQuickKM内圆加工System ØKM32(44)KM4054KM5070KM6386KM80105System Ø D min KMTMInternal machining is only possibleby using EnlongationsorIntegral Boring BarsCaptoKM Vs CaptoQuick KMQuickKMKM 标准产品切削刀具Comprehensive range of cutting units in various KM sizes,lead angles, geometries, and insert clamping-Kenloc Pin M -Leverlock P -Wedgelock W -Screw-on S -Top Notch N -Thread & Groove N -LT Threading L -Deep Grooving GQuickKM60604343KM63KM6335355050KM50KM5040402727KM40KM4022223535KM32一套完整的车削刀具尺寸KM 标准产品刀具尺寸F dimensionl 1 d i m e n s i o nQuickKMKM 标准产品完整的镗刀杆一系列镗刀杆包括:•钢柄•硬质合金柄•长径比达14:1的镗刀(TUNED )镗刀形式有:•镗孔•螺纹•槽Quick KM! NEW !A range of DV and BT inlong design!KM 标准产品加工中心主刀柄ÉTaper shank 40, 45 and 50ÉDIN 69871, Form A and B ÉMAS BT Japanese taper shank ÉDIN 2080 taper 40 and 50ÉCAT 40 and 50Quick KM 接柄和接杆•Collet chucks•Collets-TG, ER & DA •Drill chucks •Tap chucks -rigid-tension/compression •Adapters -end mills -whistle notch -face mills -Morse taper-combi-type•hydraulic chucksKM 标准产品QuickKMDrill -Fix 钻头Indexable Drills •KM 32, 40 and 502 x d •KM 503 x d 直径范围:16 to 50 mmKM KM 标准产品标准产品QuickKMDriven Tools for:Okuma Mori Seiki Mazak HardingeNakamura Boehringer Gildemeister etc.KM 标准产品QuickKMSpecial Tools for:multiple proccessesdual pockets cartidgesextended reach etc.KM 特殊产品Designed and manufactured inQuick KMQuickKMKM63 KM LOCÎ7:1 机械效益Î刀夹允许使用者Cartridge design allows user to manufacture tool block at his option Î冷却液压力可达100 bar, 1500 psi Î最少的零部件新KM 产品。