压铸工艺流程图示
- 格式:docx
- 大小:17.87 KB
- 文档页数:6
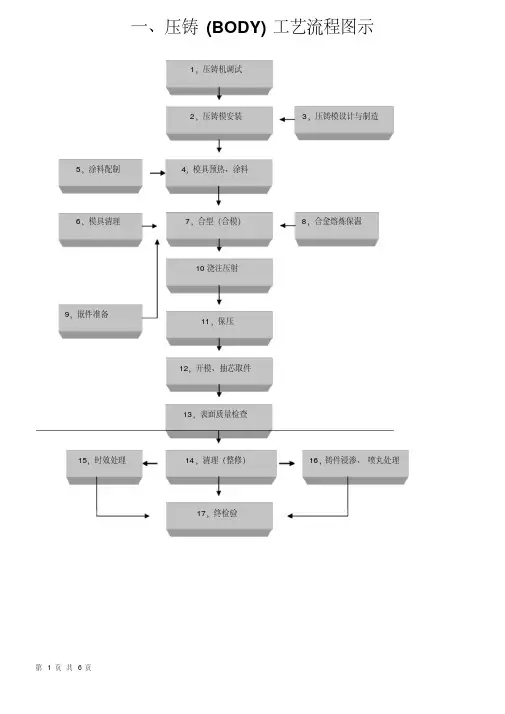
一、压铸(BODY)工艺流程图示1,压铸机调试2,压铸模安装4,模具预热、涂料7,合型(合模)10浇注压射11,保压12,开模、抽芯取件14,清理(整修)17,终检验3,压铸模设计与制造5,涂料配制6,模具清理8,合金熔炼保温9,嵌件准备13,表面质量检查15,时效处理16,铸件浸渗、喷丸处理二、压射压力P3 P4压力P2P1 P2P1T1 t2 t3 t4 保压时间升压充填增压注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速)t3 充填刚刚结束时的舜间;P3为三级(增压)t4 最终静压力;P4为补充压实铸件4P yP b=Лd2式中:P b 比压(Mpa); Py 机器的压射力(N);(压射力=压射缸直径×蓄压器压射时间最小压力)d 压室(冲头)直径(MM)选择比压考虑的的主要因素上海旭东压铸技术咨询培训资料压铸工艺参数比压因素选择条件高低壁厚薄壁厚壁压铸件结构形状复杂简单工艺性差些好些结晶温度范围大小压铸合金特性流动性差好密度大小比强度大小阻力大小浇注系统散热速度快慢公布合理不太合理排溢系统截面积大小内浇口速度快慢温度合金与压铸模具温度大小压铸各种合金常用比压表(Mpa)铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂锌合金20-30 30-40 40-50 50-60 铝硅、铝铜合金25-35 35-45 45-60 60-70铝、镁合金30-40 40-50 50-65 65-75 镁合金30-40 40-50 50-65 65-80铜合金40-50 50-60 60-70 70-80 压力损失折算系数K直浇道导入口截面F1,K值与内浇铸口截面F2之比>1 =1 <1立式冷室压铸机0.66-0.70 0.72-0.74 0.76-0.78卧式冷室压铸机0.88压射速度浇注金属液量占压室容积百分数(%) 压射速度(cm/s)≤30 30-4030-60 20-30>60 10-20高压速度计算公式:VVh= ×[1+(n-1)×0.1]1/4Лd2T式中:Vh 高速压射速度(CM/S);V 型腔容积(CM3);N 型腔数;D 冲头直径(CM);T 适当的充填时间。

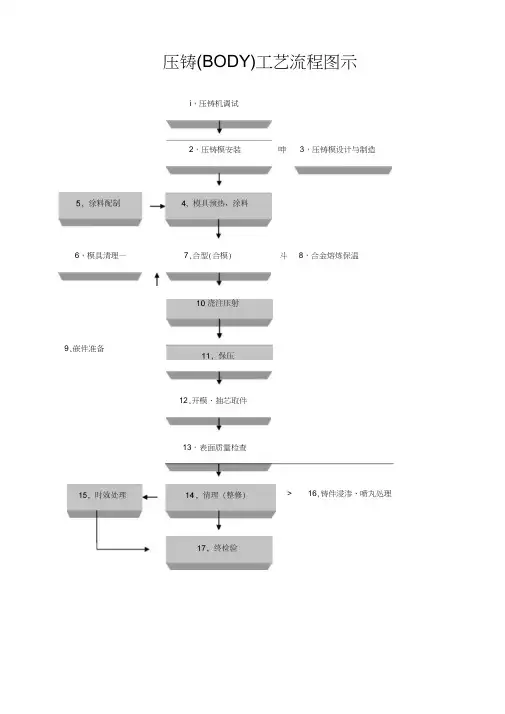
压铸(BODY)工艺流程图示i,压铸机调试2,压铸模安装呻3,压铸模设计与制造斗8,合金熔炼保温6,模具清理—7,合型(合模)9,嵌件准备12,开模、抽芯取件13,表面质量检查> 16,铸件浸渗、喷丸处理d压室(冲头)直径(MM )1、压射压力注:t1 ------ 金属液在压室中未承受压力的时间;P1为一级(慢速) t2 ----- 金属液于压室中在压射冲头的作用下, 通过内浇口充填型腔的时间;P2为二级(快速)t3 ------ 充填刚刚结束时的舜间; P3为三级(增压) t4 ------ 最终静压力;P4为补充压实铸件4P yP b =刃d 2式中:Pb ------ 比压(Mpa ) ; Py --------- 机器的压射力(N ); (压射力=压射缸直径x蓄压器压射时间最小压力)选择比压考虑的的主要因素艺参数压铸各种合金常用比压表( Mpa)压力损失折算系数K压射速度浇注金属液量占压室容积百分数 (%)压射速度(cm/s)< 30 30-40 30-60 20-30 >6010-20高压速度计算公式VVh= -----------2__1/4 刃 dTx [1+(n-1) x 0.1]压铸合金 铸件壁厚v 2.5MM铸件壁厚〉2,5〜6MM 锌合金 1〜2 3〜7 铝合金 1〜2 3〜8 镁合金 1〜2 3〜8 铜合金2〜35〜10式中:oCM/S);留模时间浇注温度②含铝的锌合金温度不宜超过不去450C,否则结晶粗大。
压铸模温度T m=3式中:Tm -------------------- 压铸模所需的工作温度(C);Th ------- 合金浇注温度(C);△ t ----- 温度控制公差(一般为25C)压铸涂料润滑剂,咼温粘附剂、咼温成膜剂、乳化剂、极压添加1,改善环境污染2,除润滑、脱膜作用外水基涂膜剂齐9、防腐杀菌剂、分散剂、可冷却压铸模,提高生产型腔和冲头润滑剂、抗氧剂率3,用喷枪喷涂4,便于自动化生产自配涂料。
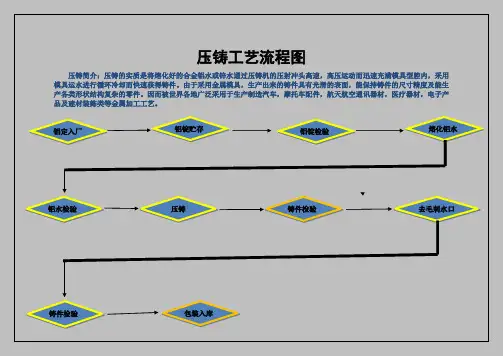
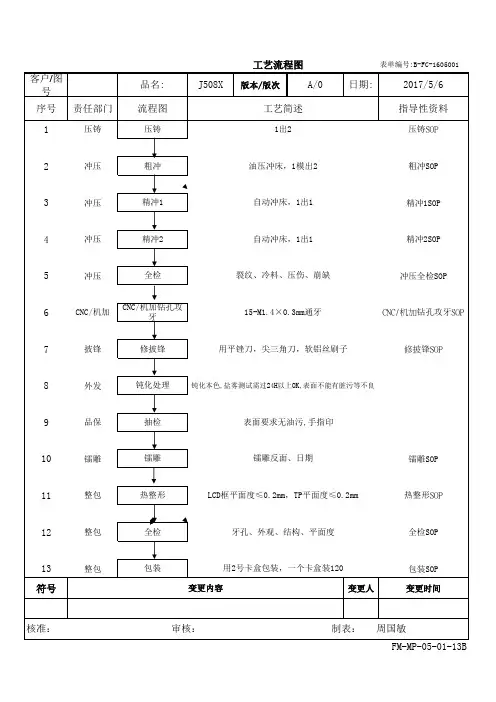
压铸工艺流程图
压铸简介:压铸的实质是将熔化好的合金铝水或锌水通过压铸机的压射冲头高速,高压运动而迅速充满模具型腔内,采用
模具运水进行循环冷却而快速获得铸件。
由于采用金属模具,生产出来的铸件具有光滑的表面,能保持铸件的尺寸精度及能生
产各类形状结构复杂的零件。
因而被世界各地广泛采用于生产制造汽车,摩托车配件,航天航空通讯器材,医疗器材,电子产
品及建材装鉓类等金属加工工艺。
铝定入厂铝锭贮存铝锭检验熔化铝水铝水检验压铸铸件检验去毛刺水口铸件检验包装入库。
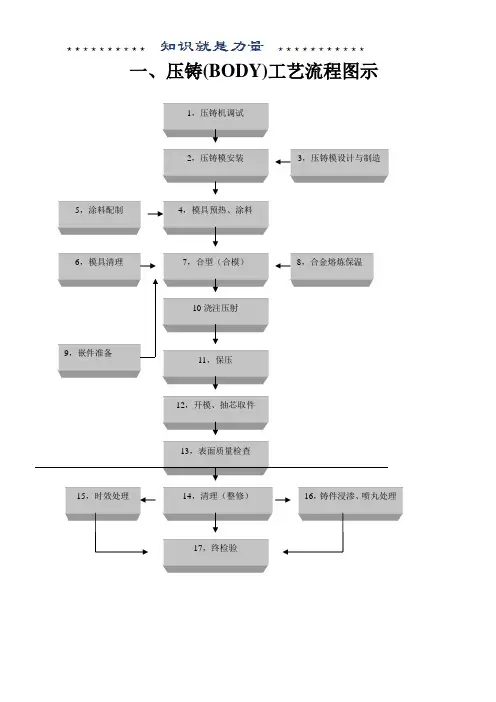
一、压铸(BODY)工艺流程图示1,压铸机调试2,压铸模安装4,模具预热、涂料7,合型(合模)10浇注压射11,保压12,开模、抽芯取件14,清理(整修)17,终检验3,压铸模设计与制造5,涂料配制6,模具清理8,合金熔炼保温9,嵌件准备13,表面质量检查15,时效处理16,铸件浸渗、喷丸处理二、压射压力P2P1 P2P1T1 t2 t3 t4 保压时间升压充填增压注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速)t3 充填刚刚结束时的舜间;P3为三级(增压)t4 最终静压力;P4为补充压实铸件4P yP b=Лd2式中:P b 比压(Mpa); Py 机器的压射力(N);(压射力=压射缸直径×蓄压器压射时间最小压力)d 压室(冲头)直径(MM)选择比压考虑的的主要因素上海旭东压铸技术咨询培训资料压铸工艺参数比压因素选择条件高低壁厚薄壁厚壁压铸件结构形状复杂简单工艺性差些好些结晶温度范围大小压铸合金特性流动性差好密度大小比强度大小阻力大小浇注系统散热速度快慢公布合理不太合理排溢系统截面积大小内浇口速度快慢温度合金与压铸模具温度大小●压铸各种合金常用比压表(Mpa)铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂锌合金20-30 30-40 40-50 50-60铝硅、铝铜合金25-35 35-45 45-60 60-70铝、镁合金30-40 40-50 50-65 65-75镁合金30-40 40-50 50-65 65-80铜合金40-50 50-60 60-70 70-80●压力损失折算系数K直浇道导入口截面F1,K值与内浇铸口截面F2之比>1 =1 <1立式冷室压铸机0.66-0.70 0.72-0.74 0.76-0.78卧式冷室压铸机0.88●压射速度浇注金属液量占压室容积百分数(%) 压射速度(cm/s)≤30 30-4030-60 20-30>60 10-20●高压速度计算公式:VVh= ×[1+(n-1)×0.1]1/4Лd2T式中:Vh 高速压射速度(CM/S);V 型腔容积(CM3);N 型腔数;D 冲头直径(CM);T 适当的充填时间。
上海旭东压铸技术咨询培训资料 压铸工艺参数
一、压铸工艺流程图示
2,压铸模安装 17,终检验 5,涂料配制
上海旭东压铸技术咨询培训资料压铸工艺参数
二、压射压力
注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速)
t3 充填刚刚结束时的舜间;P3为三级(增压)
t4 最终静压力;P4为补充压实铸件
4P y
P b=
Лd2
式中:P b 比压(Mpa); Py 机器的压射力(N);
(压射力=压射缸直径×蓄压器压射时间最小压力)
d 压室(冲头)直径(MM)
选择比压考虑的的主要因素
上海旭东压铸技术咨询培训资料压铸工艺参数
比压
因素选择条件
高低
壁厚薄壁厚壁压铸件结构形状复杂简单
工艺性差些好些
结晶温度范围大小压铸合金特性流动性差好
密度大小
比强度大小
阻力大小浇注系统散热速度快慢
公布合理不太合理排溢系统截面积大小
内浇口速度快慢
温度合金与压铸模具温度大小
●压铸各种合金常用比压表(Mpa)
铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂
锌合金20-30 30-40 40-50 50-60
铝硅、铝铜合金25-35 35-45 45-60 60-70
铝、镁合金30-40 40-50 50-65 65-75
镁合金30-40 40-50 50-65 65-80
铜合金40-50 50-60 60-70 70-80
●压力损失折算系数K
直浇道导入口截面F1, K值与内浇铸口截面F2之比>1 =1 <1
立式冷室压铸机 0.66-0.70 0.72-0.74 0.76-0.78
卧式冷室压铸机0.88
上海旭东压铸技术咨询培训资料压铸工艺参数
●压射速度
浇注金属液量占压室容积百分数(%) 压射速度(cm/s)
≤30 30-40
30-60 20-30
>60 10-20
●高压速度计算公式:
V
Vh= ×[1+(n-1)×0.1]
1/4Лd2T
式中:Vh 高速压射速度(CM/S);
V 型腔容积(CM3);
N 型腔数;
D 冲头直径(CM);
T 适当的充填时间。
●持压时间
压铸合金铸件壁厚<2.5MM 铸件壁厚>2,5~6MM
锌合金1~2 3~7
铝合金1~2 3~8
镁合金1~2 3~8
铜合金2~3 5~10
上海旭东压铸技术咨询培训资料压铸工艺参数
●留模时间
压铸合金壁厚﹤3MM 壁厚3-5MM 壁厚>5MM
锌合金5-10 7-12 20-25
铝合金8-15 10-20 20-30
镁合金7-12 10-15 15-25
铜合金8-15 15-20 20-30
●浇注温度
铸件壁厚至3MM 铸件壁厚>3MM 合金
结构简单结构复杂结构简单结构复杂含铝的420-440 430-450 410-430 420-440锌合金
含铜的520-540 530-550 510-530 520-540
铝硅系620-650 650-690 620-640 630-660铝合金铝硅铜系630-660 640-690 630-650 640-670铝镁系640-660 650-700 620-660 640-680镁合金640-680 660-700 620-660 640-680
铜合金普通黄铜880-930 900-950 850-900 880-930硅黄铜900-950 920-980 880-930 900-950
注:①浇注温度是以保温炉金属液温度表示的;
②含铝的锌合金温度不宜超过不去450℃,否则结晶粗大。
●压铸模温度
1
T m= T h±△t
3
式中:T m 压铸模所需的工作温度(℃);
Th 合金浇注温度(℃);
△t 温度控制公差(一般为25℃)
上海旭东压铸技术咨询培训资料压铸工艺参数合金温度种类壁厚至3MM 壁厚大于3MM
结构简单结构复杂结构简单结构复杂锡铅合金连续工作温度85-95 90-100 80-90 85-100
预热温度130-180 150-200 110-140 120-150锌合金
连续工作温度130-200 190-220 140-170 150-200
预热温度150-180 200-230 120-150 150-180铝合金
连续工作温度180-240 250-280 150-180 180-200
预热温度170-190 220-240 150-170 170-190铝镁合金
连续工作温度200-220 260-280 180-200 200-240
镁合金预热温度150-180 200-230 120-150 150-180连续工作温度180-240 250-280 150-180 180-220
铜合金预热温度200-230 230-250 170-200 200-230连续工作温度300-330 330-350 250-300 300-350
●压铸涂料
种类不要成分主要特点应用
动植物油,矿物油,合成油,1,烟雾大,污染环境
油基涂料油性改善剂,固体添加剂, 2,润滑性好多用于冲头
润滑剂,高温粘附剂、高温 1,改善环境污染
成膜剂、乳化剂、极压添加 2,除润滑、脱膜作用外
水基涂膜剂剂、防腐杀菌剂、分散剂、可冷却压铸模,提高生产型腔和冲头
润滑剂、抗氧剂率
3,用喷枪喷涂
4,便于自动化生产
●自配涂料。