山特维克-刀柄系统
- 格式:ppt
- 大小:7.22 MB
- 文档页数:36
瑞典工程集团Sandvik简介目录集团简介: (1)经营理念: (1)所有制: (1)集团管理层: (2)研发: (2)各业务范围数据: (2)业务遍及全球: (2)集团数据: (3)产品类型: (3)近期新闻: (4)联系方式: (4)集团简介:山特维克集团是一家高科技工程集团,拥有先进的产品,处于世界同行业领导地位。
山特维克的业务范围遍及全球,在130多个国家设有代表处,2010年,集团拥有47,000名员工,年销售额约为830亿瑞典克朗。
山特维克在材料技术领域独具优势,在客户流程方面有着丰富经验,凭借技术优势和客户经验,山特维克在三个主要领域独占鳌头:1、山特维克刀具:金属切削工具机刀具系统坯料及零件。
2、山特维克矿山工程机械:为矿山及机械行业提供设备和工具。
3、山特维克材料科技:高级不锈钢、钛材、特种合金产品、金属及陶瓷电阻材料、传动系统。
经营理念:山特维克开发、制造并销售高科技产品和服务,帮助客户提高生产和盈利能力。
所有制:截止2010年12月31日,山特维克集团最大的股东(按表决权计算)为瑞典AB industriaerden公司(11.7%)、瑞典银行罗伯基金(5%)和瑞典商业银行养老基金会(4%)。
集团管理层:山特维克集团董事长为Anders Nyren ,总裁及首席执行官为Olof Faxander 。
研发:每年,山特维克在研发方面的投入高达30亿瑞典克朗,有超过2400名员工参与研发过程,目前集团拥有约5000项专利。
各业务范围数据:业务遍及全球:员工人数(截止2010年12月31日)集团数据:2010年2009年2008年2007年销售额(单位:百万瑞典克朗)82,65471,93792,65486,338年同比(%)15-22719组织因素(%)17-30518结构因素(%)1023货币因素(%)-2100-2营业利润(单位:百万瑞典克朗)11,029-1,41212,79414,394占开票金额比例13-21417财政项目后收益(单位:百万瑞典克朗)9,412-3,47210,57712,997占开票金额比例11-51115年度净利润(单位:百万瑞典克朗)6,943-2,5967,8369,594股东权益(单位:百万瑞典克朗)33,81329,95736,72529,823产权比率38333635净债权率0.7 1.00.9 1.0资本周转率9273101112现金及现金等价物(单位:百万瑞典克朗)4,7837,5064,9982,006股东权益回报率22.1-7.924.834.4以投资资本回报率17.4-1.319.927.0物业、工厂及设备投资(单位:百万瑞典克朗)3,3784,0066,6344,811总投资(单位:百万瑞典克朗)4,4936,1617,7669,480运营现金流(单位:百万瑞典克朗)12,14911,7929,3355,076现金流(单位:百万瑞典克朗)- 2,6422,4712,764179员工人数(截至2010年12月31日)47,06444,35550,02847,123产品类型:1、高级不锈钢特种合金及钛材:钢棒、空心棒及钻钢、坯料及方坯、热等精压机产品、金属粉末及铈合金产品、钢带及钢带衍生产品、管材产品、焊接产品、钢丝。
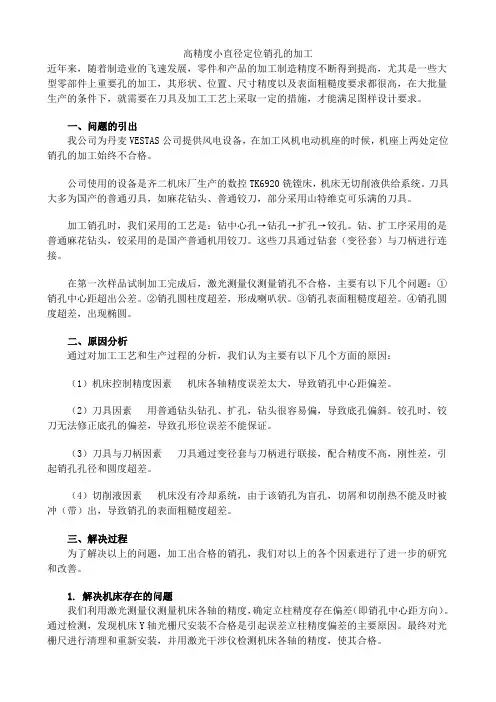
高精度小直径定位销孔的加工近年来,随着制造业的飞速发展,零件和产品的加工制造精度不断得到提高,尤其是一些大型零部件上重要孔的加工,其形状、位置、尺寸精度以及表面粗糙度要求都很高,在大批量生产的条件下,就需要在刀具及加工工艺上采取一定的措施,才能满足图样设计要求。
一、问题的引出我公司为丹麦VESTAS公司提供风电设备,在加工风机电动机座的时候,机座上两处定位销孔的加工始终不合格。
公司使用的设备是齐二机床厂生产的数控TK6920铣镗床,机床无切削液供给系统。
刀具大多为国产的普通刃具,如麻花钻头、普通铰刀,部分采用山特维克可乐满的刀具。
加工销孔时,我们采用的工艺是:钻中心孔→钻孔→扩孔→铰孔。
钻、扩工序采用的是普通麻花钻头,铰采用的是国产普通机用铰刀。
这些刀具通过钻套(变径套)与刀柄进行连接。
在第一次样品试制加工完成后,激光测量仪测量销孔不合格,主要有以下几个问题:①销孔中心距超出公差。
②销孔圆柱度超差,形成喇叭状。
③销孔表面粗糙度超差。
④销孔圆度超差,出现椭圆。
二、原因分析通过对加工工艺和生产过程的分析,我们认为主要有以下几个方面的原因:(1)机床控制精度因素机床各轴精度误差太大,导致销孔中心距偏差。
(2)刀具因素用普通钻头钻孔、扩孔,钻头很容易偏,导致底孔偏斜。
铰孔时,铰刀无法修正底孔的偏差,导致孔形位误差不能保证。
(3)刀具与刀柄因素刀具通过变径套与刀柄进行联接,配合精度不高,刚性差,引起销孔孔径和圆度超差。
(4)切削液因素机床没有冷却系统,由于该销孔为盲孔,切屑和切削热不能及时被冲(带)出,导致销孔的表面粗糙度超差。
三、解决过程为了解决以上的问题,加工出合格的销孔,我们对以上的各个因素进行了进一步的研究和改善。
1. 解决机床存在的问题我们利用激光测量仪测量机床各轴的精度,确定立柱精度存在偏差(即销孔中心距方向)。
通过检测,发现机床Y轴光栅尺安装不合格是引起误差立柱精度偏差的主要原因。
最终对光栅尺进行清理和重新安装,并用激光干涉仪检测机床各轴的精度,使其合格。

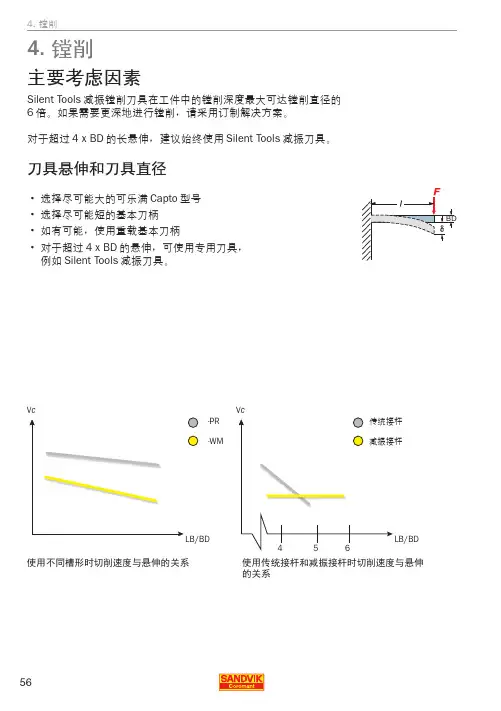
金属切削技术和可乐满刀具粗镗刀和精镗刀CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™镗刀系列CoroBore 825精镗孔CoroBore 820粗镗孔用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroBore™820粗加工镗削刀具新的高生产率镗削解决方案3个滑块CoroTurn107和T-Max P 刀片易于调整CoroPak03.2CoroBore™820镗削范围:35 -260 mm镗削深度: 4 x 刀柄直径孔公差:IT 9刀片:CoroTurn107T-Max P接口:可乐满CaptoHSK内冷却液:1200 m/min最大vcCoroPak03.2CoroBore ™820CoroTurn 107CoroTurn RC 滑块90°84°75°90°84°CoroPak 03.2CoroBore™820负前角刀片用的新滑块——高效率粗镗 镗削范围106-167 mmCoroTurn®RC刚性夹紧CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820粗调刻度用于径向调整的调整螺钉CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820高生产率镗削台阶镗削单刃镗削应使用90°滑块使用:3滑块1 刀垫组1接杆使用:3滑块1接杆使用:1滑块2盖1接杆CoroPak 03.2 -TRAINING Technical InformationCoroBore™820 v c= 1200 m/min时要求的力矩CoroPak 03.2 -TRAINING Selling FeaturesCoroBore ™820材料材料::GG 25 CMC 08.1Duobore CoroBore 820提高穿透率50%,并保持刀具寿命刀片数32v c m/分150150f n mm/转0,3750,25进给率v f mm/分7550刀具寿命分150150米6845CoroPak 03.2 -TRAINING Machining StrategiesCoroBore ™和Duobore ®一对高生产率粗镗刀具CoroBore ™820Duobore ®3切削刃2切削刃CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825精加工高精度镗刀适合高生产率镗削 用修光刃刀片容易调整CoroBore™825:精镗刀具系统适用于高精度的孔精加工CoroPak04:2稳定的精确度配有可乐满Capto®和HSK刀杆独特的小刀架CoroTurn®107 刀片第一选择备选Wiper刀片高精度的表面质量和高的生产效率CoroTurn®111刀片振动问题的解决者镗削小直径孔可转换刀夹:容易实现高精度尺寸调整直径微调的单位增量是0.01mm通过刀具切削液CoroBore ™825可获得高生产率和高精度表面质量的刀具系统CoroPak 04:2性能表面光洁度Ra < 1µm 公差等级IT6镗削直径范围从镗削直径范围从¢¢2323mm mm mm到到¢107107mm mm 三个三个CoroTurn CoroTurn 和111111刀片尺寸刀片尺寸刀片尺寸,,包括包括Wiper Wiper用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825镗削直径: 23 -107 mm 镗削深度: 4 x 刀柄直径孔公差: IT 6粗糙度:< Ra 1 μm 刀片: CoroTurn ®107CoroTurn 111 接口:Coromant Capto ®HSK内冷却液Max. v c :1200 m/minCoroPak 04.2 -TRAINING Technical InformationCoroBore ™825转盘D c 0,01 mm 游标D c 0,002 mmCoroBore825与391.38A 精镗刀的比较镗削直径(mm) 23-107 25-103.5 镗削深度: 1.5-4xD5m 3.5xD5m 孔公差: IT6 IT6 直径调整间隙(mm): 0.002 0.01 切削液: 内冷内冷 刀片类型: TC,TP,wiper CC,TC,TP,wiper主偏角Kr(度): 9275,92,95CoroPak 04:2CoroBore825391.38ACoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825刀夹-3种尺寸 刀片TC..06, 09 & 11TP..06, 09 & 11主片角92°CoroPak 04.2 -TRAINING Technical InformationCoroBore™825椭圆形接口平面接触FtFrCoroBore™825精镗刀---反镗直径调节范围小于正常调节范围(避免刀体干涉)CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825TCGX 06T104L-WK 1025TCGX 090204L-WK 5015, 1025TCGX 110204L-WK5015, 1025TPMT 06T102-PF/MF/KF 5015, 1025, 3005TPMT 090204-PF/MF/KF 5015, 1025, 3005TPMT 110204-PF/MF/KF 5015, 1025, 3005CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825D cMin MaxAdaptorCartridgeCoroPak 04.2 -TRAINING Cutting DataCoroBore ™825CoroBore825切削初始值推荐一般初始值Vc 不大于车削样本上外园车削推荐值的50%,Vc=180mm/minCoroPak 04:2CoroPak 04.2 -TRAINING Technical InformationCoroBore ™825CoroBore™825精镗刀CoroBore™825Dc 0,01 mmDc .0004”使用游标刻度盘Dc 0,002 mmDc .00008”CoroBore ™8250.05mm微调刻度每格微调刻度每格::CoroBore™82523.65mmCoroBore ™8250.01/5=0.002mm 微调刻度每格微调刻度每格::假设现在直径23.500mmCoroBore ™825现在读数为23.5+0.08+0.004=23.584mmCoroPak 04.2 -TRAINING Cutting Data 材料:SS1672材料: 中碳钢l, CMC 01.2 HB =180 -2001 Coromant U, dia 52mm v c = 200 m/minf n = 0,15 mm/rn = 1225 rpm v f = 184 mm/min2粗镗接柄:C6-R820C-AA3104A 刀夹:R820C-AR16SCFC09A 刀片:CCMT 09T308-PM 4025D c = 60,0 mm z = 3v c = 120 m/min f Z = 0,3 mm f n =0,9 mm/r a p = 4 mm n = 637 rpm v f= 573 mm/min 3 精镗接柄:C6-R825C-AAE097A 刀夹:R825C-AF23STUC1102A 刀片:TCGX110204L-WK 5015D c = 60,5 mm z = 1v c = 200 m/min f n =0,15 mm/r a p = 0,25 mm Ra= 0,8n = 1053rpm v f= 158 mm/min孔加工实例。
山特维克(中国)有限公司是一家高科技材料工程集团公司,由遍布世界130个国家的300多个子公司组成,年营业额420多亿瑞典克朗,雇员34000名。
山特维克可乐满刀具公司是山特维克刀具公司子公司中较大的一个,山特维克可乐满刀具公司在开发、生产和销售利用烧结硬质合金、陶瓷及高硬度材料如:金刚石及立方碳化硼做金属切削用刀具及刀具系统领域处于世界领先地位。
山特维克可乐满刀具公司于1993年在中国建立销售网络机构,并在廊坊投资五千万克朗建立第一个生产基地,占地2-000平米,主要从事标准及非标准刀柄的生产。
1996年,山特维克可乐满在廊坊一期工厂的基础上追加投资一亿一千万克朗建成一家占地5000平料的中国地区最先进的硬质合金刀具生产厂,该厂采用了最先进的生产工艺、技术,并致力于环境保护及维护,廊坊生产厂已于1998年12月通过国际质量标准ISO9002认证,目前,山特维克可乐满刀具公司在廊坊的投资总额已超过三千万美元。
Sandvik Group is a high-technology material engineering company with more than 300 subsidiaries represented in 130 counties. The Group turns over SEK 42 billion a year and employs 34000 people worldwide.AB Sandvik Coromant, one of the larger being of Sandvik Tooling, is the international leader in development, production and marketing of tools using cemented-carbide, ceramics and extremely hard materials such as diamond and cubic boron nitride for metal-cutting applications.AB Sandvik Coromant has set up a nation-wide sales organization in China since 1993 and established a manufacturing unit in Langfang in the same year with the investment of 50 M SEK and 2000 m2, to produce standard and special tool holders. In 1996, AB Sandvik Coromant reinvested 110 M SEK on the basis of the first phase for an insert production unit, which contains 5000 m2. This plant is the most modern for production of cemented carbide inserts in China. It utilizes the latest technology available in the production process and, at the same time, meets the highest environmental requirements. Sandvik Langfang was certified according to ISO 9002 in December 1998. By now, Sandvik Coromant has invested more than 30 M USD in Langfang in total.卢卡斯伟利达廊重制动器有限公司是由廊坊市直属重工业国有资产经营有限公司与美国伟利达工业有限公司、英国卢卡斯公司三家合资在廊坊经济技术开发区建立的合资企业,主要生产汽车制动钳总成和盘式制动器总成,该厂已为红旗、奥迪、桑塔纳、金杯、捷达、金龙等多家汽车制造厂提供配套制动器,成为我国最大的汽车制动器生产商。
学习园地:⼯具系统(⼆)第⼋章⼯具系统第⼀节⼯具系统四、⼯具系统装⼑器装⼑器即为⼑具的装配夹具,⽤于组装和拆卸⼑柄,⼀般常将装⼑器分为两种,⼀种是普通装⼑器(见图8-11a),⼀种是模块化装⼑器(见图8-11b)。
普通装⼑器由于结构限制,只能应⽤于固定⼏种型号的⼑柄,⽽模块化装⼑器可以通过改换衬套和法兰盘,⽽使之与各种型号的⼑柄配套,这样就可以应⽤于各种型号的⼑柄。
应⽤装⼑器组装⼑柄的过程简单叙述如下:(1)选择适合⼑具的法兰、轴环和衬套以便装配(见图8-12)。
(2)选择适合接⼝的衬套。
⽤3个内六⾓头螺钉将夹具紧固到⼯作台上(见图8-13)。
(3)将⼑柄各模块按顺序装⼊即可。
五、⼯具系统的规格1.⼑柄的规格镗铣类机床和加⼯中⼼⼑柄多数采⽤7∶24圆锥⼯具⼑柄,并采⽤相应形式的拉钉拉紧机构与机床主轴相配合,常⽤的规格有30号、40号、45号、50号。
新型⼑柄中采⽤1∶10圆锥结构设计的HSK⼑柄有A、B、C、D、E、F六种型号,常⽤的有A型63号、100号,C型63号、100号,E 型40号、50号、80号,F型40号、50号、80号。
CAPTO⼑柄常⽤型号有C3、C4、C5、C6、C8以及C10。
2.⼑柄的规格数量整体式的TSG⼯具系统包括20种⼑柄,其规格数量多达数百种,⽤户可根据所加⼯的典型零件的数控加⼯⼯艺来选取⼑柄的品种规格,既可满⾜加⼯要求⼜不致造成积压。
考虑到数控机床⼯作的同时,还有⼀定数量的⼑柄处于预调或⼑具修磨中,因此通常⼑柄的配置数量是所需要⼑柄的2~3倍。
第⼆节整体式数控⼯具系统(TSG)⼀、TSG⼯具系统概述(⼀)TSG⼯具系统简介TSG⼯具系统属于整体式结构,是专门为加⼯中⼼和镗铣类数控机床配套的⼯具系统,如图8-14所⽰。
该⼯具系统锥柄和连杆连成⼀体;其优点是结构简单、整体刚性强、使⽤⽅便、⼯作可靠、更换迅速等;缺点是锥柄的品种和数量较多。
图8-14 TSG⼯具系统(⼆)TSG⼯具系统表⽰⽅法TSG⼯具系统的表⽰形式由⼯具柄部形式、柄部尺⼨、⼯具⽤途、⼯作长度和⼯具规格组成,如图8-15所⽰。
知名切削刀具制造商网址(欧美篇)2011-01-29 18:57(法国EPB)山高旗下世界上首屈一指的刀柄系统及镗刀制造商,以其一流的产品性能和完美的技术服务著称于世。
(法国塞菲提)成立于1932年,欧洲汽车制造厂商眼中的最佳刀具供应商,现隶属山特维克集团。
www.outiltec.fr(法国无敌泰克)IMC旗下著名刀具公司,擅长于钻头、铰刀、成型刀具,特别是枪钻的非标制作。
(意大利丹德瑞)著名的镗刀及平旋盘制造厂商。
(意大利Fiudi)成立于1959年,主要从事CBN,PCD和天然金刚石各类刀具产品的生产制造。
(西班牙JMC)生产丝锥与铰刀60余年。
(西班牙克耐乐)知名可转位刀具供应商。
www.palbit.pt(葡萄牙帕比特)欧洲老牌硬质合金工具厂。
(瑞士迪哈特)拥有世界闻名的高精度铰刀,也是PCD刀具业的领导者,隶属于高迈特集团。
(瑞士弗雷萨)世界著名刀具生产厂商之一,特色产品高速切削铣刀。
(瑞士好优利)发明出了第一把用于去毛刺的刀具。
(瑞士凯撒)知名的工具系统品牌,日本大昭和的技术提携者。
mina-tech.ch(瑞士拉米那)瑞士最先进的硬质合金刀具制造厂,开发出了万用材质刀片。
(瑞士斯特拉姆)有80年制造硬质合金刀具历史,现隶属美国ATI 冶联,擅长加工难加工金属材料。
www.urma.ch(瑞士钨马)国际知名的专业模块式镗刀的生产厂家,在世界上拥有众多的用户,孔加工刀具的领先者。
/cn(瑞典山特维克)经过140余年的发展,在制造工艺方面已经发展成为全球的领导者。
(瑞典山高)世界上硬质合金刀具的主要制造商。
(丹麦尤尼莫克)是一个国际化的刀具优化解决方案制造商和供应商,2011年被京瓷公司收购。
(荷兰嘉伯乐)山高旗下知名整体式铣刀品牌。
(北爱尔兰欧霸)是全世界生产铣刀和槽钻最大制造商之一。
(奥地利梅克斯特)欧洲知名旋转刀具制造商。
(奥地利贝瑞特)蓝帜旗下专业提供切削材料和硬质合金材料的制造商。
世界五大品牌刀具派系对中国刀具市场的影响随着中国经济的飞速发展、工业机床水平的不断提升以及对提高机加工产品质量和效率的要求越来越高,中国对国外进口优质精密刀具的需求也日益增加。
由于进口刀具的价格普遍高于国产刀具,所以其应用受到很大的限制。
但是,不容置疑,目前在刀具的高端市场,进口刀具无论在品种规格、质量以及售后服务方面都存在着一定的优势。
一、进口刀具主要应用领域据调查,进口刀具主要应用在以下对刀具的寿命、性能、效率、稳定性等要求较高的行业及企业中:(1)汽车行业汽车行业的加工特点一是大批量、流水线生产,二是加工条件相对比较固定。
为了优化生产,提高质量和效率,汽车行业对刀具的加工效率和使用寿命提出了非常苛刻的要求。
同时,由于采用流水线作业,为了避免因换刀导致整条生产线的停机、造成巨大的经济损失,所以通常采用强制性的统一换刀的方式。
这对刀具质量的稳定性也提出了独一无二的高要求。
(2)航空航天行业航空航天业的加工特点一是加工精度要求高,二是材料难加工。
该行业所加工的零部件材料大多为韧性和强度都非常高的高温合金和镍钛合金(如INCONEL718等),使得进口刀具大有用武之地。
(3)大型涡轮机、汽轮机、发电机及柴油机生产企业这些企业所要加工的零件大多体积庞大、价值昂贵,在加工时,保证被加工零件的精度和少出废品是至关重要的,所以在这些行业里也经常采用进口刀具。
(4)使用数控机床较多的企业俗话说“好马配好鞍”,为了提高加工效率和产品质量,充分发挥数控机床的使用效率,往往采用进口刀具更易达到预期的效果。
(5)外资企业在这些企业中,往往更注重生产效率和质量的保证。
由于外资企业的设备很多是引进国外的机床和设备,采用其进口国的刀具也是水到渠成的事。
除此之外,还有很多其它行业,如模具行业、军工企业等应用进口刀具也都十分普遍。
二、世界五大刀具派系比较分析近年来在中国市场上活跃着世界五大刀具派系有:山特系:美国系;日本系;以色列系;欧洲系。