加工中心竞赛图纸
- 格式:ppt
- 大小:11.06 MB
- 文档页数:211
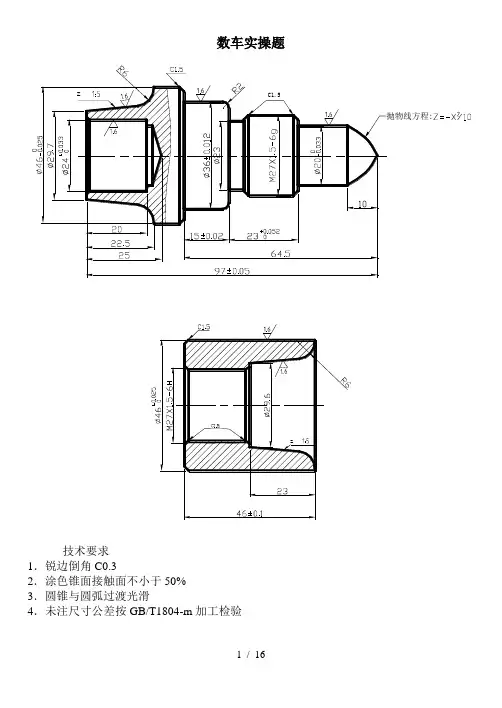
数车实操题
抛物线方程:
技术要求
1.锐边倒角C0.3
2.涂色锥面接触面不小于50%
3.圆锥与圆弧过渡光滑
4.未注尺寸公差按GB/T1804-m加工检验
技术要求:1.锐边去毛刺2.未注倒角C1
3.圆弧过渡光滑
4.未注尺寸公差按GB/T1804-m加工检验
(件1)
其余
(件2)
技术要求
1. 件1对件2锥体部分涂色检验,接触面积>60%
2. 外锐边及孔口锐边去毛刺
3. 不允许使用砂布抛光。
其余
(件3)
技术要求
1.件1对件2锥体部分涂色检验,接触面积>60%
2.外锐边及孔口锐边去毛刺
3.不允许使用砂布抛光。
(件1)
(件2)技术要求
1.件3与件1和件2端面间隙小于0.05mm
2.外锐边及孔口锐边去毛刺
3.锥面接触面积大于60%
其余
(件3)
技术要求
1.件3与件1和件2端面间隙小于0.05mm
2.外锐边及孔口锐边去毛刺
3.锥面接触面积大于60%
(件1)
其余(件2)
技术要求
1.外锐边及孔口锐边去毛刺2.锥面接触面积大于60%
(件1)
其余(件2)
其余
(件3)
技术要求
1.锐边去毛倒棱,未注倒角C1
2.件3圆弧与件2配作
3.件2锥面与件1配作
技术要求:
1.螺纹配合松紧适中。
2.涂色法检查接触精度,接触面积大于60%。
其余
技术要求
1.外锐边及孔口锐边去毛刺
2.不允许使用砂布抛光。
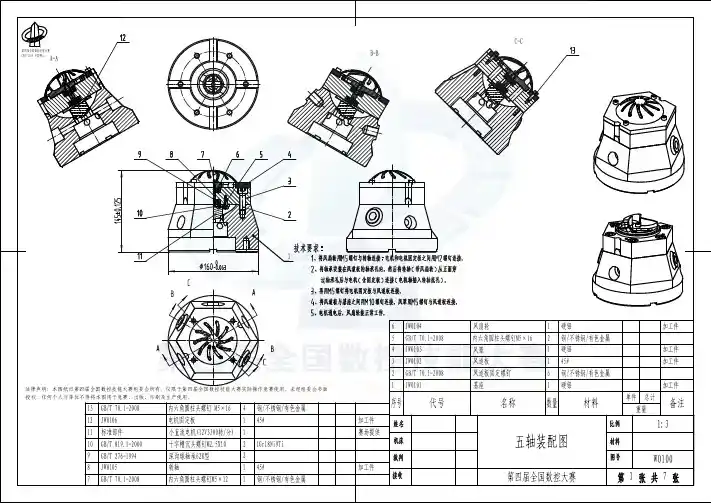
A-AB-BC-C1序号代号名称数量材料重量单件总计备注1JW0101基座1硬铝加工件2GB/T70.1-2008风道板固定螺钉6钢/不锈钢/有色金属3JW0102风道板145#加工件4JW0103风罩1硬铝加工件5GB/T70.1-2008内六角圆柱头螺钉M5×162钢/不锈钢/有色金属6JW0104风扇轮1硬铝加工件9GB/T276-1994深沟球轴承628型210GB/T819.1-2000十字槽沉头螺钉M2.5X1021Gr18Ni9Ti11标准部件小直流电机(12V3300转/分)1赛场提供12JW0106电机固定板145#加工件13GB/T70.1-2008内六角圆柱头螺钉M5×164钢/不锈钢/有色金属五轴装配图1:3第四届全国数控技能大赛CNCC'2010中国佛山法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
A-AB-BAABBCC向其余:3.2DD向旋转技术说明:未注倒角0.5X45°材料机床比例姓名基座硬铝1:2第四届全国数控技能大赛CNCC'2010中国佛山其余:3.2技术说明:未注倒角0.5X45°,棱边倒角0.2X45比例姓名1:1第四届全国数控技能大赛CNCC'2010中国佛山法律声明:本图纸归第四届全国数控技能大赛组委会所有,仅限于第四届全国数控技能大赛实际操作竞赛使用。
未经组委会书面授权,任何个人与单位不得将本图用于竞赛、出版、印刷及生产使用。
XYZOOXYZ其余:3.2曲线注:曲线B是曲线A沿Z轴正向投影到SR52-0.03-0.104表面的型示意图扇形槽中线三维数学模内视图)曲线A俯视图(在XY平面风罩硬铝1:1.5第四届全国数控技能大赛CNCC'2010中国佛山技术说明:1、叶片为三个,由初始叶片绕Z轴均布圆形阵列生成。
钳工技能大赛训练图纸 The manuscript was revised on the evening of 2021
“钳工加工工艺”一般操作流程
识读零件图
截取零件毛坯
选择加工基准
基准面加工
划线
锯割加工零件的外形
钻孔加工
各零件表面的粗加工(锉销加工)
各零件表面的精加工(锉销加工)
对照零件图纸及技术要求检验零件
任务一:斜块配
任务二:外开放斜块配一
任务三:外开放斜块配二
任务任务四:外开放斜块配三
任务五:外开放斜块配四
任务六:凸凹体配合件
注意:运用3mm的工艺孔加工。
任务七:V型块配合加工
技术要求及注意事项要求:
1.件2按件1配作,配合面清毛刺。
2.配合(翻转180度配合)间隙。
3.其余锐边倒圆。
4.参赛选手在开赛前5分钟内,检查好来料尺寸,比赛中不予调换。
5.时间小时;请参赛选手,安排好工艺,赛出水平。