半自磨锻造衬板
- 格式:pdf
- 大小:279.86 KB
- 文档页数:1
第44卷第2期2020年4月中国钮业CHIA MOLYBDENUM IDUSTRYVai.44Nc.2Ape2020金堆城,业汝阳公司提高半自磨运转率和台时效率的实践高威海(金堆城(业汝阳有限责任公司,河南汝阳471200)摘要:针对金堆城(业汝阳公司选矿二厂半自磨运转率及台时效率都非常低的生产状况,汝阳公司采取了降低半自磨的供矿粒度、试用高强度耐磨衬板、优化钢球添加等主要措施,取得了良好的效果,经济效益显著&关键词:半自磨运转率;台时效率;半自磨的供矿粒度;高强度耐磨衬板;冲击力DOI:10.13384//cnki.cmi.1006-2602.2020.02.009中图分类号:TD954文献标识码:A文章编号:1006-2602(2020)02-0038-03PRACTICE OF IMPROVING SAG RUNNING RATE AND MACHINE EFFICIENCYIN RUYANG COMPANYGAO Wei-hai(Jinduicheng Molybdenum Group C o.,Ltd.,Ruyang471200,Henan,China)Abstract:In view of tie production situation that the SAG operation rate and the machine efficOncy are very low in N o.2Dressing Plant of Ruyang Company,some main mesuvs has been taken,such as reducing tie SAG ore sup-piy grain size,trying out the high-strengti wesr-resistant lining board,optioizing the sted bPi addition,etc.,and very siani0cant results and economic benefits have been achieved-Key words:SAG running rate;machine efficOncy;feed paVicie size of SAG mill;high strength weyr-resistant lining;impact force1问题的提出金堆城(业汝阳公司选矿二厂建成于2015年6月,并于当月投产试车。
半自磨机筒体衬板磨损分析与研究摘要:半自磨机是一种大型自动化磨矿设备,具备规格大、处理能力强、磨矿效率高、工艺简单等特点。
因此,其应用范围逐渐扩大成为当前矿产领域中常见的设备之一。
在半自磨机的结构构成当中,筒体衬板是其主要构成元件之一,也是影响自磨机性能的关键部件,但由于半自磨机衬板所处工况环境比较复杂,整个工作过程当中不仅要受到浆料的冲击和磨损,同时也要受到严重的侵蚀,而频繁的维修、更换不仅会造成资源浪费,还会造成设备运转率的下降。
为此,对半自磨机筒体衬板磨损进行分析与研究,确定其磨损原因并提出相关优化策略,对提升半自磨机工作效率实现资源优化有着十分积极的意义。
关键词:半自磨机筒体衬板磨损分析高压变频器优化策略前言半自磨机是磨矿工艺流程当中的核心设备之一,具有冲击破碎和研磨的双重特征,因此被广泛应用处理不同硬度以及不同强度的矿物磨损当中。
可以说,半自磨机的应用直接影响到矿山的运行成本和经济效益,所以提升其工作性能,减少停机时间十分有必要。
筒体衬板磨损是造成磨机停机的主要原因之一,但在实际的工作过程当中在冲击和磨削作用力下,衬板磨损不可避免。
因此,只有提升其韧性和抗冲击性,才能够从根本上提高其使用寿命,促成设备运转率提升。
1.半自磨机工作原理作为一种自动化磨矿设备,自磨机兼具破碎和粉磨的双重功能,自磨机的工作过程当中通过电机传动实现机械运转,进而带动矿石转动,并在矿石自身相互的冲击和磨削作用力下实现粉碎功能。
该过程当中不需要加入任何的磨矿介质,被磨矿石本身就是一种介质。
而半自磨机与自磨机最大的不同点就是会在磨削的过程当中加入少量钢球,因此在机械运转的过程当中,会利用被磨物料本身的碰撞以及钢球的作用力实现粉碎,加入钢球的半自磨机在处理能力上大有提高,相应的能耗也会降低,不过因为钢球的存在,衬板磨损率会有所提升。
筒体衬板是半自磨机的主要构成元件之一,其作用在于保护筒体,减少筒体本身受研磨体以物料的冲击和摩擦,而除了保护作用之外,筒体衬板对于研磨体的运动规律也有着一定程度的影响,所以可以通过衬板的调整来实现运动状态的调整。

自磨和半自磨技术的进展概述自磨/半自磨技术自20世纪50~60年代在选矿厂得到工业应用以来,经历了半个世纪的摸索、改进和研究,以及广大从业人员的不断努力,已经从一个有不断争议的技术,日趋发展成了成熟可靠的技术。
在世界各国,无论是新建,还是扩建以及老厂的改造。
都几乎要用自磨/半自磨技术。
可以说,自磨/半自磨技术已经成为选矿领域的常规工艺了。
自磨/半自磨技术不仅简化了选矿厂的工艺流程,改善了操作条件,减轻了劳动强度,更有利于环境。
不仅减少了建厂的基建费用,而且往往降低了生产运营成本,更利于实现选矿厂的自动化。
自磨/半自磨技术发展到今天,不仅设备更加大型化,而且采用的工艺流程也更加多样化,其中包括磨机本身的传动配置和变速运行,这些又促进了机械和电气行业的发展。
同时选矿工作在不断地应用最新的科技手段来研究这一技术,特别是用计算机模拟和编程来确定自磨/半自磨的工艺流程和设备的选型。
不再需要费时又费钱的成百上千吨矿样规模的半工业性试验,而只需要少量的矿样,甚至岩芯样,测定矿石碎磨的基本特性,就能完成工艺流程和设备选型的研究,使该技术建立在更加科学的基础之上。
与任何事物都有两面性一样,尽管自磨/半自磨技术发展至今,取得了成功,但并不是对所有的矿石都能适应。
在处理特别坚韧的矿石时,也出现了困难,在经济上也受到了新近在选矿厂得以应用的高压辊磨技术的挑战。
2006年9月23日至27日在加拿大温哥华召开了“2006国际自磨/半自磨会议”。
这次会议出版了四卷论文集(会议论文集题录已在《国外金属矿选矿》杂志2007年第二期上发表)。
虽然不能是全面总结自磨/半自磨技术的发展历程,但也从多方面阐述了该技术的现状和发展趋势。
本文只是根据这些论文和所掌握的相关信息作综合阐述。
以期引起国内同行对该技术的关注,使该技术也能在中华大地重新兴旺起来。
2,自磨/半自磨设备的大型化和结构革新的趋势自从1987年第一台传动功率为15000马力的环形电动机或称无齿轮传动装置用于智利的丘基卡马塔铜矿的ψ10.98 m×5.18 m(36×17英尺)半自磨机以来(其实环形电动机在上世纪70年代初就已用于水泥工业了)。
一、工程概况1.工程简介武山铜矿半自磨技术改造工程,磨浮车间内拆除两台磨机,在原基础上进行基础加固,新安装两台φ5.8×1.8m半自磨机,均为中信重工机械股份有限公司制造。
厂房内原有一台32t桥式起重机。
半自磨机筒体为一节,大齿轮由2片组成,进出料端盖,进出料中空轴。
2.磨机主要组成部分。
主要由给矿小车、主轴承座、筒体、大齿圈、衬板、传动装置、慢速驱动装置、润滑系统、齿轮喷油系统、进、出料装置、主电机和气动离合器和电控等部分组成。
二、施工工序流程拆除施工工序流程拆除前的准备→进料端小车等拆除→出料端筛体等拆除→磨机电机拆除→衬板拆除→筒体弧形托座支撑→小齿轮拆除→大齿轮拆除→中空轴拆除→半筒体拆除→另一半筒体拆除→主轴承座拆除→润滑系统拆除安装施工工序流程施工前的准备→基础验收→设备验收(含各部件尺寸测量) →基础放线→付底板安装→底座一次找正→底座一次灌浆→基础养护→一次精调→二次精调→安装主轴承底座→筒体安装→润滑系统安装→筒体就位→二次灌浆→齿圈安装→慢驱装置安装→衬板安装→传动装置安装→电气设备安装→调试→单机无负荷运转三、施工准备施工之前,应做好如下准备工作:熟悉施工图纸,熟悉设备资料,熟悉施工现场。
准备好安装用的垫铁及其他施工用工机具及材料准备,做好现场运输场地平整。
四、主要工机具五、原磨机设备拆除:1、磨机拆除前,落实好磨机与其他设备及工艺的连接是否已断开,如:冷却水管、电源等(磨机慢驱及润滑站电源先不断)。
2、由于磨机本体重量超过行车的额定起吊量限制,因此磨机需全面分解拆除。
3、磨机进、出料端连接部件及电机拆除磨机进料小车,出料筛体拆除4、磨机衬板拆除磨机衬板包括衬板螺栓共计有约40.312t重,因此磨机衬板需全部拆除。
衬板拆除需继续使用慢驱盘动磨机筒体,以方便衬板拆除。
衬板全部松开后用慢驱盘车,使衬板全部落于下半筒体中,下半筒体法兰面处于水平位置。
5、筒体临时支撑磨机筒体临时用弧形托座支撑,并顶起使中空轴轴颈下表面离开轴瓦200mm,以方便拆除中空轴。
半自磨机衬板安装方案XX公司铜冶炼基地项目工程总承包建筑及安装工程施工渣选区半自磨机衬板安装施工专项施工方案编制单位:编制:审核:批准:日期:2018年 8月 1日一、概况根据半自磨机厂家中信重工机械股份有限公司提供的半自磨机衬板部图纸,半自磨机衬板由进料端衬板、筒体衬板、出料端衬板组成。
进料端衬板从外到中心分三环,每环数量各15块,小计45块。
每块衬板用螺栓与端盖连接固定;端面与筒体衬板交接处的进料端填料16块。
共计61块。
筒体衬板从进料端至出料端共分为三种,数量为40-80-40,共160块。
衬板贴紧筒壁橡胶衬垫,由相邻两块衬板之间的压条与筒壁螺栓连接后楔紧。
压条根据断面尺寸区分为两种,环向交叉布置,压条数量为20/20-40/40-20/20,共160块。
筒体衬板与压条共计320块。
出料衬板从从外到中心分三环,外环及中环为簸箕板及格子板,簸箕板贴紧端盖壁,格子板压簸箕板外侧后穿螺栓与端盖壁固定。
数量为16/16-16/16,共64块。
内环为橡胶槽板,数量为7块,通过螺栓与端盖壁固定。
端面与筒体衬板交接处的出料端填料16块。
衬板及填料共计87件。
二、衬板安装需具备的条件及准备工作1、衬板安装前半自磨机设备安装应具备的条件:⑴半自磨机筒体、大齿轮、小齿轮、慢驱传动、减速机、电动机安装及精调完成并完成二次灌浆。
⑵主轴承润滑站系统机电安装加注润滑油及调试,并确保运转正常。
⑶主轴承润滑系统工作运行后检查浮起量为0.5~1mm,并记录对应的油压值。
⑷大齿喷雾润滑系统、主轴承干油密封系统安装完毕。
⑸慢驱电气安装完成并检查调试,开启主轴承润滑系统,确保慢驱状态下筒体正常运转,并适当调整好慢驱抱闸抱紧程度。
⑹调试筒体顶升装置,安装衬板前适当顶升筒体0.5~1mm。
以防衬板安装过程中重心偏心后筒体自转导致轴瓦受损及造成筒体内作业人员的伤害。
2、衬板安装准备工作:⑴组织安装人员熟悉图纸;组织厂家技术服务人员和项目技术人员对施工作业人员进行技术交底。
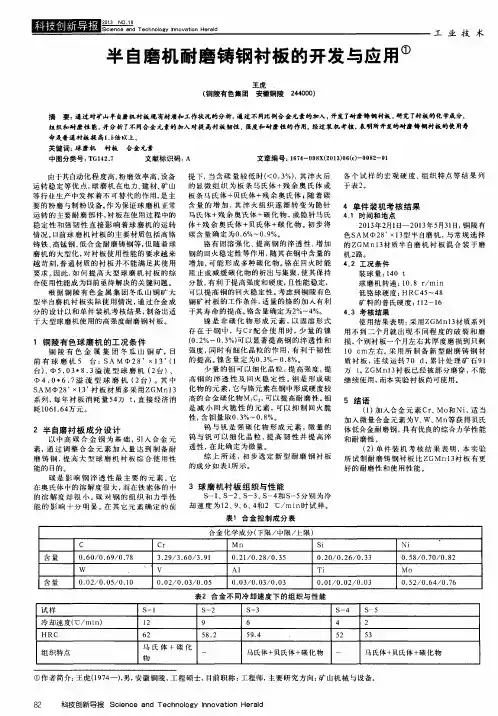
高耐磨铬钼钢磨机衬板的研究与应用发布时间:2023-01-13T08:27:29.386Z 来源:《中国科技信息》2022年16期第8月作者:杨瑶[导读] 本文介绍了采用ZG50-I高耐磨铬钼钢磨材质制作衬板,针对半自磨机与球磨机磨矿原理不同设计出不同种类衬板合理的硬度值区间杨瑶山西中条山机电设备有限公司山西运城 043700摘要本文介绍了采用ZG50-I高耐磨铬钼钢磨材质制作衬板,针对半自磨机与球磨机磨矿原理不同设计出不同种类衬板合理的硬度值区间,研究其耐磨性能,并根据衬板结构的不同控制其铸造和热处理过程产生的变形。
关键词高耐磨铬钼钢化学成分硬度冲击韧性1 前言随着能源费用的增长,矿山品位的下降,降低建设投资和生产费用是世界各国矿山工业面临的一个重要课题。
采用高效大型磨矿设备是近年来选矿厂建设的主要方向。
但随着磨矿设备的大型化,衬板、齿板、轧臼壁和破碎壁等磨损易耗件的尺寸增加,所受到的冲击力大,磨损量显著增加,使用寿命明显缩短,已经成为高效大型磨矿设备发展的一个瓶颈。
因此开发新型耐磨材料,在降低设备运行能耗的基础上,提高耐磨件的寿命和耐冲击能力,确保大型设备安全高效运行,不仅可以大幅降低金属材料的消耗,而且对于提高生产效率、保证设备和人员的安全、降低生产成本、节约资源和能源具有重要意义。
2 球磨机与半自磨机工作原理球磨机是由水平的筒体,进出料空心轴及磨头等部分组成,筒体为长的圆筒,筒内装有研磨体,筒体为钢板制造,由钢制衬板与筒体固定,研磨体一般为钢制圆球,并按不同直径和一定比例装入筒中,研磨体也可用钢段。
根据研磨物料的粒度加以选择,物料由球磨机进料端空心轴装入筒体内,当球磨机筒体转动时候,研磨体由于惯性和离心力作用,摩擦力的作用,使它附在筒体衬板上被筒体带走,当被带到一定的高度时候,由于其本身的重力作用而被抛落,下落的研磨体像抛射体一样将筒体内的物料给击碎。
半自磨机和球磨机同属卧式放置的筒式磨矿设备。
矿物加工中半自磨(自磨)工艺存在的问题及建议1.前言半自磨(自磨)磨机是一种具有粉碎和磨矿双重功能、一机两用的设备,以矿石本身作磨矿介质的是全自磨(AG),加入适量钢球作磨矿介质的是半自磨(SAG)。
自磨工艺流程可划分为自磨(AG)流程,自磨+球磨(AB)流程,自磨+球磨+顽石破碎(ABC)流程,自磨+砾磨(AP)流程,自磨+砾磨+破碎(APC)流程。
半自磨工艺流程可划分为半自磨(SAG)流程,半自磨+球磨(SAB)流程,半自磨+球磨+破碎(SABC)流程。
半自磨(自磨)技术日臻成熟,半自磨(自磨)工艺流程已经成为流程先进可靠,设备大型高效,投资省见效快,无粉尘污染,粉磨流程短,改善浮选环境,消除或降低铁离子对有用矿物的污染,对黏性、含水率高的矿物磨矿效果更适应,特别受1000万t /a以上的大型选厂青睐的工艺流程,使自磨、半自磨技术得到迅猛发展。
2.存在的问题2.1、控制水平要求高由于半自磨(自磨)机磨矿的特点,使得半自磨(自磨)回路投料初期,有一个对回路的性能(特别是半自磨(自磨)机对应于所处理矿石的性质波动)的熟悉与调整的过程。
该过程一般约为常规碎磨流程的二倍。
同时,由于半自磨(自磨)机的易损件的结构参数以及磨机和回路的运行参数需根据矿石性质(特别是硬度)的变化进行统计调整和磨合,因此,要求磨机本身和回路的控制系统对运行参数变化的敏感性要高,以便于在矿石性质发生变化时,能够及时调整,保证整个回路运行的稳定性。
2.2、磨矿过程难以稳定由于半自磨(自磨)机内的磨矿介质是矿石自身,矿石性质的变化(矿石强度及矿料粒度组成)必然使破碎行为主体的磨矿介质也发生变化,磨矿过程难以稳定。
2.3、磨损严重半自磨(自磨)机与生产能力相同的球磨机相比,磨机容积为球磨机的数倍,因此衬板的暴露面积比球磨机大的多,矿浆的腐蚀磨损及机械磨损比球磨机大,故自磨机的衬板更换频繁。
3.建议3.1、随着自磨、半自磨的设备大型化,其稳定性非人工所能控制,建议结合自动控制领域的先进技术,应用多样性的控制手段,采用在线监测调控磨机负荷、电机变速驱动等方式,使生产过程得到更好的控制。
XX公司铜冶炼基地项目工程总承包建筑及安装工程施工渣选区半自磨机衬板安装施工专项施工方案编制单位:编制:审核:批准:日期:2018年 8月 1日一、概况根据半自磨机厂家中信重工机械股份有限公司提供的半自磨机衬板部图纸,半自磨机衬板由进料端衬板、筒体衬板、出料端衬板组成。
进料端衬板从外到中心分三环,每环数量各15块,小计45块。
每块衬板用螺栓与端盖连接固定;端面与筒体衬板交接处的进料端填料16块。
共计61块。
筒体衬板从进料端至出料端共分为三种,数量为40-80-40,共160块。
衬板贴紧筒壁橡胶衬垫,由相邻两块衬板之间的压条与筒壁螺栓连接后楔紧。
压条根据断面尺寸区分为两种,环向交叉布置,压条数量为20/20-40/40-20/20,共160块。
筒体衬板与压条共计320块。
出料衬板从从外到中心分三环,外环及中环为簸箕板及格子板,簸箕板贴紧端盖壁,格子板压簸箕板外侧后穿螺栓与端盖壁固定。
数量为16/16-16/16,共64块。
内环为橡胶槽板,数量为7块,通过螺栓与端盖壁固定。
端面与筒体衬板交接处的出料端填料16块。
衬板及填料共计87件。
二、衬板安装需具备的条件及准备工作1、衬板安装前半自磨机设备安装应具备的条件:⑴半自磨机筒体、大齿轮、小齿轮、慢驱传动、减速机、电动机安装及精调完成并完成二次灌浆。
⑵主轴承润滑站系统机电安装加注润滑油及调试,并确保运转正常。
⑶主轴承润滑系统工作运行后检查浮起量为0.5~1mm,并记录对应的油压值。
⑷大齿喷雾润滑系统、主轴承干油密封系统安装完毕。
⑸慢驱电气安装完成并检查调试,开启主轴承润滑系统,确保慢驱状态下筒体正常运转,并适当调整好慢驱抱闸抱紧程度。
⑹调试筒体顶升装置,安装衬板前适当顶升筒体0.5~1mm。
以防衬板安装过程中重心偏心后筒体自转导致轴瓦受损及造成筒体内作业人员的伤害。
2、衬板安装准备工作:⑴组织安装人员熟悉图纸;组织厂家技术服务人员和项目技术人员对施工作业人员进行技术交底。
衬板材料选择通过对矿山磨机衬板工作状况及受力条件分析,确定衬板材料适合的性能:硬度HRC≥45,冲击韧度ak≥25J/cm2。
普通高锰钢在球磨机衬板中的应用不能很好地发挥加工硬化作用,失效形式多样,寿命较低。
1、磨机衬板工作条件分析1.1 受力分析磨机衬板的主要作用是保护磨机并利用衬板的凸峰带起磨球,对物料进行研磨和粉碎。
所以衬板的主要失效形式是小能量多次冲击下的磨料磨损。
研磨体群和物料在运动中,大直径的磨球主要分布在外圈,瀑落时大部分砸在物料床底部,只有小部分砸在衬板上,由于物料的缓冲作用和物料与研磨体在工作中相互撞击打乱了研磨体的运行轨迹,使得落击点偏离,下降高度降低,因而大大减缓了研磨体对衬板的一次冲击,增加了冲击次数,提高了冲击频率。
研磨体对衬板冲击造成衬板断裂的主要作用力是衬板表面与研磨体接触点切向的垂直分力,这个力的大小受衬板形状、研磨体运动状态、速度和方向等诸多因素影响使之很大程度上削弱了直接作用的强度,使衬板受冲击程度得到改善。
1.2 衬板主要失效形式分析直到目前国内磨机衬板的材料仍然有近一半采用普通的高锰钢,高锰钢衬板的主要失效形式有以下几种:1)断裂失效:磨机衬板因受到研磨体和物料的较大冲击,特别是目前水泥磨机向着高效节能的大型化发展的形势下,衬板的受冲击功作用增大。
断裂的危险性增加,尽管高锰钢韧性很好,但目前供货质量不能很好保证,例如出现含碳量过高,锰碳比不当,水韧处理存在问题时会发生断裂失效。
2)突起变形:高锰钢衬板在工作中受到研磨体和物料的不断冲击产生相变使体积增大,同时还由于冲击带来塑性材料的延展,造成衬板厚度尺寸降低,周向尺寸加大的塑性变形,而衬板的周向尺寸受球磨机外形尺寸的限制,没有多少伸缩空间导致衬板突起,引起紧固螺栓的拉断,造成部分衬板脱落等严重后果。
这种现象在较大型磨机上时有发生,在小型磨机上也有发生。
3)磨损失效:磨料磨损是磨机失效的主要形式之一,即使在大磨机一仓工作的衬板承受的应力较大,表面容易产生加工硬化,但这种硬化层很薄,在磨料的反复作用下,被挤压变形隆起的金属及受大块磨料棱角冲击的硬化层很容易开裂而剥落。
SerialNo.614June2020现 代 矿 业MODERNMINING总第614期2020年6月第6期 国家自然科学基金项目(编号:51704153);福建省高校产学合作项目(编号:2017H6010);国家自然科学基金项目(编号:51874101)。
梁治安(1987—),男,工程师,硕士,361101福建省厦门市火炬高新区舫山南路3号。
某铜冶炼渣选矿厂SAB流程磨机衬板与钢球优化实践梁治安1,2 衷水平1,2,3 陈 杭1,2 许培燕1 温志森1(1.紫金矿业集团股份有限公司;2.低品位难处理黄金资源综合利用国家重点实验室;3.福州大学紫金矿业学院) 摘 要 目前大多数铜冶炼渣选矿厂采用半自磨机—球磨机流程(SAB流程)进行粉磨作业,由于铜冶炼渣硬度大、性脆、易碎难磨,磨机衬板及磨矿介质消耗较大。
针对某铜冶炼渣选矿厂开展了SAB流程衬板和钢球的优化研究。
结果表明:①半自磨机用压条型铬钼钢衬板替代整体式锰钢衬板,使用寿命提高106.67%;球磨机用橡胶衬板替代锰钢衬板,使用寿命提高30%以上;检修强度大幅度降低,设备运转率明显提高。
②半自磨机和球磨机由添加铸造钢球变更为锻造钢球,失圆率大幅降低;半自磨机补加球球径由120mm调整为140mm,增强了冲击破碎效果;球磨机补加钢球球径由60mm调整为50mm,磨矿浓度从75%提高到80%,研磨效果得到改善。
③在磨矿细度保持不变的情况下,系统台时处理能力提高15.55%,钢球消耗降低26.32%,电力单耗降低26.67%,单位磨矿成本降低29.07%。
企业经济效益和社会效益得到显著提高,对同行业具有一定的参考价值。
关键词 铜冶炼渣 SAB流程 半自磨机 球磨机 衬板 钢球DOI:10.3969/j.issn.1674 6082.2020.06.066 据世界金属统计局(WBMS)统计,2019年全球矿山铜产量为2069万t,较上年同期增加1.7%。
自磨机和半自磨机的尺寸规格及衬板和钢球选择1、自磨机和半自磨机的尺寸及发展趋势自磨机和半自磨机刚出现时规格较小。
20世纪70年代中期10.75m(36英尺)自磨机被制造出来,并首先应用于美国希宾铁矿,这是当时最大规格的自磨机。
由于受齿轮传动功率的限制,在此后一段较长时间内自磨机规格没有新的突破。
直至20世纪90年代中期,随着无齿轮传动方式的应用相继制造了Φ11.58m和Φ12.19m(40英尺)的自磨机。
直径为Φ12.20m,电动机动率为20MW,安装于澳大利亚卡地亚山的半自磨机是当今世界上最大的自磨机。
据报道,更大规格的Φ12.80m~Φ13.50m 的半自磨机正在设计中。
国内的公司尤其是中信重工机械股份有限公司,先后自主开发并发展自磨机和半自磨机产业,已形成φ5m、φ5.5m、φ6.0m、φ6.1m、φ6.7m、φ7.0m、φ7.3m、φ7.5m、φ8.0m、φ8.8m、φ9.15m(双传动)、φ9.75m(双传动)、φ10.37m(双传动)、φ12.2m(无齿轮驱动)半自磨机系列。
2、自磨机和半自磨机衬板的选择2.1衬板材料磨机衬板的磨损是一个复杂的过程,它包括三方面的材料消磨机理:磨蚀、腐蚀和冲击。
每一机理的相关作用及材料的总磨损率系受磨矿环境中的一些参数所支配,如矿石磨蚀特性、粒度、矿浆性质和磨矿操作条件以及衬板材料本身的机械与化学性质。
由于每一矿山的矿石类型、磨矿设备和操作条件的综合情况各异,为了寻求最耐磨的磨机衬板材料,均需试验多种可供选择的材料。
一般说来,衬板材料选择都不可能十全十美。
在市场上可购得的材料中,包括金属、合成橡胶和陶瓷材料(单独使用或混合使用),各自的耐磨蚀性、耐腐蚀性和抗冲击性均不相同。
原料费用和衬板加工费用又限制了材料选择的范围。
磨机衬板材料选择时首要考虑的问题是材料应具有在使用过程中避免断裂的足够韧性。
在大型自磨机和半自磨机中,存在着冲击状态,这就完全排除了在直接承受瀑落和泻落负荷的磨机内任何部位使用陶瓷材料作衬里的可能性。
清华贝氏体锻造衬板试制成功
2020年3月4日15时39分,昆钢重装集团铸锻厂31.5MN液压快锻机旁人头攒动,热火朝天,一派繁忙景象。
由昆钢重装集团与清华大学-紫荆浆体管道工程股份公司联合研制的贝氏体合金钢锻造耐磨衬板正式投入试锻。
2019年12月25日,昆钢重装集团与清华紫荆浆体管道工程股份公司签订了贝氏体合金钢锻造耐磨衬板研制合作框架协议。
三个月来,重装集团组织双方技术人员,多次召开专题会,确定了产品指标、材料选择、模具设计、热处理工艺、锻造工艺等关键技术方案。
贝氏体合金钢锻造耐磨衬板主要用来取代矿山半自磨机铸造低合金耐磨衬板。
该锻造衬板的应用,将半自磨机现有衬板的硬度有原来的HRC35提高到HRC50,抗拉强度有原来的1000Mpa提高到1800Mpa,冲击韧性由原来无缺口25J提高到V型缺口50-100J,10.37半自磨衬板寿命由80多天提高到120-150天。
该衬板的推广应用,将极大释放重装集团锻造、机加工产能,提高重装集团耐磨衬板产品的市场竞争力与占有率。
云煤能源公司总经理王炳海,云煤能源公司副总经理杨庆标,云煤能源公司副总经理、重装集团总经理邱光伟,重装集团副总经理王斌,清华大学刘文利博士等有关领导到场参加。