注射模典型结构及分类
- 格式:doc
- 大小:726.00 KB
- 文档页数:4
注射模结构及分类一注射模具的结构组成注射模具的结构由塑件的复杂程度及注射机的结构形式等因素决定,其基本结构由动模和定模两部分组成。
其中定模部分安装在注射机的固定模板上,动模部分安装在注射机的移动模板上。
在注射成型过程中,动模部分随注射机上的合模系统运动,同时动模部分与定模部分由导柱导向而闭合构成浇注系统和型腔,塑料熔体从注射机喷嘴经浇注系统进入型腔,冷却后开模时,动模部分和定模部分分离,取出塑件。
根据模具各部分所起的作用,注射模具为成型零部件、结构零部件、浇注系统、温度调节系统、排气系统组成,如图4-1所示。
1.成型零部件是指组成型腔的零件。
如:凸模(型芯)、凹模以及嵌件和镶块等。
凸模(型芯)形成塑件的内表面形状,凹模(型腔)形成塑件的外表面形状。
合模后凸模和凹模便构成了模具的型腔。
如图4-1所示的模具中,型腔是由动模板1、定模板2、凸模7等组成的。
2.结构零部件指模架、机构等。
模架如:上、下模座,支承零部件等;机构,如:合模导向机构,推出机构,侧抽芯机构等。
支承零部件是用来防止成型零部件及各部分机构在成型压力作用下发生变形超差现象的零部件称支承零部件。
模具支承零件主要有:支承块(垫块)、支承板(动模垫板)、支撑块、支撑板、支撑柱(动模支柱)等。
合模导向机构是保证动模和定模在合模时准确对合。
常用的有:导柱导向机构和锥面导向机构。
推出机构是指分型后将塑件从模具中推出的装置。
常见有:推杆推出、推管推出、推板推出、凹模推出、顺序推出等机构。
侧向分型与抽芯机构是当塑件侧壁有凹凸形状,开模前先把成型凹凸形状的模块或型芯从塑件上脱开或抽出的装置。
3. 浇注系统熔融塑料从注射机喷嘴进入模具型腔所流经的通道称为浇注系统,浇注系统由主流道、分流道、浇口及冷料穴等四部分组成。
4. 温度调节系统为了满足注射工艺对模具的温度要求,必须对模具的温度进行控制,所以模具常常设有冷却或加热的温度调节系统。
冷却系统一般是在模具上开设冷却水道(图4-1中3),而加热系统是在模具内部或四周安装加热元件。
目的与要求:1.了解注射模结构组成;2.按结构特征进行分类的几种结构组成、工作原理。
重点和难点:模具的结构组成塑料注射成型所用的模具称为注射成型模具,简称注射模。
它是实现注射成型工艺的重要工艺装备。
注射模的分类1、按塑料制品材料分热塑性塑料注射模、热固性塑料注射模2、按所用注射机类型分卧式注射机用、立式注射机、角式注射机用模具;3、按模具型腔数目分单型腔注射模具、多型腔注射模具4、按注射成型工艺特点分普通流道注射模具、热流道注射模具、低发泡注射模具和精密注射模具等注射模的分类5、按模具结构特点进行分类:注射模的结构组成根据各零件所起作用细分型腔浇注系统导向机构推出机构冷却与加热装置排气系统支承与紧固零件分型与抽芯机构一、单分型面注射模具结构模具由定模(或上模)和动模(或下模)两部分组成,因为只有一个分型面,故称单分型面注射模。
定模(或上模):安装在注射机定模安装板上的部分,下图中的蓝色部分;动模(或下模):安装在注射机动模移动板上的部分,下图中的其余部分;分型面:模具上用以取出塑件和(或)浇注系统凝料的可分离的接触表面。
单分型面注射模具剖切图:各部分名称如下:1-动模座板2-垫块3-支承板4-动模板5-型芯6-导套7-8-浇口套9-定位圈10-定模座板11-螺钉12-型腔13-塑件14-15-螺钉16-推杆固定板17-推板18-拉料杆19-推杆20-复位杆21-弹簧垫块复位杆动模板定模板定模座板导柱支承板推杆固定板推板动模座板浇口套推杆(b)塑件和浇注系统凝料(a)二板模注射模典型结构单分型面注射模二、典型单分型面注射模具工作原理二、典型单分型面注射模具工作原理1.浇注系统由主流道、分流道和浇口组成,由注射机挤出的塑料熔体通过主流道经由分流道和浇口,进入模具型腔内。
2.推出系统由推杆、推板、推杆固定板和拉料杆组成。
注射机上的顶杆穿过模具动模座板上的孔作用在推板上,再推动推杆和拉料杆推出包在型芯上的塑件。
注射模的分类方法很多。
例如可按安装方式、型胶数目和结构特征等进行分类,佃是从模只设计的角度上看,按注射模具的总体结构特征分类最为方便。
一般可将注射模具分为以下几类。
(1)单分型砌注射模具。
单分型面注射模只又称为两板式模具,它是注射模具巾最简单而又员常用的一类。
据统计.两板式模具占全部泞射模具的70%。
如图4—l所尔的单分型面注射模具,钽电容型腔的一部分(型芯)在动模板上,另一部分(凹模)在定模板上。
申分泅而注射模具结构简单、操作方便,但是除采用直接浇口之外,型腔的浇口位置只能选择在制品的侧面。
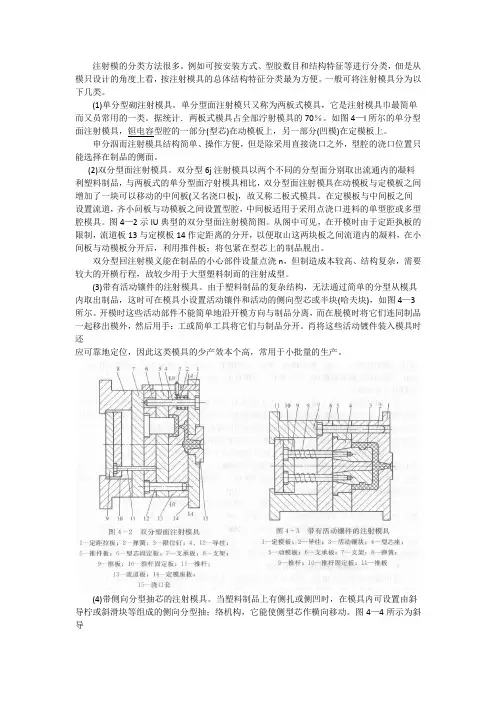
(2)双分型面注射模具。
双分型6j注射模具以两个不同的分型面分别取出流通内的凝料利塑料制品,与两板式的单分型面泞射模具相比,双分型面注射模具在动模板与定模板之间增加了一块可以移动的中间板(又名浇口板),故又称二板式模具。
在定模板与中间板之间设置流道,齐小问板与功模板之间设置型腔,中间板适用于采用点浇口进料的单型腔或多型腔模具。
图4—2示lU典型的双分型面注射模简图。
从阁中可见,在开模时由于定距执板的限制,流道板13与定模板14作定距离的分开,以便取山这两块板之间流道内的凝料,在小间板与动模板分开后,利用推件板;将包紧在型芯上的制品脱出。
双分型回注射模义能在制品的小心部件设量点浇n,但制造成本较高、结构复杂,需要较大的开横行程,故较少用于大型塑料制而的注射成型。
(3)带有活动镶件的注射模具。
由于塑料制品的复杂结构,无法通过简单的分型从模具内取出制品,这时可在模具小设置活动镶件和活动的侧向型芯或半块(哈夫块),如图4—3 所尔。
开模时这些活动部件不能简单地沿开模方向与制品分离,而在脱模时将它们连同制品一起移出模外,然后用手:工或简单工具将它们与制品分开。
肖将这些活动镀件装入模具时还应可靠地定位,因此这类模具的少产效本个高,常用于小批量的生产。
(4)带侧向分型抽芯的注射模具。
当塑料制品上有侧扎或侧凹时,在模具内可设置由斜导柠或斜滑块等组成的侧向分型抽;络机构,它能使侧型芯作横向移动。

注射模由哪几部分组成各部分作用是什么注射模是用于医疗注射的设备,主要由注射器、针头和保险帽等部分组成。
每个部分都有特定的作用,以确保有效的注射过程和减少可能的风险。
以下是注射模的各个部分及其作用的详细解释。
1.注射器注射器是注射模的主要部分,由一个筒体和一个活塞组成。
注射器的主要作用是储存和输送药物。
药物通过注射器的筒体进入,并通过活塞推进进一步给予患者。
注射器的筒体通常具有刻度,以便医生或护士可以准确地测量所需的药物剂量。
2.针头针头是连接到注射器的细长金属管,用于将药物注入患者的体内。
针头的作用是穿刺皮肤和注射药物。
针头必须保持尖锐和清洁,以减少刺痛和感染的风险。
不同类型和尺寸的针头可根据注射的需求进行选择。
3.保险帽保险帽是位于针头上方的塑料盖子,主要用于保护和保持针头的清洁。
保险帽阻止了针头与外界环境的接触,防止针头受到污染和损坏。
在注射之前,保险帽必须拆下,并在注射后重新盖上以保持针头的卫生。
4.塞子塞子是位于注射器的另一端的橡胶部分,用于密封和保持药物的完整性。
在药物储存在注射器中或注射前,塞子将药物密封在注射器内,防止其泄露或受到外界污染。
5.透明筒身透明筒身是注射器的一部分,具有防滑和可见度的功能。
透明筒身使医生或护士能够直观地查看药物的储存量和注射过程。
这有助于确保药物剂量的准确性,并帮助提醒医务人员是否需要再次充填注射器。
6.尖锐的突出部分尖锐的突出部分位于注射器筒体的前端,用于装配针头。
其作用是提供连接针头的固定点,以确保针头不会在注射过程中偏离或脱落。
7.外套外套是一种用于保护注射器的盖子或外层包装。
它可以防止注射器受到污染、损坏或无意中触及。
外套还可以用于封存未使用的注射器,以确保其卫生和完整性,并防止未经授权的访问。
总结起来,注射模主要由注射器、针头、保险帽、塞子、透明筒身、尖锐的突出部分和外套等部分组成。
每个部分都有着特定的作用,确保注射过程的有效性和患者的安全。
医务人员必须熟悉每个部分的功能和使用方法,并遵循正确的卫生操作规程,以减少感染和其他注射相关风险的可能性。
注射模具典型结构一单分型面注射模具单分型面注射模又称二板式注射模,它是注射模中最简单、最基本的一种结构形式,对成型塑件的适应性很强,因而应用十分广泛。
这种模具只有动、定模之间的一个分型面,其典型结构如图4-1所示。
根据具体塑件的实际要求,单分型面注射模既可以设计成单型腔注射模,也可以设计成多型腔注射模,也可增添其它的部件(如嵌件、螺纹型芯或活动型芯等)。
因此,在这种基本结构形式的基础上,可演变出其它各种复杂结构。
1. 工作原理合模时,在导柱8和导套9的导向定位下,动、定模闭合。
型腔由定模板2上的凹模与固定在动模板1上凸模组成,并由注射机合模系统提供的锁模力锁紧。
注射时,塑料熔体经定模上的浇注系统进入型腔,待熔料充满型腔并经过保压、补缩和冷却定型后开模。
开模时,注射机合模系统带动动模部分后退,模具从动、定模分型面处分开,塑件包在凸模7上随动模一起后退,同时,拉料杆15将浇注系统的主流道凝料从浇口套中拉出。
当动模移动一定距离后,注射机的顶杆21接触推板13,推出结构开始动作,推杆18和拉料杆15分别将塑件及浇注系统凝料从凸模7和冷料穴中推出,塑件与浇注系统凝料一起从模具中落下,完成一次注射过程。
合模时,推出机构靠复位杆复位并准备下一次注射。
2. 设计注意事项(1)分流道位置的选择分流道开设在分型面,既可单独开设在动模一侧或定模一侧,也可开设在动、定模分型面的两侧,应视塑件的具体形状而定。
(2)塑件的留模方式由于注射机的推出机构一般设置在动模一侧,所以应尽量使塑件在分型后留在动模一边,以便于推出。
因此,在设计时要考虑塑件对凸模或型芯的包紧力,一般将包紧力大的凸模或型芯设置在动模一侧,将包紧力小的凸模或型芯设置在定模一侧。
(3)拉料杆的设置为了将浇注系统主流道凝料在分型时从模具浇口套中拉出,避免下次成型时堵塞流道,动模一侧必须设有拉料杆。
(4)导柱的设置合模导柱既可设置在动模一侧,也可设置在定模一侧,要据模具结构的具体情况而定,通常是设置在型芯凸出分型面最长的那一侧,但标准模架的导柱一般都设置在动模一侧。
注射模的典型结构与分类1 . 1 注射模的典型结构注射模的基本结构是由动模和定模两大部分组成。
动模安装在注射机的移动模板上,定模安装在注射机的固定模板上。
注射时,动模与定模闭合构成型腔和浇注系统,开模时,动模与定模分离,通过脱模机构推出塑件。
根据模具中各个部件的作用,注射模具可以细分为以下几个部分。
( l )成型部分。
直接成型塑件的部分通常由凸模(成型塑件内表面)、凹模(成型塑件外表面)、型芯或成型杆、镶块,以及螺纹型芯和螺纹型环等组成。
( 2 )浇注系统.是指将塑料熔体由注射机喷嘴引向闭合型腔的流动流道.通常,浇注系统由主流道、分流道、浇口和冷料井组成。
( 3 )导向机构。
导向机构保证合模时动模和定模准确对合,以保证塑件的形状和尺寸精度,避免模具中其他零件(经常是凸模)发生碰撞和干涉。
导向机构分为导柱导向机构和锥面定位导向机构。
对于深腔、薄壁、精度要求较高的塑件,除了导柱导向外,经常还采用内外锥面定位导向机构。
在大中型注射模具的脱模机构中,为了保证在脱模过程脱模装置不因为变形歪斜而影响脱模,经常设置导向零件。
( 4 )脱模机构。
是指开模时将塑件和浇注系统凝料从模具中推出,实现脱禅的装置,常用的脱模机构有推杆、推管和推件板等。
( 5 )侧向分型抽芯机构。
带有内外侧孔、侧凹或侧凸的塑件,需要有侧向型芯或侧向成型块来成型,在开模推出塑件之前,模具必须先进行侧向分型,抽出侧向型芯或脱开侧向成型块,塑件才能顺利脱模。
负责完成上述功能的机构,称为侧向分型抽芯机构。
( 6 )温度调节系统。
为了满足注射成型工艺对模具温度的要求,模具一般设有冷却和加热系统。
冷却系统一般在模具内开设冷却水道,外部用橡皮软管连接。
加热装置则在模具内或模具四周设置电热元件、热水(油)或蒸汽等具有加热结构的板件。
模具中是开设冷却还是加热装置,需要根据塑料种类和成型工艺来确定。
( 7 )排气系统.注射充模时,为了塑料熔体的顺利进人,需要将型腔内的原有空气和注射成型过程中塑料本身挥发出来的气体排出模外,常在模具分型面处开设几条排气槽。
第五章注射模设计
塑料注射成所用的模具,称为注射成型模具,简称注射模或注塑模。
与其他塑料成型方法相比,注射成型塑件的内在和外观质量均较好,生产效率高,容易实现自动化,是应用最为广泛的塑料成型方法,
注射成型是热塑性塑料成型的一种重要方法,到目前为止除了氟塑料外,几乎所有的热塑性塑料都可用此方法成型。
注射成型也已经成功应用于某些热固性塑料,甚至橡胶制品。
一、单分型面注射模的组成
按机构组成,单分型面注射模由模腔、成型零部件、浇注系统、导向机构、顶出装置、温度调节系统和结构零部件组成。
(1) 模腔
模具中用于成型塑料制件的空腔部分,由于模腔是直接成型塑料制件的部分,因此模腔的形状应朽塑件的形状一致,模腔一般由型腔、型芯组成。
(2) 成型零部件
构成塑料模具模腔的零件统称为成型零部件,通常包括型芯(成型塑件内部形状)、型腔(成型塑件外部形状)。
(3) 浇注系统
将塑料由注射机喷嘴引向型腔的流道称为浇注系统,浇注系统分主流道、分流道、浇口、冷料穴四个部分,是由浇口套、拉料杆和定模板上的流道组成。
(4) 导向机构
为确保动模与定模合模时准确对中而设导向零件。
通常有导向柱、导向孔或在动模定模上分别设置互相吻合的内外锥面组成。
(5) 推出装置
在开模过程中,将塑件从模具中推出的装置。
有的注射模具的推出装置为避免在顶出过程中推出板歪斜,还设有导向零件,使推板保持水平运动。
由推杆、推板、推杆固定板、复位杆、主流道拉料杆、支承钉、推板导柱及推板导套组成。
(6) 温度调节和排气系统
为了满足注射工艺对模具温度的要求,模具设有冷却或加热系统,冷却系统一般在模具内开设冷却水道,冷却系统是由冷却水道和水嘴组成。
加热则在模具内部或周围安装加热元件,如电加热元件。
在注射成型过程中,为了将型腔内的气体排除模外,常常需要开设排气系统。
(7) 结构零部件
用来安装固定或支承成型零部件及前述的各部分机构的零部件。
支承零部件组装在一起,可以构成注射模具的基本骨架。
二、单分型面注射模的工作原理
单分型面注射模的工作原理:模具合模时,在导柱和导套的导向定位下,动模和定模闭合。
型腔由定模板上的型腔与固定在动模板上型芯组成,并由注射机合模系统提供的锁模力锁紧。
然后注射机开始注射,塑料熔体经定模上的浇注系统进入型腔,带熔体充满型腔并经过保压、补塑和冷却定型后开模。
开模时,注射机合模系统带动动模后退,模具从动模和定模分型面分开,塑件包在型芯上随动模一起后退,同时,拉料杆将浇注系统的主流道凝料从浇口套中拉出。
当动模移动一定距离后,注射机的顶杆接触推板,推板机构开始动作,使推杆和拉料杆分别将塑件及浇注系统凝料从型芯和冷料穴中推出,塑件在浇注系统凝料一起从模具中落下,至此完成一次注射过程。
合模时,推出机构靠复位杆复位并准备下一次注射。
三.注射模分类
注射模具根据结构与使用目的有多种分类方法。
一般可按如下方式进行分类:
1、单分型面注射模
2.双分型面注射模
也称三板式注射模,中间增加了一个可移动的流道板。
3带活动镶件注射模
模具上设有活动的型芯、螺纹型芯或HALF块。
4.侧向分型抽芯注射模
5.自动卸螺纹注射模
成型带有内螺纹或外螺纹的塑件,为了能自动卸螺纹在模具内设有能转动的螺纹型芯或螺纹型环。
6.定模推出机构注射模。