印刷厂品质控制流程图
- 格式:doc
- 大小:33.00 KB
- 文档页数:1
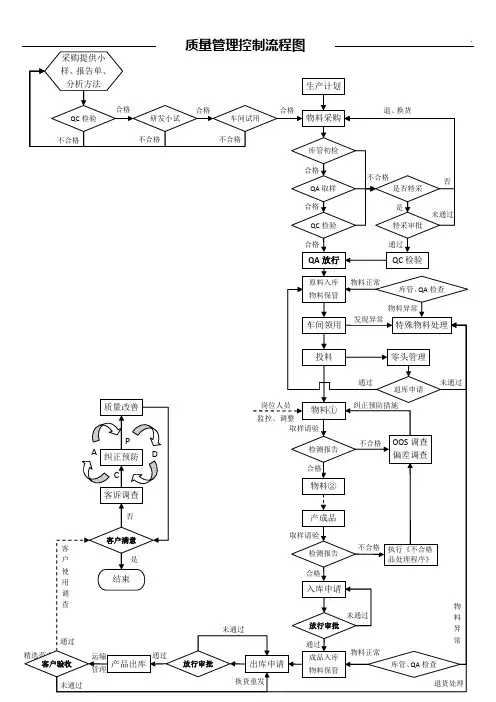
流程说明:1.采购员在新增或变更供应商时,须执行《供应商质量审计管理规程》SMP-HR-0403,《变更控制程序》SMP-HR-0415,只有车间试用合格后才能评为合格供应商;2.采购员在采购原辅料时,须执行《物料采购管理规程》SMP-HR-0309;各部门、车间、科室申报采购计划均执行本规程,采购员填写《物料采购台帐》;3.原材料验收执行《物料验收管理规程》SMP-HR-0310,不合格原材料按照《不合格品处理程序》SMP-HR-0418执行(包括特采申请和审批),库管及时更新台帐、货位卡,做到帐卡物一致;4.原材料只有经过QA开具《原材料放行单》后才能入库。
入库前固体桶装液体可卸至待检区,槽车液体必须放行后才能卸车;5.物料保管参照仓库五距要求及市场部仓库管理相关程序执行;6.车间领料每批须验看《原材料放行单》,底物和部分主要原料还要有质量部的质检报告单;7.换产品时,不用的零头(余料)须退库。
退库程序参照《车间结退料管理规程》SMP-HR-0212;8.在库物料检查异常时,须反馈给质量部;9.生产部应制订制程物料内控标准,化验室对制程物料检验出具报告单,工序间交料须达到内控标准,下工序有权拒接不达标的上工序物料;10.制程物料检验超标时,车间负责人应及时采取纠正措施,并写出纠正预防报告交质量部审核;11.产成品只有取得检验合格报告单后才能申请入库,只有得到生产部、质量管理部放行审批通过后,仓库才能接收;12.产品出库时,须质量部和公司领导审批通过才能放行;13.销售应制订运输管理规程;14.销售应填写销售台账,并跟踪客户使用情况,及时向质量部反馈客诉。
15.。
印刷品质量控制流程
介绍
本文档旨在介绍印刷品质量控制流程,确保产品的印刷质量符合标准和客户要求。
流程步骤
1. 文档准备阶段
- 与客户沟通,确认印刷要求和规格
- 收集必要的设计和文档文件
- 确认印刷材料的准备情况
2. 准备印版和印刷设备
- 检查印版的完整性和准确性
- 校准印刷设备,确保其工作正常
3. 印刷前的准备
- 检查印刷材料的质量和适用性
- 确定适当的颜色标准
- 校对设计和文本文件,确保没有错误
4. 开始印刷
- 运行试样印刷,确保印刷品质量良好- 监控印刷过程,及时调整印刷参数
- 检查印刷品的颜色、清晰度和精度
5. 印刷后的质量检查
- 检查印刷品的完整性和准确性
- 检查纸张的干湿程度是否合适
- 检查印刷品的色彩是否与要求相符
6. 包装和交付
- 为印刷品提供适当的包装,以防止损坏- 核对订单和交货清单
- 安排适当的交付方式
注意事项
- 在整个流程中,严格按照印刷质量控制标准进行操作。
- 协调好各个环节的工作人员,确保流程的连贯性和协作性。
- 如果发现质量问题,立即采取纠正措施以确保最终产品符合标准。
以上是印刷品质量控制流程的简要概述,通过遵循这个流程,能够提高印刷品质量并满足客户需求。
产品质量控制流程图 (全图)产品质量控制流程图 (全图)本文档详细描述了产品质量控制的流程图,旨在确保产品的质量得到有效的管理和控制。
以下是产品质量控制的各个环节的细化说明。
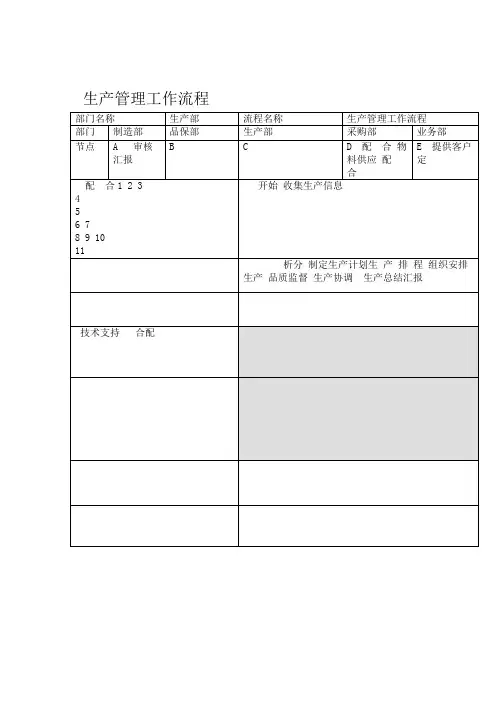
1:产品设计阶段1.1 开展市场调研和需求分析1.2 制定产品设计规格和功能要求1.3 进行产品设计方案评审1.4 完成产品设计方案2:原材料采购阶段2.1 制定原材料采购标准和要求2.2 寻找并筛选合格的供应商2.3 进行原材料的样品测试和评估2.4 签订原材料供应合同3:生产过程控制阶段3.1 制定生产操作规程和流程控制标准3.2 进行生产设备和工艺流程的校验和验证 3.3 建立质量监控行为准则和培训体系3.4 进行生产过程中关键要素的抽样检验4:产品检验和测试阶段4.1 制定产品检验和测试方法和标准4.2 进行产品的抽样检验和全面测试4.3 记录和分析产品的质量数据4.4 对不合格产品进行追溯和处理5:产品包装和出厂检验阶段5.1 制定产品包装标准和要求5.2 进行产品包装和标识5.3 进行出厂前的最终检验和验证5.4 出厂前对产品进行样品检测和取证保存6:售后服务和反馈阶段6.1 建立售后服务体系和客户反馈机制6.2 进行客户满意度调查和分析6.3 进行产品质量改进和持续优化附件:本文档涉及以下附件:附件1:产品设计方案附件2:原材料供应合同附件3:生产操作规程和流程控制标准附件4:产品检验和测试方法和标准附件5:产品包装标准附件6:售后服务记录和客户反馈报告法律名词及注释:1:合同:根据法律规定,由双方自愿达成的具有法律约束力的协议或约定。
2:抽样检验:从一批产品或原材料中随机抽取样本进行检验的过程。
3:追溯:根据产品相应的记录和信息,追查产品的生产和销售过程,以确定其质量和合规性。
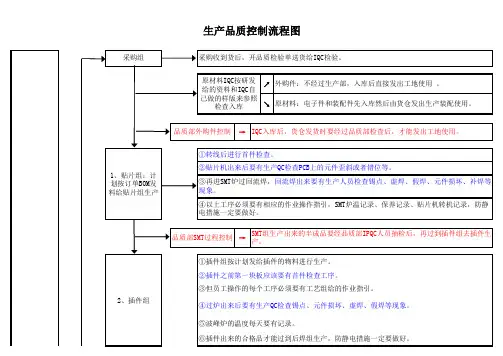
↗外购件:不经过生产部,入库后直接发出工地使用 。
↘原材料:电子件和装配件先入库然后由货仓发出生产装配使用。
2、插件组1、贴片组:计划按订单BOM发料给贴片组生产采购组①转线后进行首件检查。
②插件之前第一块板应该要有首件检查工序。
品质部SMT过程控制①插件组按计划发给插件的物料进行生产。
⑥插件出来的合格品才能过到后焊组生产,防静电措施一定要做好。
②贴片机出来后要有生产QC检查PCB上的元件歪斜或者错位等。
③再进SMT 炉过回流焊,回流焊出来要有生产人员检查锡点、虚焊、假焊、元件损坏、补焊等现象。
→SMT组生产出来的半成品要经品质部IPQC人员抽检后,再过到插件组去插件生产。
③但员工操作的每个工序必须要有工艺组给的作业指引。
⑤波峰炉的温度每天要有记录。
④过炉出来后要有生产QC检查锡点、元件损坏、虚焊、假焊等现象。
生产品质控制流程图④以上工序必须要有相应的作业操作指引,SMT炉温记录、保养记录、贴片机转机记录,防静电措施一定要做好。
原材料IQC按研发给的资料和IQC自己做的样版来参照检查入库采购收到货后,开品质检验单送货给IQC检验。
品质部外购件控制→IQC入库后,货仓发货时要经过品质部检查后,才能发出工地使用。
↗↘↓②工控:清洗后要经品质部IPQC检查过,再送到测试组测试,品质部QC要检查后做记录才能入库。
↓↓③后焊组生产出来的合格品才能给品质部IPQC抽检,抽检后才能给测试组测试。
→①后焊组操作员工必须要按工艺提供的作业指引操作,以免焊错、焊坏元件,焊坏PCB,要注意元件脚的高度。
②有些元件必须要恒温烙铁焊接的一定要用恒温烙铁。
④烙铁的温度每天要有记录。
⑤防静电措施一定要做好,以免烧坏IC等元件。
生产部测试组首次测试出来的合格品必须去老化房老化,老化后的产品再次测试。
成品测试组接到生产成品时必须全检测试,测试的不良品报告要反馈给工艺组PE 分析原因,不良品送到维修组去维修,后焊组出来的产品送到半成品测试组测试,测试出来的不良品送到维修组维修,测试产品时一定要有测试记录,维修和测试出来的不良品记录要提供给工艺组PE 分析坏机原因,并跟进。
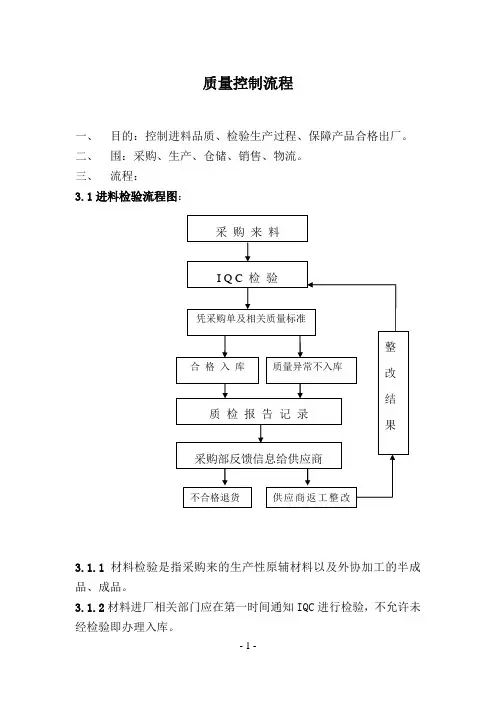
质量控制流程一、目的:控制进料品质、检验生产过程、保障产品合格出厂。
二、围:采购、生产、仓储、销售、物流。
三、流程:3.1进料检验流程图:3.1.1材料检验是指采购来的生产性原辅材料以及外协加工的半成品、成品。
3.1.2材料进厂相关部门应在第一时间通知IQC进行检验,不允许未经检验即办理入库。
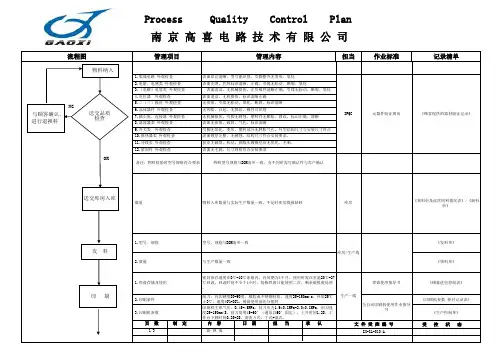
3.1.3检验依据和标准:3.1.3.1客户要求质量标准或样品;3.1.3.2与供应商双方确认标准;3.1.3.3与采购单相符;3.1.3.4行业标准和国家标准。
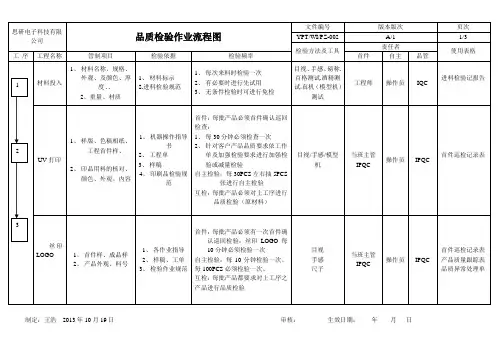
3.1.4抽检方法:3.1.4.1主要原辅材料、纸、胶水、膜、亮皮、油墨、淀粉;按每批到货50件以的不低于3件,100件以的不低于5件,100件以上的每增加100件须增加3件,有包装的每件不低于3-5包。
3.1.4.2化工类材料项目中的环保性和保质期抽检率不低于20﹪。
3.1.4.3从运输工具的上、中、下、左、右不同的地方抽样。
3.1.5检验合格处理流程:检验合格后的材料填写进料检验记录表,通知仓库入库同时在入库单上签字。
3.1.6检验异常处理流程:检验有质量异常的材料不能入库,立刻填写原辅材料采购质量异常报告,详细说明质量异常原因。
3.1.6.1名称不符,级别不同,规格错误拒收;3.1.6.2有明确要求的标准与实物不符拒收;3.1.6.3过保质期或即将到保质期拒收;3.1.6.4有破损、部分受潮、散落等能够通过返工的,整改后复检合格的可入库;由IQC跟踪其使用情况,发现异常及时处理。
3.1.6.5填写采购质量异常信息反馈表给采购部,由采购部通知供应商整改;3.1.6.6不良品整改结果复检报告和不合格品退货报告。
3.2生产过程检验流程图3.2.1生产签样(首检)公司生产各工序首件签样实行三级确认制,既机长/组长、车间主任、IPQC三级确认,经过三方确认后机台/班组方可正式生产。
3.2.1.1生产或插单后再生产或转机台再生产过程中,车间主任主动跟进机台生产状况,根据样稿、蓝图及工单要求,对产品质量进行检查,确认无任何问题后签生产样,印刷和模切工序,车间主任需对照《签样确认表》容逐一检查并签字确认。
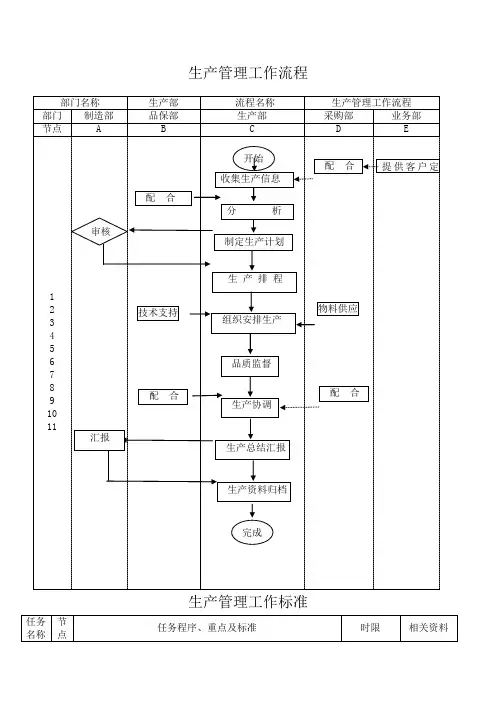
部门名称部门制造部节点 A生产管理工作流程生产部流程名称品保部生产部B C开始采集生产信息生产管理工作流程采买部业务部D E配合供给客户定审查12345678配合技术支持分析拟订生产计划生产排程组织安排生产质量监察物料供给91011报告任务节名称点配合生产协调生产总结报告生产资料归档达成生产管理工作标准任务程序、要点及标准配合时限有关资料采集生产信息拟订生产计划组织生产生产控制生产总结报告程序生产部从业务部收取生产方面的信息并进行汇总依状况而定业务部供给客户定单以及交货日期,特别讯息随时原资料供品保部监察配合生产部门的检查工作随时应、产能等要点方面的信生产信息的采集汇总息资料标准信息采集全面、实时、正确程序生产部对汇总的生产信息进行生产规划依状况而定依据公司的生产能力、业务部客户定单和公司惯例计划要 5 个工作日1、公司产求,生产部拟订生产计划内能信息生产管束计划排程交制造部经理审查 3 个工作日2、客户定内单要点3、公司经生产计划的编制营计划标准计划全面、可行程序生产部依据生产计划进行生产排程,安排各项任务的生产时依状况而定间和交接时间生产部组织生产,安排负责人员、场所、设施,剖析技术难随时点,预防品责问题的出现等品保部为生产供给技术保障和技术支持随时生产计划采买保证生产原料与所需物质的供给随时要点生产的排程与组织标准按计划次序、井井有条地进行程序生产管理人员负责对生产过程、生产进度、物质供给等状况随时1、生产计进行监察、控制划生产部负责生产过程中的协调工作,保证生产顺利进行随时2、生产进品保部踊跃配合生产部的工作,实时解决生产过程中出现的随时度报表技术问题3、基层管采买部按生产部的要求正确、实时供给生产所需物质随时理人员要点和生产生产过程的监察、控制与协调人员情标准况报告按计划有序进行程序1、生产计生产工作按计划达成后,生产部应付整个阶段的生产过程进即时划达成行全面的总结与评估,并向有关领导报告状况对生产过程中的有关资料进行整理、存档即时2、生产进要点度报表生产过程状况及问题的总结标准生产总结客观、实时、全面。