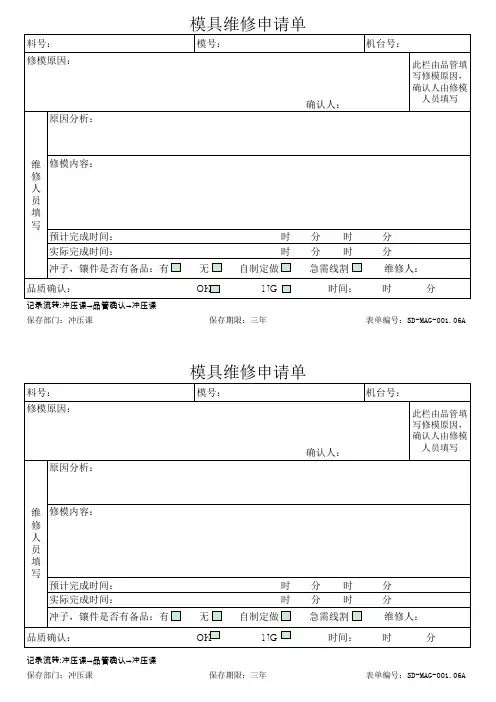
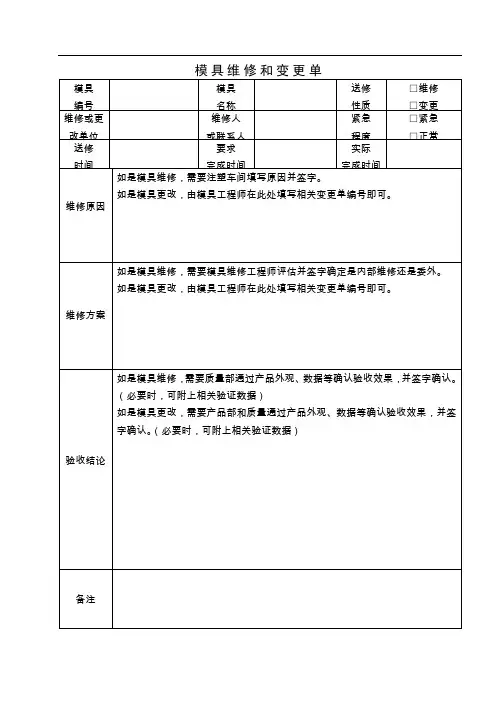
模具维修单
- 格式:xls
- 大小:47.50 KB
- 文档页数:1
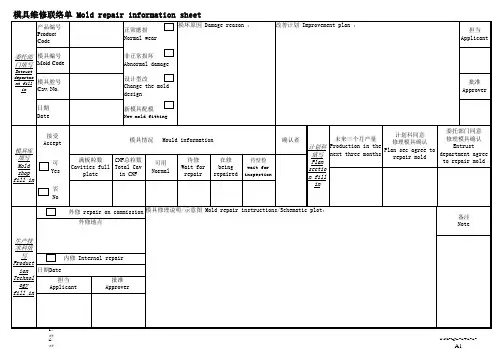

序号时间型号模具名称修改类型负责修 改 类 容要求时间12011.05.05YLP05YLP05扳机修模注塑部模具模腔开裂,飞边多2011.05.092011.05.1022011.05.06YLS01YLS01弯头修模注塑部1#u形销孔飞边,2#.3#φ5.7内径拉毛2011.05.142011.05.1532011.05.07YLG08YLG08进水单向阀座修模注塑部合模线粗,上下端有飞边2011.05.92011.05.1042011.05.10SUPER SUPER大线卡修模注塑部产品未取压模(模具压坏)2011.06.252011.06.2652011.05.12YLP08YLP08快速U形销座修模注塑部其中一个产品顶出拉白2011.05.112011.05.1262011.05.12MK150MK150枪挂架修模注塑部模具表面蚀纹划伤2011.05.142011.05.1572011.05.12YLG02A YLG02A扳机修模注塑部毛边大,错位,有一只顶针飞边2011.05.112011.05.1282011.05.12YLS01YLS01弯头(新模)修模注塑部模具压模.四个滑块芯子压坏2011.05.172011.05.1892011.05.16YLP01YLP01塑料螺母修模注塑部1#模孔内拉毛2011.05.192011.05.20102011.05.16YLP11YLP11塑料螺母修模注塑部2#穴φ4孔内飞边2011.05.192011.05.20112011.05.19SY-88/96B 88/96下支架修模注塑部螺钉柱断一根,无法装配2011.05.202011.05.21122011.05.20YLG06YLG06长旋转螺母修模注塑部卡件过小,把前模钳坏2011.05.212011.05.22132011.05.20YLP11YLP11出水单向阀底座修模注塑部产品长毛边2011.05.212011.05.22142011.05.22YLQ5.32YLQ5.32开关装饰板修模注塑部司筒针断 2011.05.212011.05.22152011.05.25YLP01YLP01溢流阀芯修模注塑部端部飞边,杆部划伤2011.05.252011.05.26162011.05.25YLP01YLP01单向阀芯修模注塑部生产中4#穴产品偏心2011.05.252011.05.26172011.05.25W800W800上支架修模注塑部碳刷孔披风,2#穴碳刷孔下面胶位薄2011.05.272011.05.28182011.05.27YLG05A YLG05A高低压旋转套修模注塑部滑块芯子短,造成孔不通2011.05.272011.05.28192011.05.27YLFJ-AR YLFJ-AR母接头修模注塑部顶针断,2011.05.272011.05.28202011.05.27YLG02YLG02喷嘴座修模注塑部合模线大,O型圈飞边大,以及4个模号U型销槽尺寸2011.05.282011.05.29212011.05.27YLQ22YLQ22出水面板修模注塑部产品缩影大,顶白,工艺难调,2011.05.272011.05.28222011.05.27SY-88/96C 88/96C下支架修模注塑部装配打螺丝孔偏小,2011.05.292011.05.30232011.05.28Ready2Ready2后壳修模注塑部排气不良,及一侧多胶2011.05.292011.05.30242011.05.31SY-8888风罩修模注塑部模具滑块断裂,重新加工研配2011.06.112011.06.12252011.05.30YLG04YLG04左右枪壳修模注塑部枪壳卡扳机2011.06.002011.06.01262011.05.20YLG05YLG05旋转套修模注塑部生产中顶板咬死2011.05.292011.05.30模 具 维 修 清 单维修小时模具技改记录打开。
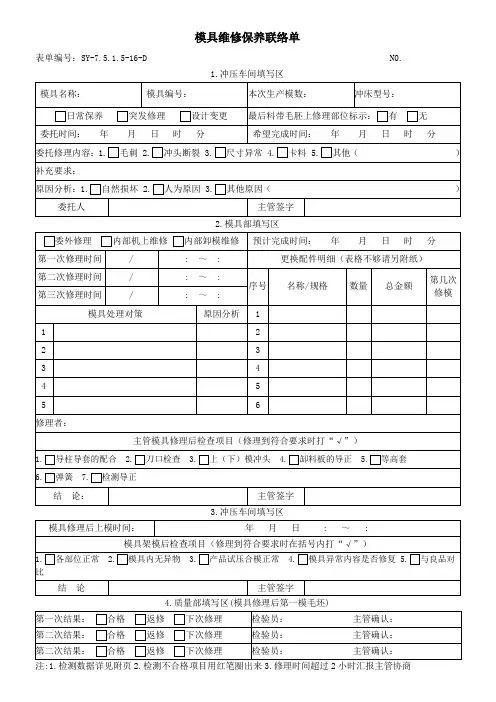
模具维修保养联络单表单编号:SY-7.5.1.5-16-D N0.1.冲压车间填写区模具名称:模具编号:本次生产模数:冲床型号:日常保养突发修理设计变更最后料带毛胚上修理部位标示:有无委托时间:年月日时分希望完成时间:年月日时分委托修理内容:1.毛刺 2.冲头断裂 3.尺寸异常 4.卡料 5.其他()补充要求:原因分析:1.自然损坏 2.人为原因 3.其他原因()委托人主管签字2.模具部填写区委外修理内部机上维修内部卸模维修预计完成时间:年月日时分第一次修理时间/ : ~ : 更换配件明细(表格不够请另附纸)第二次修理时间/ : ~ :序号名称/规格数量总金额第几次修模第三次修理时间/ : ~ :模具处理对策原因分析 11 22 33 44 55 6修理者:主管模具修理后检查项目(修理到符合要求时打“√”)1.导柱导套的配合2.刀口检查3.上(下)模冲头4.缷料板的导正5.等高套6.弹簧7.检测导正结论:主管签字3.冲压车间填写区模具修理后上模时间:年月日 : ~ :模具架模后检查项目(修理到符合要求时在括号内打“√”)1.各部位正常2.模具内无异物3.产品试压合模正常4.模具异常内容是否修复5.与良品对比结论主管签字4.质量部填写区(模具修理后第一模毛坯)第一次结果:合格返修下次修理检验员:主管确认:第二次结果:合格返修下次修理检验员:主管确认:第二次结果:合格返修下次修理检验员:主管确认:注:1.检测数据详见附页2.检测不合格项目用红笔圈出来3.修理时间超过2小时汇报主管协商。
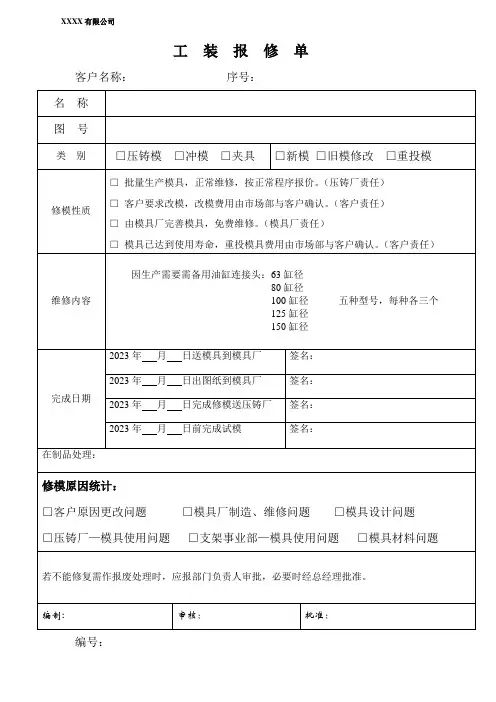
工装模具开制维修申请单我想向贵公司申请制作和维修工装模具的事宜,特此函告。
我是一名有多年工装模具制作和维修经验的专业技术人员,曾从事类似工作10余年,熟悉各种工装模具的制作和维修流程。
为了更好地提高我司的生产效率和产品质量,我建议我们应该制作一些定制的工装模具,以满足我们日益增长的生产需求。
首先,我将详细列出这些工装模具的种类及其用途,然后将说明为何需要制作新的工装模具,最后将详细描述所需工装模具的技术要求和制作流程。
工装模具种类及其用途:1.注塑模具:用于生产塑料制品,如注塑盒、注塑零件等。
2.压铸模具:用于生产金属制品,如汽车零配件、家电零件等。
3.冲压模具:用于冲压加工各种金属材料,如线材、薄板等。
4.浇铸模具:用于生产铸件,如汽车发动机零件、航天器零件等。
5.压模具:用于压制各种硬材料,如压片机、压胶机等。
为何需要制作新的工装模具:1.目前我们使用的工装模具已经损耗严重,不再能够满足我们的生产需求。
虽然我们可以继续使用修补了多次的模具,但其生产效率和制品质量将无法得到保证。
2.随着公司业务的发展,我们需要生产更多种类的产品,而现有的工装模具已经无法满足这些要求。
制作新的工装模具可以提高产品的生产速度和质量,提高公司的竞争力。
工装模具的技术要求和制作流程:1.在制作新的工装模具之前,我们需要进行详细的需求调研和设计方案制定。
这包括确定所需制作的模具种类、规格和用途。
2.在确认设计方案后,我们将寻找专业的制模厂进行加工制作。
制作的过程包括材料选择、加工工艺确定、数控机床加工等。
3.制作完成后,我们将进行严格的质检和测试,确保工装模具的质量和性能符合要求。
4.维修工装模具的过程与制作类似,但需要根据具体损坏情况进行修复或替换部件。
5.在使用工装模具期间,我们将维护好工装模具,并根据需要进行定期的保养和维修,以确保其长期的使用寿命。
综上所述,制作和维修工装模具对于提高生产效率和产品质量至关重要。