压铸件结构工艺设计分解
- 格式:ppt
- 大小:2.63 MB
- 文档页数:74
压铸件工艺流程压铸是一种常见的金属件制造工艺,它通过在高压下将熔化的金属注入模具中,然后冷却凝固成型,最终得到所需的零件。
压铸件广泛应用于汽车、航空航天、电子、机械等行业,因其成型精度高、表面光洁度好、制造效率高而备受青睐。
下面将详细介绍压铸件的工艺流程。
1. 模具设计和制造首先,根据产品的设计要求,制定模具的设计方案。
设计师需要考虑产品的形状、尺寸、结构等因素,然后绘制出模具的图纸。
接着,利用CAD/CAM软件进行模具的三维建模和工艺分析,确定模具的结构和加工工艺。
最后,根据设计图纸,制造模具,通常采用数控加工中心进行精密加工,确保模具的精度和表面质量。
2. 材料准备在进行压铸之前,需要准备好所需的金属材料。
通常使用的金属包括铝合金、锌合金、镁合金等。
这些金属需要按照一定的配方比例进行熔炼,然后通过除渣、过滤等工艺处理,确保金属液的纯净度和稳定性。
3. 熔炼和保温将准备好的金属材料加入熔炉中进行熔炼,直至达到所需的温度和流动性。
然后将熔融金属倒入保温炉中进行保温,以保持金属液的温度和流动性,为后续的压铸工艺做准备。
4. 压铸成型在保温炉中保持金属液的温度和流动性后,将金属液注入压铸机的射出室。
通过高压注射系统,将金属液压入模具腔内,填充整个模腔。
在一定的压力和温度下,金属液在模具中凝固成型,形成所需的压铸件。
5. 冷却和固化在金属液填充模腔后,需要等待一定时间,让压铸件在模具中冷却和固化。
冷却时间的长短取决于金属的种类和厚度等因素。
在固化完成后,打开模具,取出成型的压铸件。
6. 修磨和处理取出的压铸件通常会存在一些毛刺、气孔等缺陷,需要进行修磨和处理。
通过去毛刺、抛光、喷砂等工艺,使压铸件的表面光洁度达到要求。
同时,还可以进行热处理、表面处理等工艺,提高压铸件的性能和表面质量。
7. 检验和包装最后,对成型的压铸件进行检验,包括尺寸、外观、化学成分等方面的检测。
合格后,对压铸件进行包装,通常采用防震防潮的包装方式,以确保产品的质量和运输安全。
压铸简介1. 简介压铸是一种利用高压强制将金属熔液压入形状复杂的金属模内的一种精密铸造法。
在1964年,日本压铸协会对于压铸定义为“在高温将熔化合金压入精密铸模,在短时间内大量生产高精度而铸面优良的铸造方式”。
美国称压铸为Die Casting,英国则称压铸为Pressure Die Casting,而最为国内一般业者所熟悉的是日本的说法,称为压铸。
经由压铸法所制造出来的铸件,则称为压铸件(Die castings)。
这些材料的抗拉强度,比普通铸造合金高近一倍,对于铝合金汽车轮毂、车架等希望用更高强度耐冲击材料生产的部件,有更积极的意义。
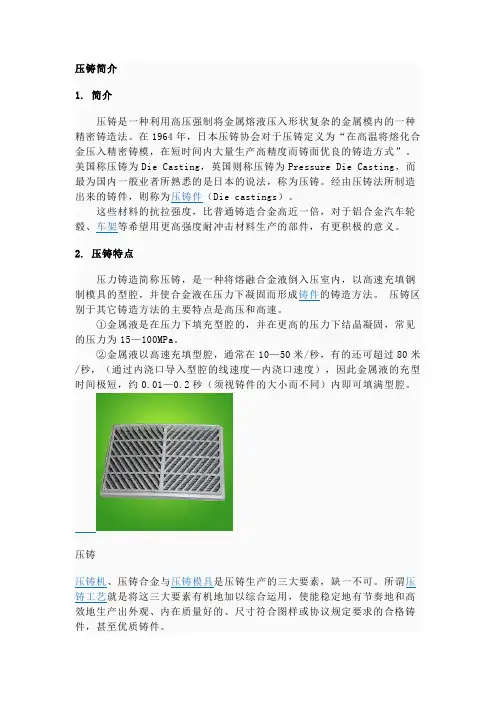
2. 压铸特点压力铸造简称压铸,是一种将熔融合金液倒入压室内,以高速充填钢制模具的型腔,并使合金液在压力下凝固而形成铸件的铸造方法。
压铸区别于其它铸造方法的主要特点是高压和高速。
①金属液是在压力下填充型腔的,并在更高的压力下结晶凝固,常见的压力为15—100MPa。
②金属液以高速充填型腔,通常在10—50米/秒,有的还可超过80米/秒,(通过内浇口导入型腔的线速度—内浇口速度),因此金属液的充型时间极短,约0.01—0.2秒(须视铸件的大小而不同)内即可填满型腔。
压铸压铸机、压铸合金与压铸模具是压铸生产的三大要素,缺一不可。
所谓压铸工艺就是将这三大要素有机地加以综合运用,使能稳定地有节奏地和高效地生产出外观、内在质量好的、尺寸符合图样或协议规定要求的合格铸件,甚至优质铸件。
压铸是一种精密的铸造方法,经由压铸而铸成的压铸件之尺寸公差甚小,表面精度甚高,在大多数的情况下,压铸件不需再车削加工即可装配应用,有螺纹的零件亦可直接铸出。
从一般的照相机件、打字机件、电子计算器件及装饰品等小零件,以及汽车、机车、飞机等交通工具的复杂零件大多是利用压铸法制造的。
压铸法也有下列缺点:· (1)压铸合金受限制目前的压铸合金只有锌、锡、铅、铜、镁、铝等六种,其中以铜合金的熔点最高、铝合金压铸应用广泛。
压铸件结构设计工艺1.引言概述部分的内容可以如下所示:1.1 概述压铸件结构设计工艺是指在制造过程中对压铸件的结构进行设计和优化的一项重要工作。
压铸件是指利用金属液态材料在高压下通过模具形成的零件。
它具有形状复杂、尺寸精确、表面光滑等特点,在现代工业中得到了广泛的应用。
压铸件结构设计工艺的目标是通过合理的构造和设计,确保压铸件在使用过程中具有良好的力学性能、耐磨性、抗腐蚀性和耐久性。
同时,优化压铸件的结构设计还可以降低材料的浪费、减少生产成本、提高生产效率,并且能够更好地满足使用者的需求。
本文将全面介绍压铸件结构设计工艺的相关内容。
首先,将对压铸件的定义和分类进行详细讲解,以便读者对压铸件有一个清晰的认识。
其次,将阐述压铸件结构设计的重要性,说明合理的结构设计对于压铸件的性能和品质起到至关重要的作用。
最后,将总结压铸件结构设计的关键点,并展望未来的发展方向。
通过本文的阅读,读者将了解到压铸件结构设计工艺的基本概念和原理,掌握压铸件结构设计的方法和技巧,并且对未来的研究和发展方向有一个清晰的了解。
希望本文能够为相关领域的研究人员和工程师提供一定的参考和借鉴,促进压铸件结构设计工艺的进一步发展。
1.2文章结构文章结构部分的内容如下:1.2 文章结构本文将按照以下几个部分来进行介绍和分析压铸件结构设计工艺。
首先,在引言部分,将对整篇文章进行概述,介绍文章的目的和结构。
接着,正文部分将分为两个主要章节,分别是压铸件的定义和分类以及压铸件结构设计的重要性。
在第一章节中,将详细解释压铸件的定义,并对其进行分类,以便读者更好地理解和掌握压铸件结构设计的工艺。
在第二章节中,将重点探讨压铸件结构设计的重要性,包括其在产品设计中的作用,以及对产品质量、成本和生产效率的影响。
最后,结论部分将总结本文所介绍的压铸件结构设计的关键点,同时对未来的发展方向进行展望。
通过对以上不同章节的详细讲解和分析,读者将能够全面了解压铸件结构设计工艺的相关知识,并能够应用于实际生产中。
压铸件结构创新设计(经验)压铸件零件设计的注意事项) t) C+ g7 n; g. D!~一、压铸件的设计涉及四个方面的内容:a、即压力铸造对零件形状结构的要求;b、压铸件的工艺性能;c、压铸件的尺寸精度及表面要求;d、压铸件分型面的确定;压铸件的零件设计是压铸生产技术中的重要部分,设计时必须考虑以下问题:模具分型面的选择、浇口的开设、顶杆位置的选择、铸件的收缩、铸件的尺寸精度保证、铸件内部缺陷的防范、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面;二、压铸件的设计原则是:a、正确选择压铸件的材料,b、合理确定压铸件的尺寸精度;c、尽量使壁厚分布均匀;d、各转角处增加工艺园角,避免尖角.( w: i; h5 @8 L三、压铸件按使用要求可分为两大类,一类承受较大载荷的零件或有较高相对运动速度的零件,检查的项目有尺寸、表面质量、化学成分、力学性能(抗拉强度、伸长率、硬度);另一类为其它零件,检查的项目有尺寸、表面质量及化学成分。
在设计压铸件时,还应该注意零件应满足压铸的工艺要求。
压铸的工艺性从分型面的位置、顶面推杆的位置、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面考虑。
合理确定压铸面的分型面,不但能简化压铸型的结构,还能保证铸件的质量。
" _; q( }3 Q0 D7 x0 W6 q压铸件零件设计的要求% l5 X1 A" K; ?一、压铸件的形状结构要求:a、消除内部侧凹;b、避免或减少抽芯部位;c、避免型芯交叉;’ ]1E9 {*]* ~2 |) a. F合理的压铸件结构不仅能简化压铸型的结构,降低制造成本,同时也改善铸件质量,二、铸件设计的壁厚要求:压铸件壁厚度(通常称壁厚)是压铸工艺中一个具有特殊意义的因素,壁厚与整个工艺规范有着密切关系,如填充时间的计算、内浇口速度的选择、凝固时间的计算、模具温度梯度的分析、压力(最终比压)的作用、留模时间的长短、铸件顶出温度的高低及操作效率;* n— _' e. e% J! C* b) _a、零件壁厚偏厚会使压铸件的力学性能明显下降,薄壁铸件致密性好,相对提高了铸件强度及耐压性;1 P# i" q( z/ x" ^b、铸件壁厚不能太薄,太薄会造成铝液填充不良,成型困难,使铝合金熔接不好,铸件表面易产生冷隔等缺陷,并给压铸工艺带来困难;压铸件随壁厚的增加,其内部气孔、缩孔等缺陷增加,故在保证铸件有足够强度和刚度的前提下,应尽量减小铸件壁厚并保持截面的厚薄均匀一致,为了避免缩松等缺陷,对铸件的厚壁处应减厚(减料),增加筋;对于大面积的平板类厚壁铸件,设置筋以减少铸件壁厚;5 \+ v# J f _; V O根据压铸件的表面积,铝合金压铸件的合理壁厚如下:* d" ~0 Z; d! ?( _压铸件表面积/mm2 壁厚S/mm2 Q5 Y8 f6 X2 X$ |' Z≤251。
压铸产品的结构设计和分析要点第一个要点是材料选择。
在压铸产品的结构设计中,合适的材料选择是至关重要的。
常见的压铸材料包括铝合金、镁合金、锌合金等。
选择合适的材料可以保证产品的强度、硬度和耐腐蚀性能,同时也考虑到产品的成本和生产工艺。
第二个要点是零件的形状设计。
压铸产品通常由多个零部件组成,每个零件都需要进行合理的形状设计。
首先要考虑到零件的功能需求,确保形状能够满足产品的使用要求。
其次,要考虑到零件的制造工艺,合理设计零件的结构和尺寸,以便于压铸工艺的实施。
此外,还要注意零件的结构是否合理,是否能够实现良好的装配和拆卸。
第三个要点是零件的壁厚设计。
在压铸产品的结构设计中,零件的壁厚设计是非常重要的。
合理的壁厚设计可以保证产品的强度和稳定性。
壁厚过薄会导致产品容易变形和断裂,壁厚过厚则会增加产品的成本。
因此,在进行壁厚设计时,需要综合考虑产品的使用要求、材料的特性和制造成本等因素。
第四个要点是零件的结构强度分析。
在压铸产品的结构设计过程中,需要进行结构强度分析,以确保产品在使用过程中不易发生破损和失效。
结构强度分析通常包括有限元分析、应力分析等方法。
通过这些分析方法,可以评估产品在不同工况下的应力和变形情况,进而确定合理的结构尺寸和材料。
第五个要点是产品的表面处理。
压铸产品在制造过程中常常需要进行表面处理,以提高产品的外观质量和耐腐蚀性能。
常见的表面处理方法包括喷漆、电泳涂装、阳极氧化等。
在结构设计中,需要考虑到表面处理对产品结构的要求,合理设计产品的表面形状和连接方式,以便于表面处理的施工。
综上所述,压铸产品的结构设计和分析是一个复杂而关键的过程。
设计人员需要考虑材料选择、零件形状设计、壁厚设计、结构强度分析和表面处理等多个方面的要点。
只有在这些要点上进行全面、系统和合理的考虑,才能够设计出满足产品要求的高质量压铸产品。
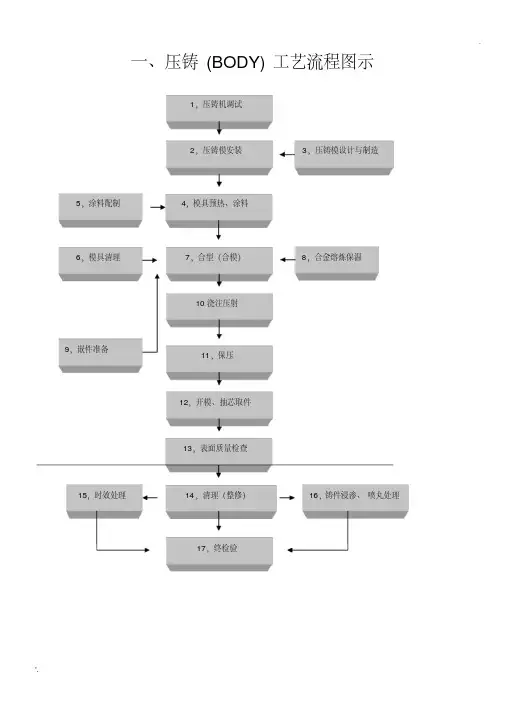
一、压铸(BODY)工艺流程图示1,压铸机调试2,压铸模安装4,模具预热、涂料7,合型(合模)10浇注压射11,保压12,开模、抽芯取件14,清理(整修)17,终检验3,压铸模设计与制造5,涂料配制6,模具清理8,合金熔炼保温9,嵌件准备13,表面质量检查15,时效处理16,铸件浸渗、喷丸处理二、压射压力P3 P4压力P2P1 P2P1T1 t2 t3 t4 保压时间升压充填增压注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速)t3 充填刚刚结束时的舜间;P3为三级(增压)t4 最终静压力;P4为补充压实铸件4P yP b=Лd2式中:Pb 比压(Mpa); Py 机器的压射力(N);(压射力=压射缸直径×蓄压器压射时间最小压力)d 压室(冲头)直径(MM)选择比压考虑的的主要因素上海旭东压铸技术咨询培训资料压铸工艺参数比压因素选择条件高低壁厚薄壁厚壁压铸件结构形状复杂简单工艺性差些好些结晶温度范围大小压铸合金特性流动性差好密度大小比强度大小阻力大小浇注系统散热速度快慢公布合理不太合理排溢系统截面积大小内浇口速度快慢温度合金与压铸模具温度大小压铸各种合金常用比压表(Mpa)铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂锌合金20-30 30-40 40-50 50-60 铝硅、铝铜合金25-35 35-45 45-60 60-70铝、镁合金30-40 40-50 50-65 65-75 镁合金30-40 40-50 50-65 65-80铜合金40-50 50-60 60-70 70-80 压力损失折算系数K直浇道导入口截面F1,K值与内浇铸口截面F2之比>1 =1 <1立式冷室压铸机0.66-0.70 0.72-0.74 0.76-0.78卧式冷室压铸机0.88压射速度浇注金属液量占压室容积百分数(%) 压射速度(cm/s)≤30 30-4030-60 20-30>60 10-20高压速度计算公式:VVh= ×[1+(n-1)×0.1]1/4Лd2T式中:Vh 高速压射速度(CM/S);V 型腔容积(CM3);N 型腔数;D 冲头直径(CM);T 适当的充填时间。