山特维克可乐满刀具介绍
- 格式:pdf
- 大小:1.27 MB
- 文档页数:33

通用信息
换算表J2
公式与定义J2
订制选项J3
安全信息J7
材料横向对照表J8
山特维克可乐满再循环计划(CRC)J13
刀具索引J14
J 1
更多刀具规格选择,以满足您特定的需求。
T-Max Q-Cut刀片T-Max Q-Cut 和 CoroCut刀柄
T-Max U-Lock 刀片
CoroThread
铣削新增刀具选项
CoroMill 245 CoroMill 390 立铣刀CoroMill CoroMill Century
CoroMill 331
用于槽铣刀330
钻削新增刀具选项金钻头
可乐满U可转位刀片钻头
就为您的车库、铣床、钻床以及加工中心订购回收箱。
我们建议为每个工作站配一个刀片回收箱和一个整体硬质合金刀具分离箱。
有关如何出售废旧硬质合金的详细说明,请访问网址/cn并选择相应的市场。
订货号
收集箱(黄色):91617
用于回收整体硬质合金刀具的运输箱(胶合板):92994
用于回收刀片的运输箱(胶合板):92995
J 13。
数控刀具十大品牌内容来源网络,由深圳机械展收集整理!更多“数控刀具”展览,就在深圳机械展!数控刀具是机械制造中用于切削加工的刀具,切削加工生产率和刀具寿命的高低加工成本的多少、加工精度和加工表面质量的优劣等,在很大程度上取决于刀具材料、刀具结构及切削参数的选择。
数控刀具选购除了考虑机床类型、精度、生产性质外,品牌的选购也很重要。
Coromant可乐满(山特维克(中国)投资有限公司)成立于1942年,山特维克集团旗下,1985年进入中国,金属切割刀具和刀具系统,刀具解决方案和加工知识的提供者。
山特维克可乐满成立于1942年,隶属于山特维克集团,在瑞典基默(Gimo)拥有硬质合金刀片制造厂。
山特维克可乐满在全球拥有8,000多名雇员,在130多个国家和地区设有代表机构,在全球设有28个效率中心,11个应用中心。
位于荷兰、美国、新加坡和中国的4个配送中心将产品送交客户手中。
山特维克可乐满是金属切削刀具制造与供应商,30,000余种产品覆盖了车削、铣削、孔加工等各个金属加工应用领域。
公司注重新产品开发,研发。
每年以CoroPak的形式,在春秋两季向市场推出2,000余种新产品。
Kennametal肯纳(肯纳金属(中国)有限公司)肯纳金属(上海)有限公司,创于1938年美国,全球刀具解决方案供应商,采矿及道路建筑工具业企业。
“Kennametal®”刀具的切削速度快、寿命长,因此推动了从汽车生产到飞机再到整个机械行业金属加工。
1993年,Kennametal 收购了总部位于德国Fürth 的Hertel AG 刀具公司。
2002年,Kennametal兼并了在欧洲和印度市场的切削刀具生产商Widia。
在收购的两家公司中,前者是工程部件的供应商,提供耐磨解决方案,而后者是引领工程部件工艺技术的市场供应商。
ISCAR伊斯卡(伊斯卡刀具国际贸易(上海)有限公司)伊斯卡刀具国际贸易(上海)有限公司,金属切削刀具生产厂家伊斯卡(ISCAR)公司是伯克希尔·哈撒韦的子公司之一。
CoroMill 490:一把刀具集众多性能,优势多多放眼世界,目前在车间最常见的铣削工序是方肩面铣,这也意味着这种特殊的棱形金属切削策略在生产效率、可用性和产品质量的改进方面拥有巨大的潜力。
在许多需要进行端面、周边和槽的立铣应用中,经常可以看到方肩面铣的身影。
可以从两个主要方面来提高方肩面铣的切削性能,即达到更高的金属去除率和一次走刀加工生成优良的表面质量。
随着铣削技术的不断发展,山特维克可乐满现在可以通过推出独特的新型铣削刀具概念将这些必需的加工能力组合到一起,即CoroMill 490。
加工正在改变之中在方肩铣削概念刀具的开发阶段,山特维克可乐满就对当前车间存在的许多加工趋势进行了综合考虑,以确保最大化这种新型概念刀具的效率。
例如,在任何刀具的开发阶段,低功率机床主轴的日益风行以及提高主轴速度和应用更高的进给率在其中显得至关重要。
从切削的角度来看,小切深是首选,因为工序的切削作用越轻,对机床的损坏程度就越小,并且也适合更低的功率可用性;在车间内,将粗加工和精加工切削组合到一起也是时下追求的目标。
此外,在现代生产环境下,尤其要注意的一点是不能容忍存在毛刺/接刀误差。
当为方肩面铣概念开发新刀具平台时,另一个至关重要的影响因素是在CoroMill系列铣削刀具的扩充期间,山特维克可乐满先前所取得的进展情况。
下列概述有助于我们全面地看待公司最近在铣削创新方面的这些发展。
CNC铣削已历经漫漫长路CoroMill 290方肩面铣刀集成了多项优势,如配有预淬硬刀体和带四个切削刃的高性价比刀片,以及利用中心螺钉(在许多要求苛刻的工序中用以提供高强度)和改进的刀片定位确保高精度。
纯粹的面铣包括精加工至镜面般的表面以及非常高的金属去除率进行粗加工,这些能力已组合到一把面铣刀中:CoroMill 245。
无论是深还是浅方肩铣削,都有着截然不同的需求——90度刀具是必不可少的选择。
对于有色金属,CoroMill 790已成为一种成熟刀具,具有非常高的金属去除率,高速切削时能够留下高质量的方肩表面,并且接刀误差可以忽略不计。
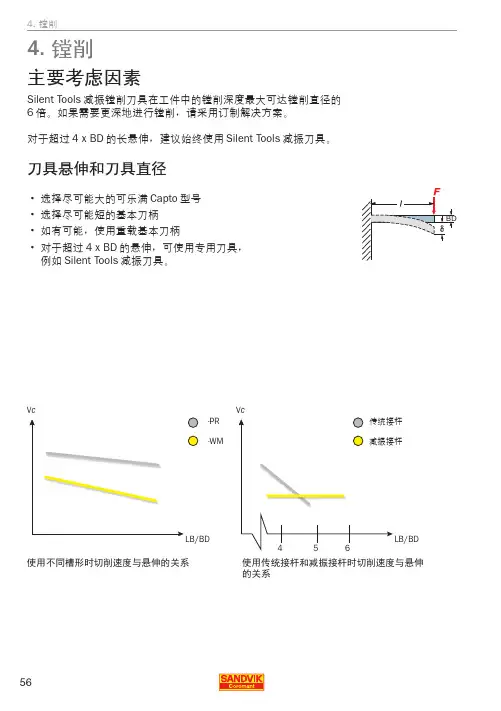
金属切削技术和可乐满刀具粗镗刀和精镗刀CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™镗刀系列CoroBore 825精镗孔CoroBore 820粗镗孔用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroBore™820粗加工镗削刀具新的高生产率镗削解决方案3个滑块CoroTurn107和T-Max P 刀片易于调整CoroPak03.2CoroBore™820镗削范围:35 -260 mm镗削深度: 4 x 刀柄直径孔公差:IT 9刀片:CoroTurn107T-Max P接口:可乐满CaptoHSK内冷却液:1200 m/min最大vcCoroPak03.2CoroBore ™820CoroTurn 107CoroTurn RC 滑块90°84°75°90°84°CoroPak 03.2CoroBore™820负前角刀片用的新滑块——高效率粗镗 镗削范围106-167 mmCoroTurn®RC刚性夹紧CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820粗调刻度用于径向调整的调整螺钉CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820高生产率镗削台阶镗削单刃镗削应使用90°滑块使用:3滑块1 刀垫组1接杆使用:3滑块1接杆使用:1滑块2盖1接杆CoroPak 03.2 -TRAINING Technical InformationCoroBore™820 v c= 1200 m/min时要求的力矩CoroPak 03.2 -TRAINING Selling FeaturesCoroBore ™820材料材料::GG 25 CMC 08.1Duobore CoroBore 820提高穿透率50%,并保持刀具寿命刀片数32v c m/分150150f n mm/转0,3750,25进给率v f mm/分7550刀具寿命分150150米6845CoroPak 03.2 -TRAINING Machining StrategiesCoroBore ™和Duobore ®一对高生产率粗镗刀具CoroBore ™820Duobore ®3切削刃2切削刃CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825精加工高精度镗刀适合高生产率镗削 用修光刃刀片容易调整CoroBore™825:精镗刀具系统适用于高精度的孔精加工CoroPak04:2稳定的精确度配有可乐满Capto®和HSK刀杆独特的小刀架CoroTurn®107 刀片第一选择备选Wiper刀片高精度的表面质量和高的生产效率CoroTurn®111刀片振动问题的解决者镗削小直径孔可转换刀夹:容易实现高精度尺寸调整直径微调的单位增量是0.01mm通过刀具切削液CoroBore ™825可获得高生产率和高精度表面质量的刀具系统CoroPak 04:2性能表面光洁度Ra < 1µm 公差等级IT6镗削直径范围从镗削直径范围从¢¢2323mm mm mm到到¢107107mm mm 三个三个CoroTurn CoroTurn 和111111刀片尺寸刀片尺寸刀片尺寸,,包括包括Wiper Wiper用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825镗削直径: 23 -107 mm 镗削深度: 4 x 刀柄直径孔公差: IT 6粗糙度:< Ra 1 μm 刀片: CoroTurn ®107CoroTurn 111 接口:Coromant Capto ®HSK内冷却液Max. v c :1200 m/minCoroPak 04.2 -TRAINING Technical InformationCoroBore ™825转盘D c 0,01 mm 游标D c 0,002 mmCoroBore825与391.38A 精镗刀的比较镗削直径(mm) 23-107 25-103.5 镗削深度: 1.5-4xD5m 3.5xD5m 孔公差: IT6 IT6 直径调整间隙(mm): 0.002 0.01 切削液: 内冷内冷 刀片类型: TC,TP,wiper CC,TC,TP,wiper主偏角Kr(度): 9275,92,95CoroPak 04:2CoroBore825391.38ACoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825刀夹-3种尺寸 刀片TC..06, 09 & 11TP..06, 09 & 11主片角92°CoroPak 04.2 -TRAINING Technical InformationCoroBore™825椭圆形接口平面接触FtFrCoroBore™825精镗刀---反镗直径调节范围小于正常调节范围(避免刀体干涉)CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825TCGX 06T104L-WK 1025TCGX 090204L-WK 5015, 1025TCGX 110204L-WK5015, 1025TPMT 06T102-PF/MF/KF 5015, 1025, 3005TPMT 090204-PF/MF/KF 5015, 1025, 3005TPMT 110204-PF/MF/KF 5015, 1025, 3005CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825D cMin MaxAdaptorCartridgeCoroPak 04.2 -TRAINING Cutting DataCoroBore ™825CoroBore825切削初始值推荐一般初始值Vc 不大于车削样本上外园车削推荐值的50%,Vc=180mm/minCoroPak 04:2CoroPak 04.2 -TRAINING Technical InformationCoroBore ™825CoroBore™825精镗刀CoroBore™825Dc 0,01 mmDc .0004”使用游标刻度盘Dc 0,002 mmDc .00008”CoroBore ™8250.05mm微调刻度每格微调刻度每格::CoroBore™82523.65mmCoroBore ™8250.01/5=0.002mm 微调刻度每格微调刻度每格::假设现在直径23.500mmCoroBore ™825现在读数为23.5+0.08+0.004=23.584mmCoroPak 04.2 -TRAINING Cutting Data 材料:SS1672材料: 中碳钢l, CMC 01.2 HB =180 -2001 Coromant U, dia 52mm v c = 200 m/minf n = 0,15 mm/rn = 1225 rpm v f = 184 mm/min2粗镗接柄:C6-R820C-AA3104A 刀夹:R820C-AR16SCFC09A 刀片:CCMT 09T308-PM 4025D c = 60,0 mm z = 3v c = 120 m/min f Z = 0,3 mm f n =0,9 mm/r a p = 4 mm n = 637 rpm v f= 573 mm/min 3 精镗接柄:C6-R825C-AAE097A 刀夹:R825C-AF23STUC1102A 刀片:TCGX110204L-WK 5015D c = 60,5 mm z = 1v c = 200 m/min f n =0,15 mm/r a p = 0,25 mm Ra= 0,8n = 1053rpm v f= 158 mm/min孔加工实例。

刀具品牌中的百年老店:山特维克可乐满以及它的法宝在航空制造技术中,切削是一个不得不谈的话题。
要切削加工出好的产品,那么一套制作精良的切削工具是必备的。
放眼琳琅满目的切削刀具市场,山特维克可乐满作为一个具有百年历史的刀具品牌,像一棵常青树一般屹立不倒。
今天就跟小编一起来了解一下山特维克可乐满公司以及它的法宝吧。
山特维克可乐满公司logo1.公司介绍山特维克可乐满(Sandvik Coromant)成立于1942年,隶属于山特维克集团,公司总部位于瑞典山特维肯(Sandviken),在瑞典基默(Gimo)拥有世界最大的硬质合金刀片制造厂。
山特维克可乐满在全球拥有8000多名雇员,在130多个国家和地区设有代表机构,在全球设有28个效率中心、11个应用中心,位于荷兰、美国、新加坡和中国的4个配送中心能够确保准确、迅速地将产品送交到客户手中。
百年老店——山特维克可乐满山特维克可乐满是全世界最大的金属切削刀具制造与供应商,30000余种产品覆盖了车削、铣削、孔加工等各个金属加工应用领域。
公司非常注重新产品开发,研发投入为业内平均水平的两倍,拥有600多个有效专利族。
每年以CoroPak的形式,在春秋两季向市场推出2000余种新产品。
办公环境2.公司产品1)普通车削为了更安全可靠地加工应用于航空航天、医疗和小零件加工行业的HRSA材料,公司推出了GC1105刀片,具有锋利的切削刃,新增的正前角和负前角刀片大大扩展了其应用范围。
另外,刀片安全、可靠可用于槽形范围的全过程加工。
此外,PVD耐磨涂层能够保证刀具长时间连续切削,具备良好的耐沟槽磨损性。
车削加工过程GC1115刀片是一款采用最新PVD涂层技术的新型刀片,其锋利而坚固的切削刃可获得非常低的切削力,从而保证获得严格公差的工件。
韧性与耐磨性之间的良好平衡使GC1115拥有宽广的应用范围,并且所具有的通用性也使其能够切削整个零件。
刀具具有更长的寿命,能够保持最小的表面公差,并降低了换刀和偏移量修正的要求。

山特维克(中国)有限公司是一家高科技材料工程集团公司,由遍布世界130个国家的300多个子公司组成,年营业额420多亿瑞典克朗,雇员34000名。
山特维克可乐满刀具公司是山特维克刀具公司子公司中较大的一个,山特维克可乐满刀具公司在开发、生产和销售利用烧结硬质合金、陶瓷及高硬度材料如:金刚石及立方碳化硼做金属切削用刀具及刀具系统领域处于世界领先地位。
山特维克可乐满刀具公司于1993年在中国建立销售网络机构,并在廊坊投资五千万克朗建立第一个生产基地,占地2-000平米,主要从事标准及非标准刀柄的生产。
1996年,山特维克可乐满在廊坊一期工厂的基础上追加投资一亿一千万克朗建成一家占地5000平料的中国地区最先进的硬质合金刀具生产厂,该厂采用了最先进的生产工艺、技术,并致力于环境保护及维护,廊坊生产厂已于1998年12月通过国际质量标准ISO9002认证,目前,山特维克可乐满刀具公司在廊坊的投资总额已超过三千万美元。
Sandvik Group is a high-technology material engineering company with more than 300 subsidiaries represented in 130 counties. The Group turns over SEK 42 billion a year and employs 34000 people worldwide.AB Sandvik Coromant, one of the larger being of Sandvik Tooling, is the international leader in development, production and marketing of tools using cemented-carbide, ceramics and extremely hard materials such as diamond and cubic boron nitride for metal-cutting applications.AB Sandvik Coromant has set up a nation-wide sales organization in China since 1993 and established a manufacturing unit in Langfang in the same year with the investment of 50 M SEK and 2000 m2, to produce standard and special tool holders. In 1996, AB Sandvik Coromant reinvested 110 M SEK on the basis of the first phase for an insert production unit, which contains 5000 m2. This plant is the most modern for production of cemented carbide inserts in China. It utilizes the latest technology available in the production process and, at the same time, meets the highest environmental requirements. Sandvik Langfang was certified according to ISO 9002 in December 1998. By now, Sandvik Coromant has invested more than 30 M USD in Langfang in total.卢卡斯伟利达廊重制动器有限公司是由廊坊市直属重工业国有资产经营有限公司与美国伟利达工业有限公司、英国卢卡斯公司三家合资在廊坊经济技术开发区建立的合资企业,主要生产汽车制动钳总成和盘式制动器总成,该厂已为红旗、奥迪、桑塔纳、金杯、捷达、金龙等多家汽车制造厂提供配套制动器,成为我国最大的汽车制动器生产商。
山特维克可乐满齿轮加工解决方案1齿轮加工的新挑战• 风电等行业的迅猛发展 • 高效齿轮加工的要求 • 缩短设备投资回收期 • 硬齿面加工需求 • 干切,保护环境减少成本 •…2山特维克可乐满齿轮铣削产品盘型铣刀滚齿刀– 用于外齿和内齿加工 – 粗铣和精铣 – 机夹可转位刀片– 用于外齿加工 – 粗铣和精铣 – 机夹可转位刀片 – 较盘型铣刀更高效涂层高速钢滚刀的对比 盘型铣刀 vs 涂层高速钢滚刀的对比一次走刀替代多次走刀 线速度 110~150 米/分 vs 30~50米/分 进给速度 0.2~0.9毫米/齿 vs 0.15~0.2毫米/齿 干切 vs 湿切3盘型铣刀M6~40侧刃刀片粗铣刀片 根部刀片4盘型精铣刀及刀片M6~22精铣刀片 外齿铣削精铣刀片 内齿铣削5双片盘型铣齿刀M6~406刀座结构的单片和双片盘型铣齿刀M6~407组合型滚齿刀M6~408装有拱形刀片的滚齿刀M169山特维克可乐满全齿形整体滚齿刀全齿型刀片10全齿型滚刀实际铣齿案例齿轮 D 854 mm, M7, z116 , ,涂层高速钢滚刀Vc=50 米/分, Fz = 0,21 毫米 齿 毫米/齿 分山特维克可乐满全齿形滚刀Vc =130 米/分, Fz=0,43 毫米 齿 毫米/齿 分生产率提高 : 51% 节省: 节省 7058 个机床工时 / 年11山特维克可乐满齿轮铣削刀片牌号GC1030 GC4240独特的多层TiAlN PVD涂层提高了耐磨性 刀片基体为适应广泛的应用范围而设计 涂层颜色便于观察刃口磨损顶层涂层的新处理减少了材料粘结的倾向 新MT-CVD涂层防止裂纹增长,获得更高刃口韧性 超细晶粒富钴基体以获得最佳的抗裂纹韧性 涂层颜色便于观察刃口磨损12国内客户实际试刀案例 1D419mm 齿圈加工 42CrMoA, HB300, M10, 有效齿数 z12, 油冷 齿圈加工, 油冷, V=131米/分, fz=0.2毫米 转, Vf=240毫米 分 毫米/转 毫米/分 米分 毫米 毫米 某公司牌号LC630T, 加工 3 件后 某公司牌号山特维克可乐满公司牌号GC1030, 加工 4 件后 山特维克可乐满公司牌号13国内客户实际试刀案例 2D419mm 齿圈加工 42CrMoA, HB300, M14, 有效齿数 齿圈加工, 有效齿数z10, 油冷 油冷, V=113米/分, fz=0.38毫米 转, Vf=330毫米 分 毫米/转 毫米/分 米分 毫米 毫米 某公司牌号WSM35, 粗铣及精铣各 1 件后 某公司牌号山特维克可乐满公司牌号GC1030, 粗铣 1 件及精铣 3 件后 山特维克可乐满公司牌号14齿轮硬车立方氮化硼刀片 CB7015 & CB7025机械式锁紧 (“常规焊接)焊接面远离高热区15低碳钢车削针对性刀片槽型-LC 和 -WL 针对性刀片槽型槽型 -WL刀片: 工序: 材料: 零件: vc: 440 m/min fn: 0.45 mm/r ap: 1.0 mm WNMG 080408-WL 外圆精加工 CMC 01.1 变速箱零件竞争对手刀片槽型试刀的结果: 试刀的结果 由于减少了切屑缠绕而提高了生产率。
今日制造与升级 │ 111 产品 应用 Application 机 床刀 具自动化台达:DXMC 嵌入式运动控制器山高:Threadmaster ™ 螺纹丝锥山特维克可乐满:GC4425和GC4415刀片材质DXMC(Delta extend Motion Controller)从运动控制关键零件持续整合到完整系统,提供高整合性运动控制解决方案。
目前包含有两个系列:独立式的-S 型运动控制器,以及显控一体式-P 型运动控制器。
其中-S 是高阶型号,作为性能担当,具有非常优秀的性能特点,可以实现高速高精的场合需求。
另外,在可用轴数上,同时提供32轴/16轴/8 轴3款机种。
DXMC-1S32型号可支持到32实体轴,64虚拟轴,在面对多轴数控制时候,更能轻松应对。
运动控制方面,支持多种类型的电子凸轮:三次曲线,五次曲线,双谐波曲线等。
而凸轮表在线修改,在线变更等功能,可实现不停机的动态改进,大幅提升运行效率。
此外还为多个行业配置了深度的专用函数库,包括:包装机,绕线机,上下料搬运山高刀具推出了适用于 ISO-S 材料的新型 Threadmaster ™ 螺纹丝锥,可在加工钛合金、镍合金和钛镍合金时延长刀具寿命,并实现出色的切屑控制。
新型I S O -S Threadmaster ™ 丝锥具有锋利的刃口,可获得较低的扭矩,而大后角可减少摩擦。
同时,较高的精度公差允许这些丝锥加工更多新一代钢件车削刀片材质GC4425和GC4415带来了全方位的性能提升。
采用第二代Inveio ®技术的涂层赋予其广泛的应用范围,建议用于连续和断续切削。
首选材质GC4425的抗磨损能力、抗热性能以及韧性都得到了提升,因此大幅扩展了应用范围。
当需要更高的耐热性时,材质GC4415可作为GC4425的补充。
它实现了稳定加工工况下的高切削速度和长切削时间。
另外,GC4425和GC4415的平均刀具寿命可延长25%。
等系统方案。
金属切削技术和可乐满刀具铣削原理铣削原理• 铣削运动的分类 • 可转位刀具与整体硬质合金立铣刀 • 顺铣和逆铣 • 铣削要素 • 平均铣屑厚度 • 铣削公式 铣削公式 • 铣削计算 铣削计算——圆刀片铣刀、球头刀、 圆刀片铣刀、 圆刀片铣刀 球头刀、 两种螺旋差补铣等2铣削原理 – 铣削工序的分类12345678910111213143基本铣削要素n = 转速, rpm(转每分钟,n/min)nvc = 线速度(米每分钟,m/min)Dc = 刀具直径(切削直径)(毫米,mm)vc n(m/min)(rpm)4基本铣削要素fz = 每齿进给量(mm/tooth)zn= 6 fzvf= 工作台进给(mm /min)zn = 有效齿数 fn = 每转进给 = ( fz x zc)nvf = fz x zn x n5基本铣削要素特殊的有效齿数6基本铣削要素ae = 径向切深 (mm) ap = 轴向切深 (mm)7CoroMill价值 价值是什么和为什么? 是什么和为什么?CoroMill概念是1994年引入的 正前角的轻载加工符合现代加工趋势 刀体由淬硬钢制造而成 改进的设计和加工技术 可选的齿数 适合不同应用的优化槽型 适合不同应用的刀片材质8CoroMill 价值可选的齿数选择不同次数的影响如下: 效率– Q = v f x ap x ae – vf = n x zn x fz疏齿 - L稳定性– 功率和扭矩消耗随齿数增加而增加 降低切削力 = 降低振动排屑– 齿数越密,排屑槽越小,那么排屑越困难。
密齿 - M超密齿 - H9CoroMill 价值可选的齿数疏齿 – L不等距疏齿 不稳定工况– 最低的切削力 – 功率消耗小 – 长悬深刀具密齿 – M中等齿数 稳定工况粗加工 ISO P,M 和 S材料易 排屑超密齿 – H 最多齿数均匀分布高效铣削时用低ae– 至少2齿接触满槽铣 长屑材料ISO K的粗和精加工 ISO S的粗加工,与圆刀 片配合10铣削原理–可转位刀具与整体硬质合金立铣刀铣削原理–顺铣逆铣工件切屑的成形铣削是周期性断续切削需要着重考虑3个关键点1.切入2.切圆弧3.切出切屑的成形1. 切入a e = D c –满槽铣–切屑厚度为零–先是摩擦,直到切屑逐渐变厚a e = 50% D c –切屑最厚–载荷最高,进给速度受限--+优化a e = 70% D c–最高金属去除率–a e 和f za e < 25% D c–使得切屑变薄,进给f z 更快切屑的成形2. 切圆弧a e = D c –满槽铣–圆弧最长-180˚–刀片受热最高–入刀时摩擦–选择CVD 化学涂层最能保护基体小切宽比a e/D c –圆弧短–短接触长度切削时热量较少,可以用更高的线速度v c –切屑很薄,可以用更高的进给速度–选择PVD 物理涂层,锋利的刃口能降低切削力切屑的成形3. 出刀出刀时切屑厚,会造成切削不稳定、刀片寿命下降 负载由压应力突然变为拉应力,切屑给刀片一个掰掉刃口的力铣削的黄金法则切削过程应确保刀片出刀时,切屑厚度最薄。
金属切削技术和可乐满刀具粗镗刀和精镗刀CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™镗刀系列CoroBore 825精镗孔CoroBore 820粗镗孔用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroBore™820粗加工镗削刀具新的高生产率镗削解决方案3个滑块CoroTurn107和T-Max P 刀片易于调整CoroPak03.2CoroBore™820镗削范围:35 -260 mm镗削深度: 4 x 刀柄直径孔公差:IT 9刀片:CoroTurn107T-Max P接口:可乐满CaptoHSK内冷却液:1200 m/min最大vcCoroPak03.2CoroBore ™820CoroTurn 107CoroTurn RC 滑块90°84°75°90°84°CoroPak 03.2CoroBore™820负前角刀片用的新滑块——高效率粗镗 镗削范围106-167 mmCoroTurn®RC刚性夹紧CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820粗调刻度用于径向调整的调整螺钉CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820CoroPak 03.2 -TRAINING Technical InformationCoroBore ™820高生产率镗削台阶镗削单刃镗削应使用90°滑块使用:3滑块1 刀垫组1接杆使用:3滑块1接杆使用:1滑块2盖1接杆CoroPak 03.2 -TRAINING Technical InformationCoroBore™820 v c= 1200 m/min时要求的力矩CoroPak 03.2 -TRAINING Selling FeaturesCoroBore ™820材料材料::GG 25 CMC 08.1Duobore CoroBore 820提高穿透率50%,并保持刀具寿命刀片数32v c m/分150150f n mm/转0,3750,25进给率v f mm/分7550刀具寿命分150150米6845CoroPak 03.2 -TRAINING Machining StrategiesCoroBore ™和Duobore ®一对高生产率粗镗刀具CoroBore ™820Duobore ®3切削刃2切削刃CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825精加工高精度镗刀适合高生产率镗削 用修光刃刀片容易调整CoroBore™825:精镗刀具系统适用于高精度的孔精加工CoroPak04:2稳定的精确度配有可乐满Capto®和HSK刀杆独特的小刀架CoroTurn®107 刀片第一选择备选Wiper刀片高精度的表面质量和高的生产效率CoroTurn®111刀片振动问题的解决者镗削小直径孔可转换刀夹:容易实现高精度尺寸调整直径微调的单位增量是0.01mm通过刀具切削液CoroBore ™825可获得高生产率和高精度表面质量的刀具系统CoroPak 04:2性能表面光洁度Ra < 1µm 公差等级IT6镗削直径范围从镗削直径范围从¢¢2323mm mm mm到到¢107107mm mm 三个三个CoroTurn CoroTurn 和111111刀片尺寸刀片尺寸刀片尺寸,,包括包括Wiper Wiper用CoroBore 820粗镗孔和用CoroBore 825精镗孔-相同的直径范围和刀具长度真正有效率的搭配CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825镗削直径: 23 -107 mm 镗削深度: 4 x 刀柄直径孔公差: IT 6粗糙度:< Ra 1 μm 刀片: CoroTurn ®107CoroTurn 111 接口:Coromant Capto ®HSK内冷却液Max. v c :1200 m/minCoroPak 04.2 -TRAINING Technical InformationCoroBore ™825转盘D c 0,01 mm 游标D c 0,002 mmCoroBore825与391.38A 精镗刀的比较镗削直径(mm) 23-107 25-103.5 镗削深度: 1.5-4xD5m 3.5xD5m 孔公差: IT6 IT6 直径调整间隙(mm): 0.002 0.01 切削液: 内冷内冷 刀片类型: TC,TP,wiper CC,TC,TP,wiper主偏角Kr(度): 9275,92,95CoroPak 04:2CoroBore825391.38ACoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825刀夹-3种尺寸 刀片TC..06, 09 & 11TP..06, 09 & 11主片角92°CoroPak 04.2 -TRAINING Technical InformationCoroBore™825椭圆形接口平面接触FtFrCoroBore™825精镗刀---反镗直径调节范围小于正常调节范围(避免刀体干涉)CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825TCGX 06T104L-WK 1025TCGX 090204L-WK 5015, 1025TCGX 110204L-WK5015, 1025TPMT 06T102-PF/MF/KF 5015, 1025, 3005TPMT 090204-PF/MF/KF 5015, 1025, 3005TPMT 110204-PF/MF/KF 5015, 1025, 3005CoroPak 04.2 -TRAINING Selling FeaturesCoroBore ™825D cMin MaxAdaptorCartridgeCoroPak 04.2 -TRAINING Cutting DataCoroBore ™825CoroBore825切削初始值推荐一般初始值Vc 不大于车削样本上外园车削推荐值的50%,Vc=180mm/minCoroPak 04:2CoroPak 04.2 -TRAINING Technical InformationCoroBore ™825CoroBore™825精镗刀CoroBore™825Dc 0,01 mmDc .0004”使用游标刻度盘Dc 0,002 mmDc .00008”CoroBore ™8250.05mm微调刻度每格微调刻度每格::CoroBore™82523.65mmCoroBore ™8250.01/5=0.002mm 微调刻度每格微调刻度每格::假设现在直径23.500mmCoroBore ™825现在读数为23.5+0.08+0.004=23.584mmCoroPak 04.2 -TRAINING Cutting Data 材料:SS1672材料: 中碳钢l, CMC 01.2 HB =180 -2001 Coromant U, dia 52mm v c = 200 m/minf n = 0,15 mm/rn = 1225 rpm v f = 184 mm/min2粗镗接柄:C6-R820C-AA3104A 刀夹:R820C-AR16SCFC09A 刀片:CCMT 09T308-PM 4025D c = 60,0 mm z = 3v c = 120 m/min f Z = 0,3 mm f n =0,9 mm/r a p = 4 mm n = 637 rpm v f= 573 mm/min 3 精镗接柄:C6-R825C-AAE097A 刀夹:R825C-AF23STUC1102A 刀片:TCGX110204L-WK 5015D c = 60,5 mm z = 1v c = 200 m/min f n =0,15 mm/r a p = 0,25 mm Ra= 0,8n = 1053rpm v f= 158 mm/min孔加工实例。