偏心轴零件的数控车削加工研究
- 格式:pdf
- 大小:194.97 KB
- 文档页数:3
目录摘要----------------------------------------------------------------------- 2 Abstract-------------------------------------------------------------------- 3 1绪论 ----------------------------------------------------------------------- 51.1偏心轴车削加工的简介----------------------------------------------- 51.2 UG简介 ------------------------------------------------------------------ 51.3论文的主要工作-------------------------------------------------------- 5 2偏心轴的机械加工工艺规程------------------------------------------ 62.1 零件工艺分析---------------------------------------------------------- 62.2毛坯设计----------------------------------------------------------------- 72.3定位基准的选择-------------------------------------------------------- 82.4加工方法的选择-------------------------------------------------------- 92.5加工顺序的安排-------------------------------------------------------- 92.6加工工艺过程的确定-------------------------------------------------- 92.7加工余量及工序尺寸的确定--------------------------------------- 10 3夹具设计----------------------------------------------------------------- 113.1 偏心轴装配------------------------------------------------------------113.2 基于 CAD的定位夹紧元件设计 ---------------------------------- 164 结语 -------------------------------------------------------------------- 18致谢---------------------------------------------------------------------- 19参考文献------------------------------------------------------------------- 20摘要机械传动中,由回转运动变为往复运动,往往是由偏心轴和曲轴来完成的。
浅析偏心工件的车削工艺作者:王晓宏来源:《中小企业管理与科技·上中下旬刊》 2015年第11期王晓宏陕西工业职业技术学院陕西咸阳712000摘要院偏心工件广泛应用于机械传动领域,科技的进步推动了精密仪器的发展,精密仪器内部的机械传动对偏心工件的加工精度要求更高,因此研究偏心工件的车削工艺,提高工件精密程度意义重大。
偏心工件车削工艺最主要的就是卡具的设置,偏心工件常用的车削方法包括四爪单动卡盘、三爪自定心卡盘、双重卡盘、偏心卡盘、专用偏心夹具等;车削过程中要先进行非偏心部分的车削,再根据偏心距准备垫片,然后进行偏心部分的车削;在车削过程中既要注意加强夹具的固定强度,又要设置好垫片的厚度等参数,车削过程中还要避免压坏外圆表面。
关键词院偏心工件;车削方法;车削步骤;注意事项;分析0引言偏心工件指的是工件外部的轴心与内部的轴心不处于同一直线上,但是相互平行的工件,这种工件能够降直线运动转换成回转运动,因此在机械传动领域有着广泛的应用,也是机械制造过程中实现多样化传动的重要媒介。
偏心工件根据平行轴线的情况不同可分为偏心轴和偏心套两种,外部圆之间的轴线平行不重合视为偏心轴,内外圆之间的轴线平行不重合视为偏心套,而偏心距则指的是基准轴线与实际轴线之间的偏差距离,偏心工件在工作过程中能够将直线运动转化为回转运动,且二者之间的作用方向垂直,偏心零件在传动装置、油箱、各类泵中都有广泛的应用,偏心工件的加工精度高,因此在加工过程中往往通过各种方式来加强偏心工件的固定强度和提升车削工艺的精度,目的就在于实现更精准的传动,对偏心工件车削工艺的深入研究有助于提高偏心工件的精度,提高机械传动质量。
1偏心工件的常用车削方法偏心工件的车削关键在于卡盘的正确选择以及偏心距的测定,根据卡盘的不同以及车削工艺的不同将常用的车削方法分述如下。
1.1在四爪单动卡盘上车削偏心工件在四爪单动卡盘上车削偏心工件,应先在工件上划线,其划线步骤如下图:1.2在两顶尖车削偏心工件在两顶尖间车削偏心工件适应于较长偏心轴的加工,只要工件两端面能钻中心孔,又有夹头的装夹位置,均能采用这种方法。
车削偏心工件课题探讨摘要:本文重点介绍了用百分表找正偏心距的方法与误差分析。
关键词:偏心距;机械传动在机械传动中,回转运动变为直线运动或往复直线运动变为回转运动,一般都是利用偏心工件来完成的。
例如用偏心轴带动的润滑泵、汽车发动机中的曲轴等。
外圆和外圆的轴线或内孔与外圆的轴线平行且彼此偏离一定距离的工件,叫偏心工件。
外圆与外圆偏心的工件叫偏心轴,内孔与外圆偏心的工件叫偏心套,两轴线之间的距离叫偏心距。
加工偏心工件是技校车工课程的重要课题之一,在自定心(三爪)卡盘上车削偏心工件是车削加工最基本的方法,也是必须进行的课题。
要保证偏心零件的工作精度,在车削偏心工件时,必须控制轴线间的平行度和偏心距的精度。
下面谈以下我在进行该课题时的一点感受。
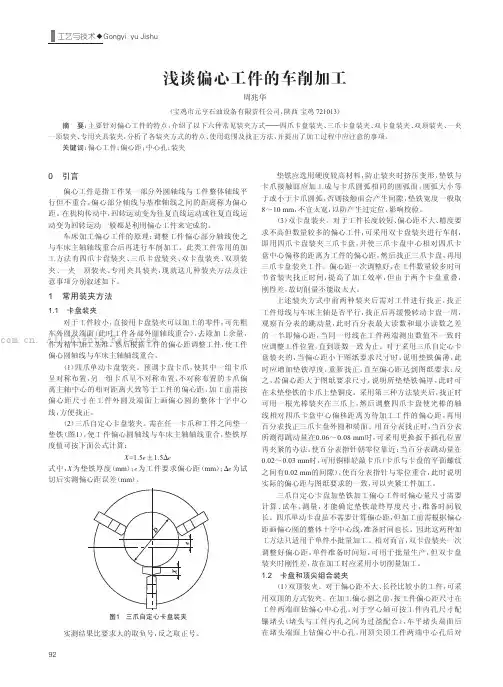
对于长度较短、形状比较简单的偏心工件可在三爪卡盘上加工,其方法是在三爪中的任意一个卡爪与工件接触面之间,垫上一块预先选好的垫片,使工件轴线对车床轴线产生位移,并使位移距离等于工件的偏心距。
垫片厚度的计算公式为:x=1.5e±k (k≈1.5Δe)式中x——垫片厚度,mm;e——偏心距,mm;k——偏心距修正值,正负值可按实测结果确定,mm;Δe——式切后,实测偏心距误差,mm。
1.对偏心距―e‖的研究工件垫上垫片装夹在三爪卡盘上需要检验找正工件,通常从两个方面去找正,一是检验e是否正确,二是找正工件侧母线使其与主轴轴线平行。
找正侧母线比较容易理解和操作,那么找正e有个注意事项我在此提出来希望与大家研究——找正e时,百分表测量杆的轴线必须垂直于基准外圆最高点(或最低点)处的表面,否则会造成实际e的误差。
如图所示为在检验e时,百分表测量杆轴线没有垂直于最高点(或最低点)基准外圆的表面。
O2为工件旋转中心,O1为百分表要找正偏心的基准圆中心,R为基准圆半径,R+e为旋转半径。
A点为百分表与基准圆的接触点,百分表测量杆轴线平行于半径O1C,过A点做半径O1C的垂线,垂足为B,则AB为百分表测量杆轴线偏离工件旋转中心的距离。
典型零件—轴类工件的数控车削加工工艺研究【摘要】随着世界经济与科技技术的高速发展,机械制造产业也随之迅猛发展,而其中加工工艺对一个国家的制造业来说是有决定性作用的。
虽然从一些数据来看我们已经是制造业大国,但是我们的机械制造水平与发达国家还有很大一段差距。
本文通过分析轴类工件的结构工艺,确定加工用量,得出合理的数控车削加工工艺,并通过仿真模拟和加工实践,验证其可行性和正确性,可为类似零件加工生产起到抛砖引玉的作用。
【关键词】典型零件-轴类;数控车削;加工工艺0.前言在制造业中,制造各种零件对国家的生产和建设有很大的帮助,制造业为社会各行各业提供工具和材料,但各种工具的用途和性能不同,其组成零件的材料、结构和技术要求也各不相同。
所以,各种零件的加工工艺是不同的。
轴类零件是机器中经常使用的典型零件之一。
轴类零件是机械产品中的主要零件之一,通常被用于传递转矩、支承传动零件(齿轮、带轮、离合器等)、承受载荷,以及保证装在轴上的零件(或刀具)具有一定的回转精度[1]。
本文主要分析数控车削中常见的小轴类零件结构工艺,确定加工用量,得出合理的数控车削加工工艺,并通过仿真模拟和加工实践,验证其可行性和正确性,可为类似零件加工生产起到参考和借鉴作用。
1.典型零件-轴类工件的数控车削加工的必要性1.1典型轴类零件形状特点机械制造业中,轴类零件用得十分广泛。
它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,用来传递扭矩。
按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、凸轮轴、偏心轴、各种丝杠等。
轴类零件一般由圆柱面、轴肩、螺纹、螺尾退刀槽和键槽等组成。
轴类零件的主要结构是回转体,零件表面大都为圆柱面,有的含有圆锥面、圆弧面、螺纹等较为复杂外形,一般采用车削和磨削等完成。
1.2数控车削加工优势适当使用数控车削加工能够有效提高加工效率,因为其适应能力强,适合多批量零件的加工,数控车床;数控机床的柔性好,加工适应性强,适用于生产多品种、单件或小批量产品,如在传统的自动或半自动车床上加工一个新零件,一般需要调整机床或机床附件,使机床适应加工零件的要求,而使用数控车床加工不同形状的零件时,只要重新在软件中编制或修改加工程序,就可以迅速达到加工目的;在数控加工工序中,数控车削加工自动化处理,只要编码正确,很少出现差错,数控机床的加工过程不仅可以避免人为的误差,而且不受人的情绪变化的影响,确保加工质量的稳定性。
浅析运用数控车床加工偏心零件的方法数控车床加工偏心零件是机械加工中,非常重要的一项内容。
因此,本文主要探讨了运用数控车床加工偏心零件的方式,从加工工艺方面对加工工具的选择,也进行了简要的分析和阐述,希望对数控车床加工偏心零件准确性的提升,给予了一定的帮助。
数控车床加工是机械加工中,非常重要的处理技术,并且机械加工是一项准确性相对较高的工作,尤其是在数控车床加工偏心零件方面。
因此,本文从数控车床加工品偏心零件加工中的一些方式方法,进行了简要的分析和阐述,其主要的目的就是保证加工的精准性。
一、偏心零件加工分析零件加工是机械加工中,不可缺少的一项内容,对加工的准确性也相对较高。
因此,在数控车床加工偏心零件安装的时候,利用偏心夹具,对零件和数控车床之间的位置,进行一定程度上的调整,避免两者的关系产生变化,也就是说起到了固定的作用,为后续的加工提供了相对便利的条件。
同时,对于零件的孔径和尺寸大小等方面,可以利用镗孔刀进行镌刻,一定要避免误差的存在,并且零件的轴线和数控车床主轴回转中心应当处于同一高度内。
另外,为了进一步的提升数控车床加工自动化的能力,可以利用夹具将零件安装到换刀架上,这样可以具有自动更换的功能,为钻孔工作的展开,提供了相对便利的条件,也避免消耗大量的人力资源。
除此之外,零件基本上为简单外圆、曲面等形态,这样可以在很大程度上节省掉对夹具的使用,利用精车等工作就可以实现预期的效果。
同时,在零件外形加工的时候,一定要注意以下几个方面:1.可以利用切削刀具,对零件外形进行加工;2.利用刀尖圆弧工具,进行零件补偿;3. 偏心夹具对零件的位置进行了固定,这样可以有效的提升加工效率。
二、数控车床加工偏心零件的主要方法数控车床加工偏心零件是一项很复杂的工作流程,对准确度的要求也是非常高的。
例如:某机械单位在数控车床偏心零件的加工过程中,经过工作人员的测量,其误差控制在±0.01,是完全合乎加工标准的,那么在下面的内容中,对加工的一些方式,进行了简要的分析和阐述:(一)切削刀具的选择数控车床与普通的车床相比,是存在着很大差别的,数控车床在加工过程中,不仅仅要求切削刀具有良好的强度和刚度,耐用、排屑等性能,都是有着较高要求的,并且在安装和调整方面,也相对较为便利。
偏心轴套件的加工及工艺摘要:数控车床又称为CNC车床,即计算机数字控制车床,是目前国内使用量最大,覆盖面最广的一种数控机床,数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置。
关键词:数控车床;偏心轴;加工本课题来源于偏心工件零件的生产制造,在传动机构中,一般常用偏心件来完成回转运动与往复运动相互转换的功能,如偏心轴带动油泵,内燃机中的曲轴等,因此偏心件对机器的工作性能,可靠性和耐久性有很大的影响。
偏心类工件是轴线与轴线平行但不重合的工件,它在机械加工中比较常见,是轴类零件中比较难加工的,但加工方法也很多,如用三爪卡盘车削、四爪卡盘车削、特殊自制夹具车削等。
三爪车削法适用加工单件小批量、小偏心距、精度要求不高的工件,车削方法一般分如下几步:1)先把偏心工件不是偏心的部分外圆车好。
2)根据外圆和偏心距计算垫片的厚度3)将试车后的工件,缓慢转动,用百分表在工件上测量其径向跳动量,跳动量的一半就是偏心距,也可试车偏心,注意在试车偏心时,只要车削到能在工件上测出偏心距误差即可。
这种加工方法需要数学计算,垫块厚度X = 1 . 5e+ k ,式中:X 为垫块厚度,e为工件偏心距,k为工件偏心距修正值。
四爪车削适用于加工少批量、偏心距较大、精度要求高的工件。
这种方法虽只需要掌握简单数学计算和专业理论知识,但对加工者操作技能的要求较高,装夹工件繁琐,同时效率低下,它具有以下不足:1)为保证偏心轴两轴线的平行度,应用百分表分别校正工件的水平和垂直的两个方向位置的侧母线,费时费力又不一定取得好效果。
2)根据实际偏心距数值要调整四爪之间的距离,使百分表最高点与最低点之间的读数差是图纸偏心距的二倍,这样做人为因素直接影响工件的加工精度。
3)工件经找正后,应将四个卡爪再拧紧一遍,再次用百分表测量看是否准确,因为加紧力的不同,会影响找正精度,而三爪卡盘这方面因素存在很小。
4)工件卸下后再次安装时需要重新找正、重新测量偏心距,根本没有互换的可能性。
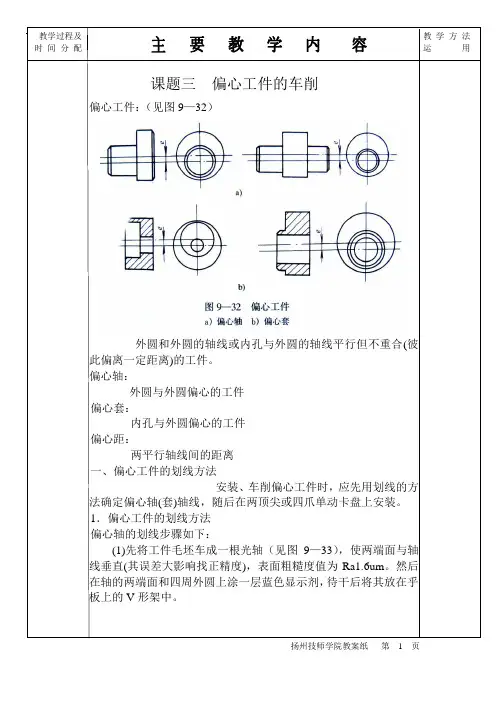
外圆和外圆的轴线或内孔与外圆的轴线平行但不重合(彼此偏离一定距离)的工件。
偏心轴:外圆与外圆偏心的工件偏心套:内孔与外圆偏心的工件偏心距:两平行轴线间的距离一、偏心工件的划线方法安装、车削偏心工件时,应先用划线的方法确定偏心轴(套)轴线,随后在两顶尖或四爪单动卡盘上安装。
(2)用游标高度尺划针尖端测量光轴的最高点(见图9—34并记下其读数,再把游标高度尺的游标下移工件实际测量直径尺寸的一半,并在工件的A端面轻轻地画出一条水平线,然后将工件180°,仍用刚才调整的高度,再在A端面轻划另一条水平线。
检查前、后两条线是否重合,若重合,即为此工件的水平轴线;若不重合,则须将游标高度尺进行调整,游标下移量为两平行线间距离的一半。
如此反复,直至使二线重合为止。
.注意事项划线用涂剂应有较好的附着性(一般可用酒精、蓝色和绿色颜料加虫胶片混合浸泡而成),应均匀地在工件上涂上薄薄一层,不宜涂厚,以免影响划线清晰度。
划线时,手轻扶工件,不让其转(或移)动,右手握住游标高度尺座,在平台上沿着划线的方向缓慢、均匀地移动,防止因游标高度尺底座与平台间摩擦阻力过大而使尺身或游标在划线时颤抖。
为此应使平台和底座下面光洁、无毛刺,可在平台上涂上薄薄一层件偏心圆线处于卡盘中央,然后装夹上工件,如图9—37②夹持工件长15—20mm,工件外圆垫1 m左右厚铜片,夹紧工件后,要使尾座顶尖接近工件,调整卡爪位置,使顶尖对准偏心9—35中的A点),然后移去尾座。
3)找正工件侧素线,使偏心轴两轴线平行4)校正偏心距6)检查偏心距(见图9—42)7)精车偏心圆外径,在四爪单动卡盘上安装,车削图9—43所示偏心套。
垫片厚度的计算垫片厚度x(见图9—44)可按下列公式计算:x=1.5e±K (9优点:是不需要用很多时间去找正偏心。
操作方法采用这种方法时,首先必须在工件的两个端面上根据偏心距的要求,共钻出2n十2个中心孔(其中只有2个不是偏心中心孔,n为工件上偏心轴线的个数)。
偏心轴车削加工工艺分析和研究
在进行偏心轴车削加工工艺分析和研究时,需要从以下几个方面进行
探讨:
1.加工理论分析:对偏心轴车削的原理进行理论分析,探讨车削过程
中的切削力、切削温度等因素对加工质量的影响。
2.材料选择:对工件材料的选择进行研究,包括强度、韧性、切削性
能等方面的考虑,以确保能够获得满足要求的加工精度。
3.夹具设计:夹具是实现偏心轴车削的核心,对夹具的设计需要考虑
到工件的几何形状、加工要求等因素,以确保工件能够在车削过程中保持
稳定。
4.加工参数优化:包括切削速度、进给量、切削深度等参数的选择与
优化,以提高加工效率和加工质量。
5.表面质量控制:对偏心轴车削加工过程中的表面质量进行检测与控制,以确保加工表面的光洁度和精度满足要求。
6.刀具选择:选择适合偏心轴车削加工的刀具,包括刀具材料、结构、刀具尺寸等方面的考虑,以提高切削性能和使用寿命。
除了以上几个方面的研究,还可以对偏心轴车削加工的机床结构和加
工工艺进行改进与创新,以进一步提高生产效率和加工质量。
总之,对偏心轴车削加工工艺的分析和研究,可以从加工理论、材料
选择、夹具设计、加工参数优化、表面质量控制和刀具选择等方面进行深
入探讨,以提高偏心轴车削加工的效率和质量。
球头偏心轴串套零件数控加工工艺设计球头偏心轴串套是一种常见的机械零件,其主要作用是连接两个平行轴的旋转联接件。
本文将从工艺设计的角度介绍球头偏心轴串套的数控加工工艺。
一、加工工艺流程球头偏心轴串套的数控加工工艺流程主要包括:工件分析、数控加工程序编写、数控机床参数设置、机床调试、加工过程监控等环节。
具体流程如下:1、工件分析球头偏心轴串套是一种复杂的机械零件,其加工精度要求较高,应该在加工前对工件进行详细的分析。
包括工件形状和尺寸、加工难度和精度要求、刀具选择等方面。
2、数控加工程序编写数控加工程序编写是数控加工的核心。
程序编写应该根据工件的特点设计,合理布置刀路、选择切削工艺参数,确保加工质量和效率。
3、数控机床参数设置数控机床参数设置是数控加工的重要步骤,其主要包括加工速度、进给量、切削深度、切削力等参数设置。
4、机床调试机床调试是保证加工质量的重要环节。
通过对数控系统进行调试,确保加工精度和稳定性。
5、加工过程监控加工过程中应对工件进行严密监控,及时发现加工问题并进行矫正,以保证加工质量和效率。
二、切削工具选择球头偏心轴串套的加工切削工具选择应根据工件材料、特性和加工程序要求进行选择。
与此同时,还需正确处理好刀具的呈角、刃磨质量、精度检查等问题,以保证刀具的使用寿命和工件的加工精度。
三、加工参数的选择球头偏心轴串套的加工参数选择对零件的加工精度具有非常关键的影响。
一般来说,应该根据工件的材质、尺寸、硬度等要素,综合考虑切削工艺参数的选择,包括切削速度、切削深度、进给速度和进给量等参数。
四、加工质量控制球头偏心轴串套的加工质量控制是确保加工质量的重要步骤。
应通过规范化加工过程、加强工艺控制、严格质量检查等方法,实现加工质量的统一控制。
同时,还需根据工件的加工难度和精度要求,加强加工过程的精度检测,及时发现问题并加以调整。
五、总结球头偏心轴串套的数控加工工艺设计是一个系统性很强的过程,需要在加工前,对工件进行充分分析,合理设计加工程序,通过机床调试和过程监控,实现高精度、高效率的加工。
新工艺新技术车床上加工偏心零件的工艺研究彭 林,胡 杰(信息产业部电子第四十所,安徽 蚌埠 233010)摘要:车床加工偏心零件主要问题就是偏心零件给主轴附加了一个离心力,为消除该离心力,作者对常见的偏心零件进行了综合研究,提出了配重块标准模式,从而总结出偏心零件加工统一工装模式,推导出配重块尺寸大小计算公式,从而大大提高工装设计速度,缩短了工装设计周期。
关键词:质量中心;惯性矩;模式化;配重块;标准体积分割中图分类号:TG68 文献标识码:A 文章编号:1001-3474(2001)01-0021-03Technological Research of Processing Eccentric Part on LathePENG Lin,HU Jie(40th Electronics Institute of MII,Bengbu 233010,C hina)Abstract:The main problem of processing eccentric part on lathe is that eccentric part adds a centrifugal force to spindle.Inorder to eliminate the centrifugal force,this paper performs a comprehensive study on com mon eccentric pates,presents a standard model of matching block.The general tooling mode of processing ec centric parts is summerized.The calculating formula of matching bloc k dimension is derived.So the tooling de sign is greatly accelerated and design period of tooling design is shortened.Key words:Mass center;Inertia moment;Modalize;Matching block;Standard volume cutDocument Code:A Artocle ID:1001-3474(2001)01-0021-03工业生产中,由于位置精度和尺寸精度的关系或者是由于设备所限以及工艺上的考虑等等,经常会碰到一些需在车床上进行的偏心零件的加工,不少工人师傅普遍采用不断加配重块的方式来校正平衡,该种方式配重块既多、零碎且不易装夹;摸索时间长且加工精度不易保证,为此,对多种偏心零件加工进行了综合研究,对配重块加以标准模式化,对零件加以长方体、圆柱体、三棱体等等标准化体积分割,运用质量中心和惯性矩的办法,推导出配重块尺寸大小的标准化公式,针对不同的零件可迅速计算出配重块尺寸,缩短工装设计周期。
运用数控车床加工偏心零件的方法探究摘要:数控车床因其加工精度高、加工质量稳定可靠、生产效率高以及可有效改善劳动条件等特点,因此在当前被广泛用于大批量和复杂零部件的加工生产当中。
本文结合CNC-6135数控车床加工偏心零件的实例,就其在加工偏心零件时的生产特性,以及加工中夹具、刀具上的技术改进等方面进行了探讨与研究。
关键词:数控车床;加工;偏心零件;方法1.偏心件概念及总体生产工艺偏心零件即是指外圆和外圆的轴线或内孔与外圆的轴线平行但不重合(彼此偏离一定距离)的工件,例如实际生产中常见的偏心轴、偏心孔及曲轴均是偏心零件。
无论是偏心轴或是偏心孔,在加工方法上和一般圆柱面、圆柱孔的加工方法基本类似,只是在装夹方法上具有一定的特殊区别,要求在装夹时,需要先将加工的偏心圆部分的轴线校正到与车床主轴线重合的位置后,再进行车削。
传统的车偏心件的工艺主要是利用三爪卡盘或四爪卡盘进行装夹,然而这两种常用的加工方法,都存在着装夹过程复杂,不容易找正,精度难以控制等缺点,不适宜于批量生产。
为克服上述缺点,在CNC-6135数控车床加工偏心零件时,有针对性的设计了一种可专门用于批量生产的偏心夹具,能极大的提高零件生产的位置精度,且可以实现数控车床位置坐标的统一性,从而极大的缩短了工时。
同时,在加工过程中还通过选用先进的涂层刀具,以及确定合理的加工切削用量,从而有效提升了偏心零件的加工精度与生产效率。
2.专用夹具的设计与应用夹具的使用,主要是为了通过控制好加工过程中轴线间的平行度以及偏心距精度,以确保加工后的偏心零件具有足够的工作精度。
2.1.偏心距精度的控制多年来的加工实践证明,采用具有测量块的专用偏心夹具,具有较高的加工精度,其结构和使用情况如下:该夹具的偏心卡盘总共为两层。
其中,花盘和法兰盘是利用螺钉进行紧固连接,花盘的燕尾槽是和偏心体之间相互配合,在偏心体结构中还设置有三爪卡盘。
通过燕尾结构的利用,是偏心滑座能在花盘丝杆的调节作用下进行滑动。