(新)机械制图工具和使用方法
- 格式:doc
- 大小:239.00 KB
- 文档页数:6

机械图纸作为加工生产的依据,对于加工起着重要的指导作用。
在生产中,常见的机械制图,分为软件绘图与尺规绘图两种。
尺规绘图一般会使用到丁字尺、三角板、比例尺、分规、圆规、铅笔等等。
根据不同的绘图要求使用不同的工具,可以有效提高机械制图的准确度与效率。
那么,机械加工制图中常用的绘制工具。
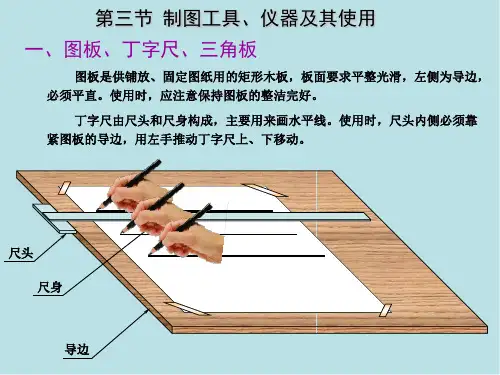
1、图板图板在制图中主要是为了铺放纸张用的,为了固定纸张,避免产品移动而导致尺寸出现误差。
图板需要保持平整、光滑、干燥,平时使用图板的时候,要注意对图板的边做好保护,防止图板受潮。
2、丁字尺丁字尺主要的用途是为了绘制直线的,在使用的时候需要保持丁字尺的头部垂直,紧贴图板的工作边。
3、三角板三角板一般会有45度和60度两种,这两种角度进行配合可以画出15度,也可以用两个三角板绘制出垂直线和平行线。
4、比例尺比例尺用来做量取工具,它不可以用来划线。
在比例尺不同的侧面,有不同比例的刻度可以方便画出不同比例的直线。
5、绘图仪器(1)分规:这种工具是用来等分线段和在尺子上量取尺寸的工具,使用两个针尖要保持对齐。
(2)圆规:这种工作主要用来画圆或者圆弧,钢针分为支承尖与普通尖,画圆的时候应该用用支承尖,避免因为针尖插入图板过深。
圆规的铅芯用比画直线的铅芯要软,画圆时要匀速,并向运动方向稍微倾斜,以减少画圆阻力。
画小圆可以用弹簧圆规和点化规。
6、曲线板曲线板主要用来画非圆曲线的工具,它的轮廓线是由不同的曲率半径曲线组成。
在画图的时候,要先找出来曲线上的点,再徒手用铅笔将其连接起来。
为了让曲线保持光滑,最好每次有4个点与曲线吻合先画1到3,再画3到4,最后得出光滑的曲线。
7、钢直尺这里说的钢直尺,就是我们生活中常见的那种量度尺。
钢直尺作为普遍的测绘工具可以用在多个方面。
不过钢直尺的测量结果有一定的误差,因为它只可以精确都毫米,其刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大。
机械制图工具和使用方法机械制图分为软件绘图和尺规绘图两种..而尺规绘图的工具主要有丁字尺、三角板、比例尺、分规、圆规、铅笔等等..我们正确的使用这些工具去绘图才能提高机械制图的质量和效率;快速有效的绘制出各种机械图样..一、图板和丁字尺..图板是用来铺放制图纸张的;因此必须固定好;并用胶带将图纸粘接在图板上..图板必须要保持平整光滑和干燥;平时使用图板时要注意保护图板的边;并且防止图板受潮..丁字尺是用来绘制直线的..使用时必须保持尺头内侧面必须垂直;紧贴图板工作边..二、三角板..一副三角板有45度60度两种三角板;配合着使用可以画出15度的倍角来;也可用两个三角板画出垂直线和平行线..三、比例尺..比例尺只能做量取用不能用来画线..在比例尺不同侧面有不同比例的刻度可以很方便的画出不同比例的直线..四、绘图仪器..1、分规;分规是用来等分线段和在尺子上量取尺寸的工具;使用时两个针尖要保持对齐..2、圆规;圆规用来画圆或圆弧..钢针分为台阶状支撑尖和锥状普通尖;画圆时应当用台阶状的;以免针尖插入图板过深..圆规的铅芯应当用比画直线的铅芯软一号的..磨成矩形的用来画粗实线;锥状的用来画细实线..画圆时匀速前进并向运动方向稍微倾斜可以减少画圆阻力..画小圆的时候可用弹簧圆规和点化规;特大圆可以使用加长杆..五、曲线板..曲线板是用来画非圆曲线的工具;它的轮廓线是由多段不同曲率半径的曲线组成..画图时;先找出曲线上的若干点;再徒手用铅笔轻轻地把各点连起来..为使曲线光滑;最好每次有4个点与曲线吻合先画1到3之间再画3到4之间直至画出光滑的曲线..六、铅笔..铅笔软硬用B和H表示..B前数字越大表示越软;H则相反..一般要多准备几种铅笔;画粗实线用B或2B;画细线或写字用H或HB..用于画粗实线的铅笔应该磨成矩形;而其他的一般磨成锥型即可..画线时应该使铅笔前后方向与直纸面垂直;保持与前进方向30度左右的角度;铅芯紧靠尺边;用力均匀;速度适中..有一定经验后可以很轻松的画出粗细一致颜色深浅一致的直线;因此需要我们多加练习..七、钢直尺..不仅在机械行业上;在很多行业中都涉及到长度的测量;直尺就是很常见的测量工具;其中钢直尺就是使用非常普遍的测绘工具;但小编发现;在生活中其实我们在使用钢直尺上有很多的误区;或许不会导致大的误差但那样的做法毕竟不是很专业..因此小编发表本文引导大家从简单做起;从小事做起;培养良好的职业习惯..钢直尺是最简单的长度量具;它的长度有150;300;500和1000 mm四种规格..图1-1是常用的150 mm钢直尺..图1-1 150 mm钢直尺钢直尺用于测量零件的长度尺寸图1-2;它的测量结果不太准确..这是由于钢直尺的刻线间距为1mm;而刻线本身的宽度就有0.1~0.2mm;所以测量时读数误差比较大;只能读出毫米数;即它的最小读数值为1mm;比1mm小的数值;只能估计而得..abc d e f图1-2 钢直尺的使用方法a量长度 b量螺距 c量宽度 d量内孔 e量深度 f划线如果用钢直尺直接去测量零件的直径尺寸轴径或孔径;则测量精度更差..其原因是:除了钢直尺本身的读数误差比较大以外;还由于钢直尺无法正好放在零件直径的正确位置..所以;零件直径尺寸的测量;也可以利用钢直尺和内外卡钳配合起来进行..。


《机械制图》大型测绘参考资料测绘图,是一种徒手画成的图样,也叫草图,它是绘制工作图(零件图)的依据。
〈一〉测绘图所需的材料和用具在测绘图上,必须完备地记入尺寸、所用材料、加工面的粗糙度、精度以及其他必要的资料。
一般测绘图上的尺寸,都是用量具在零、部件的各个表面上测量出来。
因此,我们必须熟悉量具的种类和用途。
最常用的量具有钢尺和卡钳。
如下图1所示。
(1)钢尺(2)外卡(3)内卡(4) 游标卡尺(5)千分尺图1 常用测量工具用内、外卡钳与钢尺相配合来测量壁厚,钢尺所测尺寸可以直接在钢尺的刻度上读出。
卡钳以外卡钳和内卡钳用得最广。
外卡钳用来测量零件的轴径(图2a);内卡钳用来测量孔径(图2b)。
这两种卡钳所量得的尺寸,可把卡脚的量距移到钢尺上读出。
图3是一种两用卡钳,用它来测量零件的外径和内径都非常方便。
因为卡钳上下两幅卡脚的长度相等的,所以用内(外)卡钳量出图 1 钢尺和卡钳测量长度的内(外)径尺寸,就等于外(内)卡钳在钢尺上所量的距离。
在测量孔壁的尺寸时,使用两用卡钳来量比较方便。
壁厚的尺寸也可用内卡钳量,如图所示。
所量的尺寸减去钢尺的读数,就是壁厚的尺寸。
如图4所示是同边卡钳,一般用来测量塔轮和阶台轴的各段长度;也可用来测量两孔的中心距。
图2 内卡钳与外卡钳测量法图3 两用卡钳图4 同边卡钳以上所说的量具使用及测量方法都比较简单。
但精度不高。
如果要求测量的精度很高,就需要用精密的量具或者卡尺。
如图5是一种常用的公制卡尺(又叫游标卡尺),由钢尺和卡钳联合组成。
这种卡尺有两副卡脚(量脚),下方的卡脚用来测量零件的厚度和外径等,上方的卡脚除了能测量零件的外径外,还可以用来测量零件的内径或沟槽的宽窄。
卡尺主尺图5 游标卡尺的刻度为,每厘米刻成10格,每格1毫米;副尺〈2〉(又叫游标尺)的全长等于主尺9格的长度,也就是说每一格等于1/10 *9=0.9毫米。
所以,这种卡心能够很准确地读出1-0.9=0.1毫米的精确度。
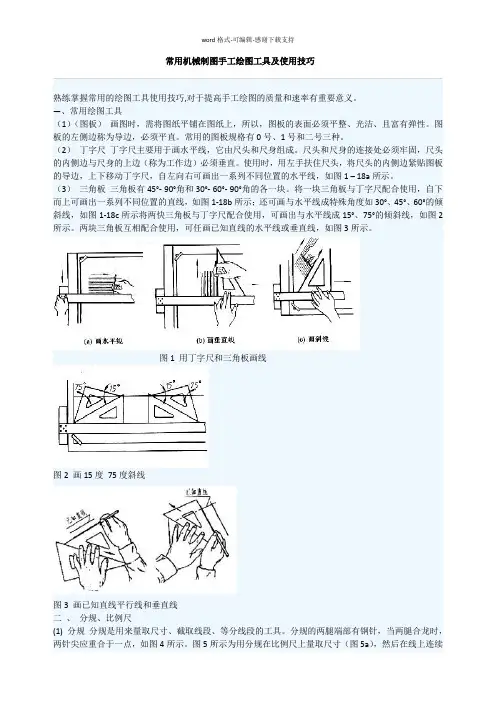
常用机械制图手工绘图工具及使用技巧熟练掌握常用的绘图工具使用技巧,对于提高手工绘图的质量和速率有重要意义。
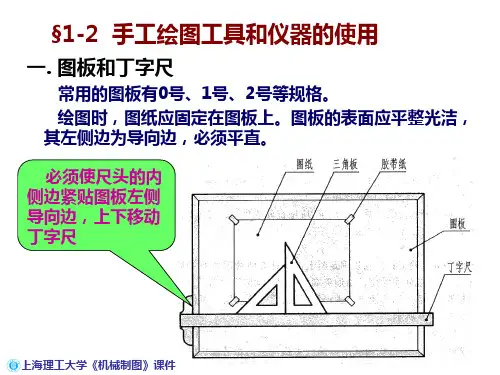
—、常用绘图工具(1)(图板)画图时,需将图纸平铺在图纸上,所以,图板的表面必须平整、光洁、且富有弹性。
图板的左侧边称为导边,必须平直。
常用的图板规格有0号、1号和二号三种。
(2)丁字尺丁字尺主要用于画水平线,它由尺头和尺身组成。
尺头和尺身的连接处必须牢固,尺头的内侧边与尺身的上边(称为工作边)必须垂直。
使用时,用左手扶住尺头,将尺头的内侧边紧贴图板的导边,上下移动丁字尺,自左向右可画出一系列不同位置的水平线,如图1 – 18a所示。
(3)三角板三角板有45°- 90°角和30°- 60°- 90°角的各一块。
将一块三角板与丁字尺配合使用,自下而上可画出一系列不同位置的直线,如图1-18b所示;还可画与水平线成特殊角度如30°、45°、60°的倾斜线,如图1-18c所示将两快三角板与丁字尺配合使用,可画出与水平线成15°、75°的倾斜线,如图2所示。
两块三角板互相配合使用,可任画已知直线的水平线或垂直线,如图3所示。
图1 用丁字尺和三角板画线图2 画15度75度斜线图3 画已知直线平行线和垂直线二、分规、比例尺(1) 分规分规是用来量取尺寸、截取线段、等分线段的工具。
分规的两腿端部有钢针,当两腿合龙时,两针尖应重合于一点,如图4所示。
图5所示为用分规在比例尺上量取尺寸(图5a),然后在线上连续截取等长线段(图5b)的方法若欲将图5c所示的AB线段四等分,可先任凭自测估计,将分规的两针尖开到约为AB/4进行试分,如有剩余(或不足)时,再将针尖间的距离张大(或缩小)e/4,e为剩余或不足量,再进行试分,直到满意为止。
用试分法也可等分圆或圆弧。
(2) 比例尺比例尺的三个棱面上有六种不同比例的刻度,如1:100、1:200等,可用于量取不同比例的尺寸。

机械制图工具和使用方法
机械制图分为软件绘图和尺规绘图两种。
而尺规绘图的工具主要有丁字尺、三角板、比例尺、分规、圆规、铅笔等等。
我们正确的使用这些工具去绘图才能提高机械制图的质量和效率,快速有效的绘制出各种机械图样。
一、图板和丁字尺。
图板是用来铺放制图纸张的,因此必须固定好,并用胶带将图纸粘接在图板上。
图板必须要保持平整光滑和干燥,平时使用图板时要注意保护图板的边,并且防止图板受潮。
丁字尺是用来绘制直线的。
使用时必须保持尺头内侧面必须垂直,紧贴图板工作边。
二、三角板。
一副三角板有45度60度两种三角板,配合着使用可以画出15度的倍角来,也可用两个三角板画出垂直线和平行线。
三、比例尺。
比例尺只能做量取用不能用来画线。
在比例尺不同侧面有不同比例的刻度可以很方便的画出不同比例的直线。
四、绘图仪器。
1、分规;分规是用来等分线段和在尺子上量取尺寸的工具,使用时两个针尖要保持
对齐。
2、圆规;圆规用来画圆或圆弧。
钢针分为台阶状(支撑尖)和锥状(普通尖),画
圆时应当用台阶状的,以免针尖插入图板过深。
圆规的铅芯应当用比画直线的铅芯软一号的。
磨成矩形的用来画粗实线,锥状的用来画细实线。
画圆时匀速前进
并向运动方向稍微倾斜可以减少画圆阻力。
画小圆的时候可用弹簧圆规和点化规,特大圆可以使用加长杆。
五、曲线板。
曲线板是用来画非圆曲线的工具,它的轮廓线是由多段不同曲率半径的曲线组成。
画图时,先找出曲线上的若干点,再徒手用铅笔轻轻地把各点连起来。
为使曲线光滑,最好每次有4个点与曲线吻合先画1到3之间再画3到4之间直至画出光滑的曲线。
六、铅笔。
铅笔软硬用B和H表示。
B前数字越大表示越软,H则相反。
一般要多准备几种铅笔,画粗实线用B或2B,画细线或写字用H或HB。
用于画粗实线的铅笔应该磨成矩形,而其他的一般磨成锥型即可。
画线时应该使铅笔前后方向与直纸面垂直,保持与前进方向30度左右的角度,铅芯紧靠尺边,用力均匀,速度适中。
有一定经验后可以很轻松的画出粗细一致颜色深浅一致的直线,因此需要我们多加练习。
七、钢直尺。
不仅在机械行业上,在很多行业中都涉及到长度的测量,直尺就是很常见的测量工具,其中钢直尺就是使用非常普遍的测绘工具,但小编发现,在生活中其实我们在使用钢直尺上有很多的误区,或许不会导致大的误差但那样的做法毕竟不是很专业。
因此小编发表本文引导大家从简单做起,从小事做起,培养良好的职业习惯。
钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1是常用的150 mm钢直尺。
图1-1 150 mm钢直尺
钢直尺用于测量零件的长度尺寸(图1-2),它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
(a)
(b)
(c)
(d)
(e)
(f)
图1-2 钢直尺的使用方法
a)量长度 b)量螺距 c)量宽度 d)量内孔 e)量深度 f)划
线
如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。