最新塑料注射模结构组成
- 格式:doc
- 大小:227.00 KB
- 文档页数:14
注射模结构及分类一注射模具的结构组成注射模具的结构由塑件的复杂程度及注射机的结构形式等因素决定,其基本结构由动模和定模两部分组成。
其中定模部分安装在注射机的固定模板上,动模部分安装在注射机的移动模板上。
在注射成型过程中,动模部分随注射机上的合模系统运动,同时动模部分与定模部分由导柱导向而闭合构成浇注系统和型腔,塑料熔体从注射机喷嘴经浇注系统进入型腔,冷却后开模时,动模部分和定模部分分离,取出塑件。
根据模具各部分所起的作用,注射模具为成型零部件、结构零部件、浇注系统、温度调节系统、排气系统组成,如图4-1所示。
1.成型零部件是指组成型腔的零件。
如:凸模(型芯)、凹模以及嵌件和镶块等。
凸模(型芯)形成塑件的内表面形状,凹模(型腔)形成塑件的外表面形状。
合模后凸模和凹模便构成了模具的型腔。
如图4-1所示的模具中,型腔是由动模板1、定模板2、凸模7等组成的。
2.结构零部件指模架、机构等。
模架如:上、下模座,支承零部件等;机构,如:合模导向机构,推出机构,侧抽芯机构等。
支承零部件是用来防止成型零部件及各部分机构在成型压力作用下发生变形超差现象的零部件称支承零部件。
模具支承零件主要有:支承块(垫块)、支承板(动模垫板)、支撑块、支撑板、支撑柱(动模支柱)等。
合模导向机构是保证动模和定模在合模时准确对合。
常用的有:导柱导向机构和锥面导向机构。
推出机构是指分型后将塑件从模具中推出的装置。
常见有:推杆推出、推管推出、推板推出、凹模推出、顺序推出等机构。
侧向分型与抽芯机构是当塑件侧壁有凹凸形状,开模前先把成型凹凸形状的模块或型芯从塑件上脱开或抽出的装置。
3. 浇注系统熔融塑料从注射机喷嘴进入模具型腔所流经的通道称为浇注系统,浇注系统由主流道、分流道、浇口及冷料穴等四部分组成。
4. 温度调节系统为了满足注射工艺对模具的温度要求,必须对模具的温度进行控制,所以模具常常设有冷却或加热的温度调节系统。
冷却系统一般是在模具上开设冷却水道(图4-1中3),而加热系统是在模具内部或四周安装加热元件。
注射模由哪几部分组成?各部分作用是什么?注射模由哪几部分组成?各部分作用是什么?注射模机构类型很多,但无论何种结构的模具,其主要有以下几种零件构成:一.成形零件成形凌建安包括定模型腔、动模型腔和型芯等零件。
在注塑时,这类零件直接接触塑料,以成形制品,其精度要求较高,是注射模的核心零件。
1.定模型腔定模型腔又称凹模,主要成形塑件的外部形状。
2.动模型腔动模型腔又称凸模,主要成形塑件的内部形状。
3.型芯型芯一般固定在动模上,主要成形型孔及特殊形状的凹、凸;类塑件。
二.浇注系统零件浇注系统零件主要包括定位圈、浇口套等零件。
主要作用是将注射机料桶内的熔融塑料填充到模具型腔内,并起传递注射压力作用。
1.浇口套浇口套为组成塑料注入模具时需通过的主要通道零件,一般嵌镶在定模上。
2.定位圈是模具安装在注射定模板上时,决定注射机喷嘴口与浇口套相互位置的定位装置。
三.脱模系统零件注射模的脱模机构,是由推出塑件所需的全部结构零件组成,如顶杆、顶杆垫板、顶杆固定板等零件。
这类零件,使用时应便于脱出塑件,不允许有任何使塑件变形、破裂和刮伤等现象。
其机构要求灵活、可靠,并要更换、维修方便。
1.顶杆顶杆是为了从模具型腔内把塑件顶出来的杆件。
2.顶杆固定板顶杆固定板起固定顶杆、顶管机复位杆等零件作用。
3.顶杆垫板顶杆垫板用以压住顶杆、顶管及复位杆零件,同时也是组成模具的顶出塑件系统,承受注射机顶出杆的作用力的零件。
4.复位杆复位杆又称反顶杆,顶出塑件动作完成后,是使推料系统退回到原位位置的杆件。
5.限位钉对推出机构支撑和调整作用,并防止推板复位时,推板与动模座之间有异物,而影响推板回不到最低位置,使塑件难以卸下。
四.冷却及加热机构冷却及加热机构主要包括冷水嘴、水管通道、加热板等。
主要是为了调节模具的温度,以保证塑件的质量。
五.结构零件模具的结构零件,主要固定成形零件,使其组成一体的零件。
主要包括定模固定板、动模固定板、垫板及定模套、动模套等。
注塑模的结构组成注塑模的结构是根据所选用的注射机种类、塑件的结构特点及一次注射成型塑件的数量所决定的。
注射模的结构形式很多,但每副注射模都是由动模和定模两大部分组成,动模安装在注射机的移动模板上,定模安装在注射机的固定模板上。
注射时动模与定模闭合构成型腔和浇注系统,开模时动模与定模分离以便取出塑件。
根据模具中各零部件所起的作用,一般注塑模又可以细分为以下几个基本的组成部分。
1 型腔它通常由凹模或型芯(成型塑件的内形)、凹模(成型塑件的外形)以及螺纹型芯、螺纹型环、镶件等组成。
2 浇注系统它是将熔融塑料由注射机喷嘴引向型腔的通道。
通常,浇注系统由主流道、分流道、浇口和冷料穴4个部分组成,起到输送管道的作用。
3 导向机构它通常由导柱和导套(或导向孔)组成。
此外,对多腔或较大型注射模,其推出机构也设置有导向零件,以避免推板运动时发生偏移,造成推杆的弯曲和折断或顶环塑件。
4 推出机构在开模过程中将塑件及浇注系统凝料推出或拉出的装置。
5 分型抽芯机构当塑件上有侧孔或侧凹时,开模推出塑件以前,必须先进行侧面分型,将侧型芯从塑件中抽出,方能顺利脱模,这个动作过程是由分型抽芯机构实现的。
6 冷却和加热装置为满足注射成型工艺对模具温度的要求,模具上需设有冷却或加热装置。
冷却时,一般在模具型腔或型芯周围开设冷却通道;而加热时,则在模具内部或周围安装加热元件。
7 排气系统在注射过程中,为将型腔内的空气以及塑料在受热和冷凝过程中产生的气体排出而开设的气流通道。
排气系统通常是在分型面处开设排气槽,有的也可利用活动零件的配合间隙排气。
8 支承与紧固零件其主要起装配、定位和联接的作用。
包括定模座板、型芯或动模固定板、垫板、支承板、定位环、销钉和螺钉等。
应该说明,不是所有注塑模都具备上述八个部分,根据塑件的形状不同,模具的结构组成各异。
注射模由哪几部分组成各部分作用是什么注射模是用于医疗注射的设备,主要由注射器、针头和保险帽等部分组成。
每个部分都有特定的作用,以确保有效的注射过程和减少可能的风险。
以下是注射模的各个部分及其作用的详细解释。
1.注射器注射器是注射模的主要部分,由一个筒体和一个活塞组成。
注射器的主要作用是储存和输送药物。
药物通过注射器的筒体进入,并通过活塞推进进一步给予患者。
注射器的筒体通常具有刻度,以便医生或护士可以准确地测量所需的药物剂量。
2.针头针头是连接到注射器的细长金属管,用于将药物注入患者的体内。
针头的作用是穿刺皮肤和注射药物。
针头必须保持尖锐和清洁,以减少刺痛和感染的风险。
不同类型和尺寸的针头可根据注射的需求进行选择。
3.保险帽保险帽是位于针头上方的塑料盖子,主要用于保护和保持针头的清洁。
保险帽阻止了针头与外界环境的接触,防止针头受到污染和损坏。
在注射之前,保险帽必须拆下,并在注射后重新盖上以保持针头的卫生。
4.塞子塞子是位于注射器的另一端的橡胶部分,用于密封和保持药物的完整性。
在药物储存在注射器中或注射前,塞子将药物密封在注射器内,防止其泄露或受到外界污染。
5.透明筒身透明筒身是注射器的一部分,具有防滑和可见度的功能。
透明筒身使医生或护士能够直观地查看药物的储存量和注射过程。
这有助于确保药物剂量的准确性,并帮助提醒医务人员是否需要再次充填注射器。
6.尖锐的突出部分尖锐的突出部分位于注射器筒体的前端,用于装配针头。
其作用是提供连接针头的固定点,以确保针头不会在注射过程中偏离或脱落。
7.外套外套是一种用于保护注射器的盖子或外层包装。
它可以防止注射器受到污染、损坏或无意中触及。
外套还可以用于封存未使用的注射器,以确保其卫生和完整性,并防止未经授权的访问。
总结起来,注射模主要由注射器、针头、保险帽、塞子、透明筒身、尖锐的突出部分和外套等部分组成。
每个部分都有着特定的作用,确保注射过程的有效性和患者的安全。
医务人员必须熟悉每个部分的功能和使用方法,并遵循正确的卫生操作规程,以减少感染和其他注射相关风险的可能性。
注塑模具的结构组成
为了方便客户对注塑模具了解,台州新视觉模具技术部对注塑模具结构组成做一些简单的介绍:
1、成型零件
赋予成型材料形状、结构、尺寸的零件,通常由型芯(凸模)、凹模型腔以及螺纹型芯、镶块等构成。
2、浇注系统
它是将熔融塑料由注射机喷嘴引向闭合模腔的通道,通常由主流道、分流道、浇口和冷料井组成。
3、导向部件
为了保证动模与定模闭合时能够精确对准而设置的导向部件,起导向定位作用,它是由导柱和导套组成的,有的模具还在顶出板上设置了导向部件,保证脱模机构运动平稳可靠。
4、脱模机构
实现塑件和浇注系统脱模的装置,其结构形式很多,最常用的有顶杆、顶管、顶板及气动顶出等脱模机构,一般由顶杆、复位杆、弹弓、顶杆固定板、顶板(顶环)及顶板导柱/导套等组成。
5、抽芯机构
对于有侧孔或侧凹的塑件,在被顶出脱模之前,必须先进行侧向抽芯或分开滑块(侧向分型),方能顺利脱模。
6、模温调节系统
为了满足注射成型工艺对模具温度的要求,需要有模温调节系统(如:冷却水、热水、热油及电热系统等)对模具温度进行调节的装置。
7、排气系统
为了将模腔内的气体顺利排出,常在模具分型面处开设排气槽,许多模具的推杆或其它活动部件(如:滑块)之间的间隙也可起到排气作用。
8、其它结构零件
是指为满足模具结构上的要求而设置的零件(如:固定板、动/定模板、撑头、支承板及连接螺钉等)。
以上为注塑模具的八大结构组成部分,由台州市新视觉模具技术部编写
新视觉模具技术部。
注射模的典型结构与分类1 . 1 注射模的典型结构注射模的基本结构是由动模和定模两大部分组成。
动模安装在注射机的移动模板上,定模安装在注射机的固定模板上。
注射时,动模与定模闭合构成型腔和浇注系统,开模时,动模与定模分离,通过脱模机构推出塑件。
根据模具中各个部件的作用,注射模具可以细分为以下几个部分。
( l )成型部分。
直接成型塑件的部分通常由凸模(成型塑件内表面)、凹模(成型塑件外表面)、型芯或成型杆、镶块,以及螺纹型芯和螺纹型环等组成。
( 2 )浇注系统.是指将塑料熔体由注射机喷嘴引向闭合型腔的流动流道.通常,浇注系统由主流道、分流道、浇口和冷料井组成。
( 3 )导向机构。
导向机构保证合模时动模和定模准确对合,以保证塑件的形状和尺寸精度,避免模具中其他零件(经常是凸模)发生碰撞和干涉。
导向机构分为导柱导向机构和锥面定位导向机构。
对于深腔、薄壁、精度要求较高的塑件,除了导柱导向外,经常还采用内外锥面定位导向机构。
在大中型注射模具的脱模机构中,为了保证在脱模过程脱模装置不因为变形歪斜而影响脱模,经常设置导向零件。
( 4 )脱模机构。
是指开模时将塑件和浇注系统凝料从模具中推出,实现脱禅的装置,常用的脱模机构有推杆、推管和推件板等。
( 5 )侧向分型抽芯机构。
带有内外侧孔、侧凹或侧凸的塑件,需要有侧向型芯或侧向成型块来成型,在开模推出塑件之前,模具必须先进行侧向分型,抽出侧向型芯或脱开侧向成型块,塑件才能顺利脱模。
负责完成上述功能的机构,称为侧向分型抽芯机构。
( 6 )温度调节系统。
为了满足注射成型工艺对模具温度的要求,模具一般设有冷却和加热系统。
冷却系统一般在模具内开设冷却水道,外部用橡皮软管连接。
加热装置则在模具内或模具四周设置电热元件、热水(油)或蒸汽等具有加热结构的板件。
模具中是开设冷却还是加热装置,需要根据塑料种类和成型工艺来确定。
( 7 )排气系统.注射充模时,为了塑料熔体的顺利进人,需要将型腔内的原有空气和注射成型过程中塑料本身挥发出来的气体排出模外,常在模具分型面处开设几条排气槽。
塑料注射模具零部件名称及作用一、成型零件凹模(型腔):成形塑件的表面的凹状零件。
凹模板(型腔板):板状零件,其上有面形塑件表面的凹状轮廓。
置于定模部分称作定模型腔板。
置于动模部分称作动模型腔板。
型芯:成形塑件内表面的凸状零件。
侧型芯:成形塑件侧孔,侧凹或侧凸台的零件,可手动或随滑块在模内作抽拔和复位运动的型芯。
镶件:凹模或型芯有容易损坏或难以整体加工的部位时,与主体件分开制造,并嵌入主体的局部成形零件。
活动镶件:根据工艺和结构的要求,须随塑件一起出模,才能与塑件分离的成形零件。
拼块:用以拼合成凹模或型芯的若干个分别制造的成形零件,可以分别称凹模拼块,型芯拼块。
螺纹型芯:成形塑件内螺纹的成形零件,可以是活动的螺纹型芯(取出模外)或在模内作旋转动动的螺纹型芯。
螺纹型环:成形塑件外螺纹的成形零件,可以是活动的螺纹型环(整体的或拼合)或在模内作旋转运动的螺纹型环。
二、导向零件导柱:与安装在另一半的模具上的导套(或孔)相配合,用以保证动模具开合模运动导向精度的圆柱形零件。
有带头导柱和带肩导柱两种。
推板导柱:与推板导套(或孔)呈滑配合,用于脱模机构运动导向的圆柱形两种。
导套:与安装在另一半模具上的导柱相配合,用以保证动模与定模的相对位置,保证模具开合模运动导向精度的圆套形零件。
有直导套和带头导套两种。
推扳导套:固定于推板上,与推板导柱呈滑配合,用于脱模机构运动导向的圆套形零件。
三、推出零件推杆:直接推出塑件或浇注系统凝料的杆件,有圆柱头推杆、带肩推杆和扁头推杆等。
圆柱头推杆可用来推顶推顶板,亦称预杆。
推管:直接推出塑件的管状零件。
推件板:直接推出塑件的板状零件。
推件环:局部或整体推出塑件的环状或盘形零件。
推杆固定板:固定推出和复位零件以及推板导套的板状零件。
推杆:支承推出和复位零件,直接传递机床推出力的板件。
连接推杆:连接推件板与推板固定板,传递推力的杆件。
拉料杆:设置在主流道的正对面,头部形状特殊,能够拉出主流道凝料的杆件,头部形状有Z形,球头形,倒锥形,菌形及圆锥头形等。
塑料注射模结构组成
塑料注射模结构组成武汉市第一技术学校周耀红
课前提要
本节课主要讲解塑料注射模结构组成,通过挂图、模具实物等教具的使用,采用提问法,讲解法,归纳法等教学方法,使学生循序渐进的掌握知识要点
教学环节教学内容教学说明
组织教学学生与老师互致问候
清点人数,发放作业
提示学生
集中注意力
知识综述幻灯片1:塑件成型方法
幻灯片2:塑料基本概念
由于本节
课是新章节
的开始,为
使知识前后
贯通,采用
幻灯片将前
面所学内容
进行综述。
引入新课幻灯片3:塑料模塑工艺路线
塑料、模具和设备是我们模塑制件的三大要素,他们在温度、压力和时间三大工艺条件的共同作用下,即可塑制出产品。
在了解塑料和设备的相关知识后,如何设计和制造模具将是模具专业的同学学习的重点。
下面给大家介绍塑料注射模设计及制造基础
讲授新课一、读装配图
注射模由动模和定模两大部分组成,定模固定在注射机的
固定模板上,动模固定在移动模板上。
合模构成型腔及浇注
系统,开模取出塑件及浇注系统凝料。
挂图中注射模的零件明细:1-定位圈,2-浇注套,3-
定模座板,4-定模板,5-动模板,6-支承板,7-支架
(模脚),8-推杆固定板,9-推板,10-拉料杆,11-推
杆,12-导柱,13-型芯,14-凹模,15-冷却水通道。
其中组成定模的零件有:1、2、3、4、14、15;组成动模
的结构有:5、6、7、8、9、10、11、12、13、15。
提问:指出图中型腔和浇注系统的位置。
(如图(一)所
示)
根据每个零件所起的作用,一般注射模又可细分为以下几
个基本组成部分。
二、基本组成部分
在授课
时,出示挂
图,讲课直
观便捷,促
使学生以较
快的速度掌
握新的知识
点。
从整体出
发,识别模
具的两大组
成部分。
图(一)型腔与浇注系统
讲授新课
1.成型零件它通常由型芯、型腔以及螺纹型芯、螺纹
型环、镶件等组成。
模具中直接与产品接触,决定产品尺
寸、形状、表面粗糙度(如图件13、14)。
2.浇注系统它是将熔融塑料由注射机喷嘴引向型腔的
通道。
通常,浇注系统由主流道、分流道4、浇口和冷料穴4
个部分组成(如图件2 )。
3.导向机构保证模具中动、定模或推出机构准确导向
和定位的零件。
通常由导柱和导套组成(如图件12、14的导
向孔)。
4.推出机构在开模过程中将塑件及浇注系统凝料推出
或拉出的装置(如图件8、9、10、11 )。
从局部入
手,通过着
重讲解每个
部分的作
用,在老师
的引导下,
找出相应各
部分的零
件。
由模具结构
组成延伸到
模具的工作
过程,使知
识结构更步
入新的台
阶,增加了
学生的成就
感,激发了
学习的积极
性。
图(二)成型零件
图(三)浇注系统
图(四)导向机构
讲授新
课
5.分型抽芯机构在塑件上有侧孔或侧凹时,开模推出塑件以前,必须先将侧型芯从塑件中抽出,方能顺利脱模,完成这一动作过程的是分型抽芯机构。
6.冷却和加热装置为满足注射成型工艺对模具温度的要求,模具上需设有冷却或加热装置。
冷却时,一般在模具型腔或型芯周围开设冷却通道(如图件13、14上的冷却通道);而加热时,则在模具内部或周围安装加热元件。
7.排气系统在注射过程中,为将型腔内的空气以及塑料在受热和冷凝过程中产生的气体排出去而开设的气流通道。
排气系统通常在分型面处开设排气槽,有的也可利用活动零件的配合间隙排气。
8.支承与紧固零件其主要起装配、定位和联结的作用。
包括定模座板、型芯或动模固定板、垫块、支承板、定位环、销钉和螺钉等(如图件1、3、4、5、6、7 )。
不是所有注射模都具备上述八大部分,根据塑件形状,模具结构不同,选择性的设计使用。
三、模具的工作过程
开模后,塑件连同浇注系统凝料一起留在动模一侧,推出机构,从同一分型面将塑件和凝料推出,合模,重复下一个生产周期。
图(五)推出机构
塑料注射模结构组成 (板书设计)
仅供学习与交流,如有侵权请联系网站删除谢谢11
挂图一
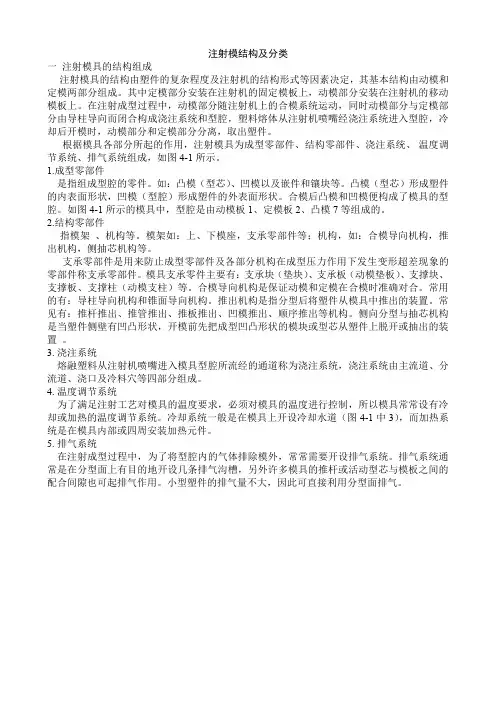
图5-1 单分型面注射模
1-定位圈 2-浇口套 3-定模座板 4-定模板 5-动模板 6-支承板 7-支架 8-推杆固定板 9-
推板 10-拉料杆 11-推杆 12-导柱 13-型芯 14-凹模 15-冷却水通道
仅供学习与交流,如有侵权请联系网站删除谢谢11
仅供学习与交流,如有侵权请联系网站删除谢谢11
挂图二
1-动模座板 2-7、18、21-螺钉 8-镶块 13-锲形块 14-21-主型芯 19-浇口杆
幻灯片一:
幻灯片二:塑料概论
仅供学习与交流,如有侵权请联系网站删除谢谢11
幻灯片之三:
仅供学习与交流,如有侵权请联系网站删除谢谢11。