塑胶射出成型技术讲义
- 格式:ppt
- 大小:2.29 MB
- 文档页数:30

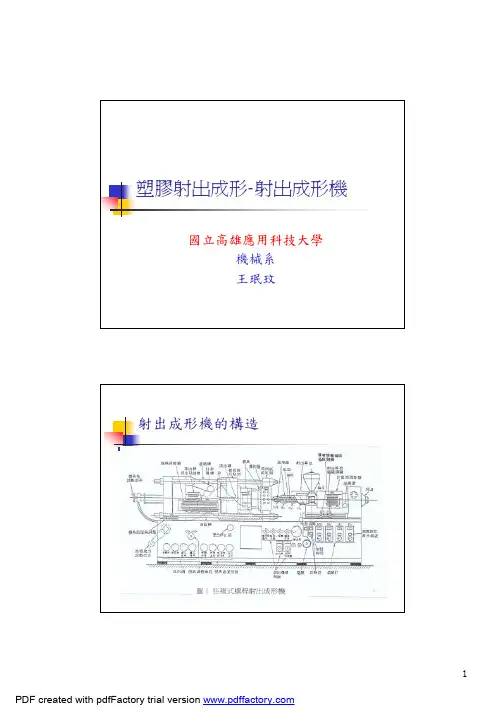
塑膠射出成形-射出成形機國立高雄應用科技大學 機械系 王珉玟射出成形機的構造1 PDF created with pdfFactory trial version 射出成形機的種類1.依成形材料 熱塑性塑膠射出成形機 熱固性塑膠射出成形機 固態原料(IMM) 液態原料(LIM, liquid injection molding) 團狀原料(BMC, bulk modulus molding)射出成形機的種類2.依射出裝置的構造區分柱塞式Torpedo:定量塑料,加熱及剪切塑化,柱塞射出Inline:螺桿提供塑化(含混練),計量,射出,保壓Preplas:押出螺桿塑化,柱塞計量射出2 PDF created with pdfFactory trial version 2.依射出裝置的構造區分3.依合模裝置的構造區分2. 直壓式(Hydraulic)1.肘節式(Toggle)Toggle ClampHydraulic CylinderHydraulic Cylinder3.肘節直壓式 以肘節機構關模,直壓油壓裝置鎖模3 PDF created with pdfFactory trial version 4.依射出裝置與合模的配合區分5.依射出裝置與合模裝置的組數區分1.射出裝置複數者2.鎖模裝置複數者 鞋機,熱固性成形機 (冷卻時間較長的時機)4 PDF created with pdfFactory trial version Co-Injection Molding共射出 CoMolding共射出射出裝置 射出單元功能(a)將塑料輸入料缸,並加熱塑化 (b)將熔膠射入模穴直至填滿 (c)進行壓縮使模穴內的熔膠密度升高,並且持續 續壓動作,直到澆口處不發生流動,避免冷卻收縮。
5 PDF created with pdfFactory trial version 代表性射出裝置的構造與特色柱塞式的特色: (1)外部加熱,塑化效果不佳 (2)藉魚雷使塑料流經間隙而 受熱 (3)柱塞射出,計量準確螺桿式的特色: (1) 進料時,螺桿旋轉且後 退,摩擦生熱,塑化效果佳 (2)射出時,螺桿不旋轉且 直接向前,熔膠高壓射出, 但會因逆流而使計量不準6 PDF created with pdfFactory trial version 預先塑化特色: (1)以螺桿塑化膠料達到塑化均勻的目標 (2)以柱塞進行射出達到精確計量的目標螺桿式射出裝置的主要部份螺桿7 PDF created with pdfFactory trial version 標準型螺桿構造(a)固體輸送區(solid conveying zone): 固體輸送區(又稱進料區)的功 能是將藉由重力落入此一區域的塑料顆粒擠壓成成固體床並以塞狀向前 移動,其主要的驅動力是塑料與套筒內側表面的摩擦力(F1)及塑料與螺 桿表面的摩擦力(F2)之差(即F1-F2),當F1愈大於F2,則輸送能力就愈 高。