发动机及关键零部件制造技术
- 格式:pptx
- 大小:106.83 MB
- 文档页数:293
一、30项关键共性技术:根据浙江各主要行业的技术水平及其在我省经济社会发展中的地位,结合当代科学技术发展的发展趋势,围绕重点产业技术创新重点,突破30项关键共性技术,提升自主创新能力,实现产业升级。
具体的产业或行业技术创新重点和关键共性技术如下。
(一)电子信息产业技术创新重点开发以系统级芯片为重点的专用集成电路;开发嵌入式软件、软件中间件、信息化支撑软件、信息安全及行业应用软件;开发以新一代移动通信系统、下一代网络、光通信产品、宽带接入设备、智能网系统为代表的网络及通信产品;开发高清晰度数字电视、音视频监控产品、流媒体应用技术产品及数字摄录放产品;开发光电子器件、片式元器件、频率器件等新型电子元器件及应用电子产品。
关键共性技术:计算机及软件开发应用技术;通信与网络技术;应用电子技术;新型电子元器件技术。
(二)医药工业技术创新重点开发定向合成、手性合成、生物工程等新型药物,开发药物的质控技术;开发中药提取、浓缩、杂质控制等新技术;开发仿制药物的工艺创新、晶型创新和剂型创新的新技术;开发基因工程药物、生化诊断试剂和生物疫苗,开发针对神经系统、肿瘤、心血管系统、艾滋病、慢性乙肝及免疫缺陷等重大疾病的多肽、蛋白质和核酸类生物技术产品;开发一批生物工程原料药;开发新型药用辅料和医疗器械。
关键共性技术:生物工程技术;手性合成技术;新型辅料的开发生产应用技术。
(三)新材料产业技术创新重点开发高档磁性材料、半导体材料、压电晶体材料、电子陶瓷材料、微纳电子材料、信息传输线等电子信息新材料,工程塑料,纳米材料和其它特种新材料;在我省具有竞争优势的磁性材料、合金材料、包装材料、氟(硅)等化工材料等领域里取得技术上的实质性突破,掌握一批拥有自主知识产权的核心技术。
关键共性技术:纳米材料的应用技术。
(四)化学工业技术创新重点开发氟精细化学品、高端氟聚合物,有机硅单体、硅油、硅橡胶、硅烷偶联剂;开发高效低毒、安全的化学和生物农药新品种以及农药新剂型;开发高效催化剂,各类新型助剂,高档颜料、染料、涂料和农药、医药中间体;开发电子化学品、食品添加剂、饲料添加剂、造纸化学品、生物化学品、粘合剂等新领域精细化工产品。

1、航空发动机关键材料技术的发展现状与趋势航空发动机是在高温、高压、高速旋转的恶劣环境条件下长期可靠工作的复杂热力机械,在各类武器装备中,航空发动机对材料和制造技术的依存度最为突出,航空发动机高转速、高温的苛刻使用条件和长寿命、高可靠性的工作要求,把对材料和制造技术的要求逼到了极限。
材料和工艺技术的发展促进了发动机更新换代,如:第一、二代发动机的主要结构件均为金属材料,第三代发动机开始应用复合材料及先进的工艺技术,第四代发动机广泛应用复合材料及先进的工艺技术,充分体现了一代新材料、一代新型发动机的特点。
在航空发动机研制过程中,设计是主导,材料是基础,制造是保障,试验是关键。
从总体上看,航空发动机部件正向着高温、高压比、高可靠性发展,航空发动机结构向着轻量化、整体化、复合化的方向发展,发动机性能的改进一半靠材料。
据预测,新材料、新工艺和新结构对推重比12~15一级发动机的贡献率将达到50%以上,从未来发展来看,甚至可占约2/3。
因此,先进的材料和制造技术保证了新材料构件及新型结构的实现,使发动机质量不断减轻,发动机的效率、使用寿命、稳定性和可靠性不断提高,可以说没有先进的材料和制造技术就没有更先进的航空发动机。
正是由于不断提高的航空发动机性能对发动机材料与制造技术提出了更高的要求,各航空发达国家都投入了大量人力、物力和财力,对航空发动机用的材料与制造技术进行全面、深入的研究,取得了丰硕的成果,满足了先进发动机的技术要求。
从国外航空发动机材料与制造技术的发展情况来看,加强材料与制造技术工程化研究是缩短发动机研制周期、减少应用风险、增加研制投入产出比最有效的途径之一。
因此从20世纪70年代至今,航空发达国家安排了一系列的发动机材料和制造技术工程化研究计划,规划了整个材料和制造技术领域的发展方向,为各种先进军、民用发动机提供了坚实的技术基础。
如美国综合高性能发动机技术(IHPTET)计划、下一代制造技术计划(NG-MTI),美国空军复合材料经济可承受性计划(CAI)等(见表1)。
先进航空发动机关键制造技术研究摘要:航空发动机是飞机的核心部分。
在21世纪,航空发动机的设计和制造技术体现出了国家的科技发展水平,随着科学技术的不断发展,国家对航空领域的重视程度越来越高,所以通过对我国现有的发动机制造水平进行研究,能够对先进的航空发动机制造技术进行分析,研究出先进的发动机制造技术,促进我国航空领域的不断发展。
关键词:航空发动机;关键技术;制造研究引言:航空发动机技术具有高技术、高投入、高风险的特性,一般来说,单台发动机的研发时间一般在十年到二十年左右,所耗费的资金大约是10亿到20亿。
从这些数据就能够看出航空发动机的重要性和难度。
我国的航空发动机技术的发展与先进国家相比,仍然存在着很大的距离,因此,要想令我国的发动机技术水平得到提升,就需要投入大量的经费去进行技术方面的研究,只有这样才能够令先进航空发动机关键制造技术得到更好的发展。
一、我国航空发动机的发展我国航空发动机经历了一个非常漫长的过程,航空发动机的作用就是为飞机提供推动力,在所有航空器进行工作的过程当中,航空发动机都是一个非常核心的部位,自从飞机研发成功之后,飞机的发动机也得到了飞速的发展,我国的航空业逐渐形成了各种各样、多种类、大范围的特点。
从我国航空发动机的发展历程来看,发动机经历了两个时期,一个是活塞发动机时期,另外一个是燃气涡轮发动机时期,从活塞发动机时期到燃气涡轮发动机十期,可以看出航空领域发生了质的飞跃。
我国进行航空发动机的研制工作是在新中国成立之后,新中国刚刚成立的时候,我国的科学技术水平简直就是一张白纸,从最初的模仿、改造到现在可以独立研发出高水平的航空发动机,我国的科技人员经历了一个非常漫长且坎坷的过程。
我国是世界上最大的发展中国家,航空发动机的事业直接体现出一个国家的国力标准和经济发展程度,如果一个国家没有先进的航空发动机事业,那么这个国家的航空事业便不会有大的成就,航空工业也不会得到迅速的发展。
二、航空发动机的制造工艺特点航空发动机的制造工艺特点主要有以下几个方面,分别是材料难加工,切除率大、形状与结构复杂、加工精度高。
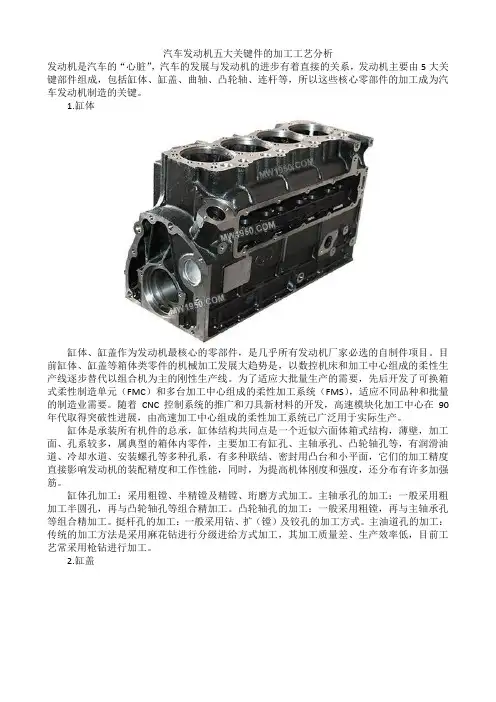
汽车发动机五大关键件的加工工艺分析发动机是汽车的“心脏”,汽车的发展与发动机的进步有着直接的关系,发动机主要由5大关键部件组成,包括缸体、缸盖、曲轴、凸轮轴、连杆等,所以这些核心零部件的加工成为汽车发动机制造的关键。
1.缸体缸体、缸盖作为发动机最核心的零部件,是几乎所有发动机厂家必选的自制件项目。
目前缸体、缸盖等箱体类零件的机械加工发展大趋势是,以数控机床和加工中心组成的柔性生产线逐步替代以组合机为主的刚性生产线。
为了适应大批量生产的需要,先后开发了可换箱式柔性制造单元(FMC)和多台加工中心组成的柔性加工系统(FMS),适应不同品种和批量的制造业需要。
随着CNC控制系统的推广和刀具新材料的开发,高速模块化加工中心在90年代取得突破性进展,由高速加工中心组成的柔性加工系统已广泛用于实际生产。
缸体是承装所有机件的总承,缸体结构共同点是一个近似六面体箱式结构,薄壁,加工面、孔系较多,属典型的箱体内零件,主要加工有缸孔、主轴承孔、凸轮轴孔等,有润滑油道、冷却水道、安装螺孔等多种孔系,有多种联结、密封用凸台和小平面,它们的加工精度直接影响发动机的装配精度和工作性能,同时,为提高机体刚度和强度,还分布有许多加强筋。
缸体孔加工:采用粗镗、半精镗及精镗、珩磨方式加工。
主轴承孔的加工:一般采用粗加工半圆孔,再与凸轮轴孔等组合精加工。
凸轮轴孔的加工:一般采用粗镗,再与主轴承孔等组合精加工。
挺杆孔的加工:一般采用钻、扩(镗)及铰孔的加工方式。
主油道孔的加工:传统的加工方法是采用麻花钻进行分级进给方式加工,其加工质量差、生产效率低,目前工艺常采用枪钻进行加工。
2.缸盖缸盖形状一般为六面体,系多孔薄壁件,其上有气门座孔、气门导管孔、各种光孔及螺纹孔、凸轮轴孔等。
汽油机缸盖有火花塞孔,柴油机缸盖有喷油器孔。
根据缸盖在一台发动机上的数量可分为整体式缸盖和分体式缸盖等。
只覆盖一个气缸的称为单体气缸盖,覆盖两个以上气缸的称为块状气缸盖(通常为两缸一盖,三缸一盖),覆盖全部气缸的称为整体气缸盖(通常为四缸一盖,六缸一盖)缸盖的平面加工一般采用机夹密齿铣刀进行铣削加工,孔系一般采用摇臂钻床、组合机、加工中心等设别进行钻、扩、铰方式加工;导管及阀座采用冷冻或常温压装方式进行压装,常温压装过程中一般采用位移-压力控制法对装配过程进行控制。
一、先进装备制造产业1、现代工程机械技术(1)机电液光讯一体化与智能化技术;(2)制备技术的敏捷化、绿色化、智能化;(3)电液传动技术与系统;(4)工程机械装备智能控制技术;(5)微细加工、光刻模型技术;2、轨道交通装备技术(1)大功率电力机车系统集成技术;(2)城轨车辆系统集成技术;(3)重载货运机车转向架技术;(4)城轨车辆及重载高速机车异步牵引电动机制造技术;(5)大功率交流传动电力机车、地铁和城际轨道车辆、250-350Km/h 高速动车组、牵引变流系统、车辆信号系统、车辆制动机等成套系统制造技术;3、新能源汽车技术(1)混合动力驱动技术,纯电动驱动技术;(2)电动车专用的各种传感器和电子元件技术;(3)电池(组)管理系统集成技术;(4)大功率伺服电动机设计制造技术;4、输变电装备(1)特高压交直流输变电设备技术;(2)特高压交直流输变电监控技术;(3)区域电网柔性交流输电技术;(3)高温超导输电设备制造技术;(4)500-1000Kv交流电力变压器、电抗器、高压电瓷,220-800Kv 直流变压器技术;(5)大容量智能型变压器、数字式光电电子式互感器、智能型高低压成套电器装置、特高压新型电力电缆、智能化储能装置等重大关键设备装置制造技术;5、通用飞机总体设计、关键制造及总装集成技术(1)中小型航空发动机高性能、高可靠性、低成本设计与验证技术;(2)中小型航空发动机控制系统设计技术;(3)航空机械动力传输(涡轴/涡桨发动机体内减速器、直升机减速传动系统等)领域新型传动形式相关技术;(4)航空发动机高速转子动力特性、振动特性及其检测和诊断技术;(5)大型飞机起飞着陆系统结构选型、载荷仿真和可靠性、耐久性设计与验证技术;(6)飞机起落架电液操纵与主动控制技术;(7)通用飞机整机制造与试飞验证技术;(8)通用飞机及动力系统适航取证技术;(9)新一代飞机、发动机维修技术;(10)先进航空材料应用技术与复杂关键件、典型附件(轴承、齿轮、密封元件等)制造加工技术;6、近空间飞行器和卫星装备及应用(1)高精度惯性导航技术;(2)新型导引头技术及其制导技术;(3)大中型飞艇制造及系统建模技术;(4)浮空器平台稳定性技术;(5)无人飞艇自主飞行控制技术;(6)平流层飞艇高效电力推进技术;(7)飞艇伺服控制技术;(8)移动卫星通信及无线高速数据链传输技术;(9)北斗卫星导航、定位及授时终端产品设计制造技术;7、其他(1)高速高精度双端面数控磨床、高档数控铣复合加工中心、大直径数控磨齿机、高精度数控曲轴凸轮轴磨床等高档数控机床制造技术;(2)220t及以上电动轮自卸车、机电一体化斗轮堆取料机、22m3及以上电动挖掘机(电铲)、宽幅自动皮带输送成套设备等大型矿山综采设备制造技术;(3)80-200马力新型拖拉机、纵向轴流全喂入联合收割机、新型履带自走式旋转耕机等现代农业装备制造技术;(4)豪华游艇、新型复合材料大型游艇、大型海上桩基设备、大型海上吊装设备、海上钻探系统、航道疏浚挖泥船等高技术船舶及海洋工程装备制造技术;(5)工程机械专用液压元器件(泵、阀、马达)、大型风电专用轴承、IGBT大功率变频器等高端功能性基础件制造技术。
航空发动机零部件的轻量化与低成本制造全文共四篇示例,供读者参考第一篇示例:航空发动机作为飞机的心脏,对于飞行安全和效率起着至关重要的作用。
而发动机的零部件轻量化和低成本制造则是当前航空工业研究的热点之一。
随着航空业的快速发展和市场的竞争加剧,航空公司和飞机制造商越来越注重提高飞机的燃油效率和减少运营成本,因此需要不断创新发动机设计和制造技术,实现零部件的轻量化和低成本制造。
轻量化是航空发动机设计的重要趋势之一。
轻量化可以减少飞机的整体重量,提高飞机的燃油效率,降低对环境的影响。
发动机的零部件轻量化首先涉及材料的选择和设计优化。
与传统的金属材料相比,航空发动机零部件采用高强度、高刚度的复合材料或陶瓷材料,可以实现更轻量化的设计。
复合材料具有重量轻、强度高、抗腐蚀性好等优点,逐渐成为航空发动机零部件的首选材料。
发动机的设计也要进行优化,减少不必要的结构和部件,提高零部件的整体性能,进一步降低重量。
除了材料选择和设计优化,制造技术也是实现发动机零部件轻量化的重要手段。
传统的制造工艺如锻造、铸造、铣削等存在一定的局限性,尤其对于复合材料等新型材料的加工较为困难。
航空发动机零部件制造技术也在不断创新和进步。
先进的制造技术如增材制造(3D打印)、复合材料成型等技术被广泛应用于航空发动机零部件制造中,可以实现复杂结构的快速制造,减少材料浪费,提高生产效率。
增材制造技术可以将材料按照设计要求逐层堆积,制造出具有高度复杂结构的部件,使得发动机零部件的制造更加灵活和高效。
低成本制造也是航空发动机零部件制造的重要目标之一。
航空工业的发展离不开成本控制,高昂的制造成本会直接影响飞机的售价和市场竞争力。
如何降低航空发动机零部件的制造成本成为航空工业面临的一个重要挑战。
在不影响零部件性能和质量的前提下,采用更节约成本的材料和工艺,优化生产流程,提高生产效率,降低材料浪费等方法都可以有效降低航空发动机零部件的制造成本。
为实现航空发动机零部件的轻量化和低成本制造,航空工业需要不断创新和改进。
航空发动机关键部件结构及制造工艺的发展随着现代航空技术的不断发展,航空发动机作为航空飞行的动力源,其质量和可靠性十分重要。
航空发动机关键部件是决定发动机性能和寿命的关键因素,因此,这些部件的结构和制造工艺的发展是航空工业发展的重要方向。
一、涡轮叶片涡轮叶片是航空发动机中最关键的部件之一,也是制造过程中最复杂和难度最大的部件之一。
涡轮叶片是直接与高温高压燃气流接触的部件,因此需要具备很高的耐热性、耐疲劳性和耐腐蚀性。
同时,涡轮叶片的表面需要具备良好的光滑度和精度,以提高发动机的效率。
涡轮叶片的结构和制造工艺的发展主要包括以下几个方面:1. 材料的改进。
传统涡轮叶片主要采用单晶高温合金,但由于其成本较高,稳定性较差,近年来逐渐被新型双晶高温合金所代替。
双晶高温合金具有更好的抗裂纹扩展性和更高的持久寿命。
2. 制造工艺的改善。
传统涡轮叶片的制造需要多道工序,包括粉末冶金、热加工、热处理、机加工等,制造周期长、成本高。
近年来,基于增材制造技术的3D打印技术已经开始应用于涡轮叶片的制造,大大缩短了制造周期和降低了成本。
3. 涂层技术的应用。
涡轮叶片表面需要涂层来保护其表面光洁度和韧性。
现代涂层技术已经实现了表面均匀性和耐腐蚀性的同时,还能够提高叶片的热传导性和减少表面氧化,提高了叶片的使用寿命和性能。
二、轴承和齿轮航空发动机中的轴承和齿轮是发动机能否正常工作的关键部件。
轴承和齿轮的制造工艺的发展同样具有重要的意义。
1. 材料的改进。
轴承和齿轮的材料需要具备优异的机械性能和耐疲劳性能。
现代材料技术不断推陈出新,不断开发出具备更高性能的新型材料,如钛合金、高强度钢等。
2. 表面处理技术的发展。
轴承和齿轮的滚动表面需要具备优异的光洁度和精度,以实现更低的摩擦和更高的效率。
现代表面处理技术,如电火花加工、化学蚀刻等,可以大大提高轴承和齿轮的表面光洁度和精度。
三、燃烧室航空发动机中的燃烧室是将燃料和空气混合后爆炸燃烧产生动力的部件,是保持发动机高效能和低排放的关键部件。
航空发动机零部件精密制造技术作者:贾丽郝军涛杜改梅来源:《科技创新与应用》2018年第30期摘要:航空发动机关键零部件的精密制造技术一直是我国高性能航空发动机研制的瓶颈。
文章深入分析了航空发动机关键零部件的典型制造技术,对精密制坯、高效切削、抗疲劳制造、特种加工以及复合材料构件加工技术进行了总结,并给出了其发展方向。
关键词:航空发动机;精密制坯;高效切削;抗疲劳制造中图分类号:V262.3 文献标志码:A 文章编号:2095-2945(2018)30-0157-04Abstract: The precision manufacturing technology of the key components of aero-engine has been the bottleneck of the development of high-performance aero-engine in our country. This paper analyzes the typical manufacturing technology of the key components of aero-engine, summarizes the technologies of precision billet making, high-efficiency cutting, anti-fatigue manufacturing,special machining and processing of composite components, and gives the development direction of these technologies.Keywords: aero-engine; precision blanking; high efficiency cutting; anti-fatigue manufacturing航空制造集聚了大量的高新制造技术,其制造过程对制造设备、工艺、执业人员素质等要求极高;航空发动机被誉为飞机的“心脏”,是研发制造难度最大最顶级的现代工业造物,其制造技术的进步对航空制造乃至整个制造业的发展起着决定性的作用。
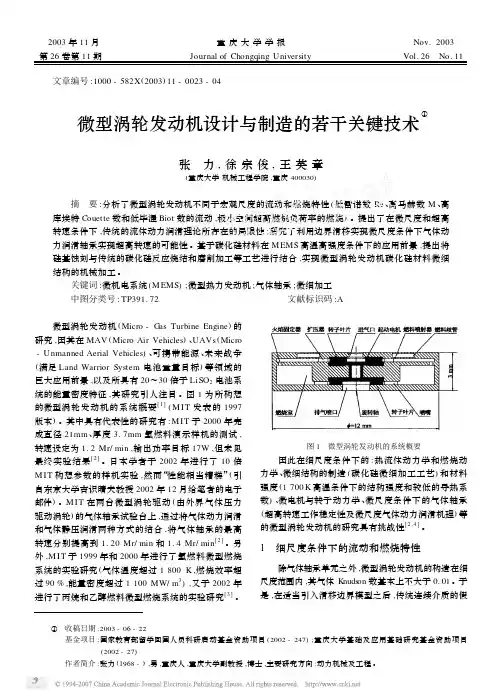
2003年11月重庆大学学报Nov.2003 第26卷第11期Journal of Chongqing UniversityVol.26 No.11 文章编号:1000-582X (2003)11-0023-04微型涡轮发动机设计与制造的若干关键技术①张 力,徐宗俊,王英章(重庆大学机械工程学院,重庆400030)摘 要:分析了微型涡轮发动机不同于宏观尺度的流动和燃烧特性(低雷诺数Re 、高马赫数M 、高库埃特Couette 数和低毕渥Biot 数的流动,极小空间超高燃烧负荷率的燃烧)。
提出了在微尺度和超高转速条件下,传统的流体动力润滑理论所存在的局限性;研究了利用边界滑移实现微尺度条件下气体动力润滑轴承实现超高转速的可能性。
基于碳化硅材料在M EMS 高温高强度条件下的应用前景,提出将硅基蚀刻与传统的碳化硅反应烧结和磨削加工等工艺进行结合,实现微型涡轮发动机碳化硅材料微细结构的机械加工。
关键词:微机电系统(M EMS );微型热力发动机;气体轴承;微细加工中图分类号:TP391.72文献标识码:A 微型涡轮发动机(Micro -G as Turbine Engine )的研究,因其在MAV (Micro Air Vehicles )、UAVs (Micro -Unmanned Aerial Vehicles )、可携带能源、未来战争(满足Land Warrior System 电池重量目标)等领域的巨大应用前景,以及所具有20~30倍于LiSO 2电池系统的能量密度特征,其研究引人注目。
图1为所构想的微型涡轮发动机的系统概要[1](M IT 发表的1997版本)。
其中具有代表性的研究有:M IT 于2000年完成直径21mm 、厚度3.7mm 氢燃料演示样机的测试,转速设定为1.2Mr/min ,输出功率目标17W ,但未见最终实验结果[2]。
日本学者于2002年进行了10倍M IT 构想参数的样机实验,然而“性能相当糟糕”(引自东京大学吉识晴夫教授2002年12月给笔者的电子邮件)。
发动机制造工艺及流程
1. 零部件生产:发动机的零部件主要包括活塞、气缸、连杆、曲轴、缸体、缸盖、气门等。
这些零部件需要根据设计要求进行加工和制造,其中常用的加工方法包括铸造、锻造、机械加工、热处理等。
2. 零部件装配:经过加工制造的零部件需要进行装配,包括将活塞装配到气缸内、连杆连接曲轴、缸体与缸盖的连接和气门的安装等。
同时,还需要进行润滑油涂抹、密封垫安装等。
3. 测试和调试:装配完成的发动机需要进行测试和调试,以确保其性能符合设计要求。
测试内容主要包括燃料消耗测试、排放测试、功率输出测试、噪音测试等。
如果存在问题,需要进行调试和修复。
4. 整机装配:经过测试和调试后,将发动机与其他配件进行整机装配,包括冷却系统、进气系统、排气系统等。
这个过程需要安装和连接各种管道、传动装置等。
5. 动力系统调试和测试:整机装配完成后,需要进行动力系统的调试和测试,包括点火系统、燃油供给系统、冷却系统等的测试和调整,以确保整个动力系统正常工作。
6. 成品检验和质量控制:最后对整个发动机进行成品检验,包括外观检查、尺寸测量、功能测试等,以确保质量符合要求。
同时,还需要建立质量控制体系,对生产过程进行控制和管理。
以上是一般的发动机制造工艺和流程,不同类型的发动机可能会有所差异。
此外,随着技术的不断进步,一些新的制造工艺和流程也在逐渐应用于发动机制造中,以提高生产效率和产品质量。
航空发动机零部件的轻量化与低成本制造全文共四篇示例,供读者参考第一篇示例:随着航空业的迅速发展,航空发动机作为飞机的心脏,具有至关重要的作用。
而发动机的性能直接影响飞机的飞行效率和安全性。
为了提高飞机的性能和降低成本,航空发动机的轻量化和低成本制造成为了产业发展的重要方向。
一、轻量化设计的重要性1. 提高飞机性能:航空发动机的轻量化可以减小飞机的整体重量,从而减少燃料消耗和提高飞机的续航能力,提高飞机的性能。
2. 降低空气阻力:发动机的轻量化设计可以减小发动机的体积和空气阻力,提高飞机的速度和飞行效率。
3. 减少磨损和维护成本:轻量化设计可以减少部件之间的磨损,延长零部件寿命,减少维护成本。
二、轻量化设计的方法1. 采用先进的材料:如碳纤维复合材料、铝合金等材料具有良好的强度和轻量化特性,可以用于减少发动机零部件的重量。
2. 结构优化设计:采用有限元分析等先进技术,对零部件的结构进行优化设计,减少冗余部分,提高零部件的强度和轻量化。
3. 使用先进的制造工艺:采用先进的加工技术如激光切割、3D打印等制造工艺,可以实现零部件的精确加工和减少材料浪费,同时实现零部件的轻量化。
三、低成本制造的重要性1. 降低生产成本:低成本制造可以减少材料和人力成本,降低发动机的生产成本,提高产品竞争力。
2. 提高产能效率:低成本制造可以提高生产效率,缩短生产周期,提高产量,满足市场需求。
3. 降低维修成本:低成本制造可以提高零部件的质量和寿命,减少日常维修和更换的成本。
四、低成本制造的方法1. 自动化生产线:采用自动化生产线可以提高生产效率,减少人力成本。
2. 精益生产:采用精益生产理念,优化生产流程,降低浪费,提高生产效率。
3. 合理采购:采用合理的采购策略,降低采购成本,提高成本效益。
五、结语航空发动机的轻量化和低成本制造是航空产业发展的必然趋势。
通过采用先进的材料和制造工艺,优化设计和精益生产,可以实现发动机零部件的轻量化设计和低成本制造,提高飞机的性能和降低飞机的运营成本,推动航空产业的健康发展。
中国机械工程技术路线图由中国机械工程学会组织、包括19位院士在内的100多位专家编著、中国科学技术出版社出版的《中国机械工程技术路线图》一书日前在北京首发。
经过一年多的研究和编写,专家们提出了到2030年机械工程技术发展的五大趋势和八大技术。
这五大趋势是绿色、智能、超常、融合、服务。
中国机械工程学会秘书长张彦敏说,这10个字不仅着眼于中国机械工程技术的实际,也体现了世界机械工程技术发展的大趋势。
“复杂系统的创意、建模、优化设计技术,零件精确成型技术,大型结构件成型技术,高速精密加工技术,微纳器件与系统(MENS),智能制造装备,智能化集成化传动技术,数字化工厂”是影响我国制造业发展的八大机械工程技术问题。
八大技术问题是从机械工程11个领域凝练出来的,即产品设计、成型制造、智能制造、精密与微纳制造、仿生制造、再制造、流体传动与控制、齿轮、轴承、刀具、模具。
专家指出,这些技术的突破将提升我国重大装备发展的基础、关键、核心技术创新和重大集成创新能力,提升我国制造业的国际竞争力。
工程机械十二五重点解决零部件落后问题2011年,我国工程机械行业销售总收入突破5000亿元,位居世界首位,同比增长17%。
此外,中国生产的工程机械满足了国内近九成的市场需求。
我国工程机械行业虽然发展迅速,但却有着无法言说的隐痛:由于关键零部件长期依赖进口,70%的利润都被外资企业拿走了。
日前,全国两会代表、全国政协委员龙国键(中联重科监事会原主席、长沙建设机械研究院原副院长)指出,中国工程机械行业零部件制造技术落后难题需政府、主机厂和配套件企业三方合力解决。
零部件依赖进口大部分利润拱手让于外商目前,我国工程机械行业绝大部分关键零部件都需要从国外进口,这导致国内工程机械整机生产企业生产成本高,缺乏国际竞争力,特别是挖掘机产品,零部件进口价格昂贵,70%的利润都被外资企业“吃”掉了。
零部件成为中国工程机械生产企业前进路上的拦路虎。
据湖南省机械工业协会统计,该省规模以上工程机械企业生产的主机产品中,零部件成本约占制造成本的40%。
先进航空发动机关键制造技术发展现状与趋势一、轻量化、整体化新型冷却结构件制造技术1 整体叶盘制造技术整体叶盘是新一代航空发动机实现结构创新与技术跨越的关键部件,通过将传统结构的叶片和轮盘设计成整体结构,省去传统连接方式采用的榫头、榫槽和锁紧装置,结构重量减轻、零件数减少,避免了榫头的气流损失,使发动机整体结构大为简化,推重比和可靠性明显提高。
在第四代战斗机的动力装置推重比10发动机F119和EJ200上,风扇、压气机和涡轮采用整体叶盘结构,使发动机重量减轻20%~30%,效率提高5%~10%,零件数量减少50% 以上。
目前,整体叶盘的制造方法主要有:电子束焊接法;扩散连接法;线性摩擦焊接法;五坐标数控铣削加工或电解加工法;锻接法;热等静压法等。
在未来推重比15~20 的高性能发动机上,如欧洲未来推重比15~20的发动机和美国的IHPTET 计划中的推重比20的发动机,将采用效果更好的SiC陶瓷基复合材料或抗氧化的C/C复合材料制造整体涡轮叶盘。
2 整体叶环(无盘转子)制造技术如果将整体叶盘中的轮盘部分去掉,就成为整体叶环,零件的重量将进一步降低。
在推重比15~20 高性能发动机上的压气机拟采用整体叶环,由于采用密度较小的复合材料制造,叶片减轻,可以直接固定在承力环上,从而取消了轮盘,使结构质量减轻70%。
目前正在研制的整体叶环是用连续单根碳化硅长纤维增强的钛基复合材料制造的。
推重比15~20 高性能发动机,如美国XTX16/1A变循环发动机的核心机第3、4级压气机为整体叶环转子结构。
该整体叶环转子及其间的隔环采用TiMC金属基复合材料制造。
英、法、德研制了TiMMC叶环,用于改进EJ200的3级风扇、高压压气机和涡轮。
3大小叶片转子制造技术大小叶片转子技术是整体叶盘的特例,即在整体叶盘全弦长叶片通道后部中间增加一组分流小叶片,此分流小叶片具有大大提高轴流压气机叶片级增压比和减少气流引起的振动等特点,是使轴流压气机级增压比达到3 或3 以上的有发展潜力的技术。
新型发动机零部件设计制造技术解析0 引言在设计发动机的零部件过程中,要加强新型设计手段的应用,旨在对现有整个设计流程进行优化,结合发动机所处的运行状态,以此来实现设计模式的优化和改进。
所以,新型技术,对设计零部件和制造零部件的整个流程产生了极大的影响,对于不同类型的零部件来说,要采取适宜的差异性设计模式和制造技术。
要想避免消耗较多的成本,技术人员要对零部件制造给予高度重视,并不断优化零部件设计的相关工艺,将成本耗费保持在合理范围内,并确保发动机运行效能的稳步提升。
1 改进零部件设计的重要性在传统设计模式的影响下,发动机中的某些零部件很难将运行性能体现出来。
所以要不断优化传统设计流程,贯彻落实好因地制宜原则,设计全新的设计模式,确保与发动机自身需求相符合。
加强全新设计手段的应用,将发动机设计成本保持在合理范围内,并将零部件的效能性体现出来。
所以,要对现有的设计模式进行优化,将零部件的使用年限提升上来。
现阶段,诸多设计人员提高了对优化设计模式的高度重视,实现全新的设计流程的融合。
在具体改进设计过程中,要加强全新的设计模式的运用,给予发动机零部件精准性和稳定性一定的保障[1]。
同时,在优化设计技术过程中,也要替换好原有的加工链。
基于此,可以不断提高集成零部件的精准性,确保集成运行效益的稳步提升。
2 完善零部件的制造技术2.1 加强冷喷涂技术的应用基于本质角度,冷喷涂技术,与零部件外侧的涂层制造有着一定的联系,其实现了全新制造工艺的顺利构建。
对于冷喷涂来说,其强度和粘附性比较强,而且也可以避免出现较多的孔隙。
此外,冷喷涂自身的热应力较低,而且喷涂时间比较短。
在较低热应力的影响下,喷涂粒子流可以对其中的压应力进行降低,所以在厚度较大的零部件涂层制造中具有较高的适用性。
在实际加工过程中,要加强拉瓦尔喷嘴的应用,为迅速通过压缩后的喷涂材料提供一定的便利性。
在涉及到粉末喷涂的情况下,要加强轴向喷涂方式的应用。
由于外界对其施加的动能影响,对于没有融化力度不足的粉末颗粒,会与零件表面迅速结合在一起,确保喷涂操作的顺利完成。
航空发动机关键装配技术综述与展望发布时间:2022-11-15T09:23:27.194Z 来源:《工程建设标准化》2022年第7月第13期作者:黄杰[导读] 发动机设备被广泛应用在各种机械工程中,有关部门对发动机装配技术要求十分严格。
黄杰AMECO西南航线中心四川省成都市 610000摘要:发动机设备被广泛应用在各种机械工程中,有关部门对发动机装配技术要求十分严格。
航空发动机是典型的高复杂度、高精密性、高集成度机械系统,其高性能、高安全性、高寿命需求以及日益增长的批量化生产需求对生产质量和效率提出了很高要求。
航空发动机装配技术是解决上述问题的核心技术,相关研究得到国内外科研机构及相关企业越来越多的关注。
在总结航空发动机典型装配工艺与技术体系的基础上,详细论述了航空发动机尺寸和质量估算方法及特点、自动化装配工艺装备等主要研究方向,并对未来航空发动机装配精密化、数字化、智能化的发展趋势进行了阐述。
关键词:航空;发动机;装配技术;展望引言航空发动机是极为复杂、涉及多学科、集成诸多尖端技术的工程机械系统,其研制水平是国家科技实力、工业基础、综合国力的集中体现。
在中国航空发动机集团有限公司(简称中国航发)成立、“航空发动机与燃气轮机”国家科技重大专项实施之后,我国航空发动机自主研制能力取得显著进展,但因绝对难度大、启动时间晚而与世界顶尖水平存在较大差距。
根据WorldAirForces2021相关数据,在数量上,我国军用飞机不到航空强国的1/4;在构成上,我国战斗机中的二代机占比超过45%,而发达国家基本淘汰了二代机。
随着我国经济实力的增强与国际地位的提升,一些国家将中国视为竞争对手,相应的国际形势发生明显变化。
国防实力是大国博弈的基础和支撑。
我国应尽快突破国产航空发动机关键核心技术,促进航空发动机产业链、供应链的自主可控和科技自立自强,以此增强空域控制权并保障国家安全。
1航空发动机尺寸和质量估算方法及特点分析航空发动机尺寸和质量估算方法主要有两种:一是利用统计数据拟合的经验公式计算法;二是根据部件简化构型计算发动机部件质量的构型法。