超精密研磨与抛光[行业荟萃]
- 格式:ppt
- 大小:17.47 MB
- 文档页数:65
![超精密研磨与抛光[行业荟萃]](https://uimg.taocdn.com/4ec91b2569dc5022aaea00cd.webp)
2024年精密研磨抛光系统市场发展现状简介精密研磨抛光系统是一种用于处理高精度零部件表面的设备,广泛应用于电子、光电、航空航天、汽车等领域。
本文将探讨精密研磨抛光系统市场的发展现状,包括市场规模、主要应用领域、技术发展趋势等。
市场规模随着工业自动化的发展和高精度零部件需求的增长,精密研磨抛光系统市场规模不断扩大。
根据市场调研数据显示,预计全球精密研磨抛光系统市场在未来几年内将保持较高的增长率。
其中,亚太地区是最大的市场,北美和欧洲紧随其后。
主要应用领域精密研磨抛光系统主要用于以下领域:1.电子行业:用于半导体芯片、集成电路、平面显示器等高精度电子元件的加工。
2.光电行业:用于光学元件、光纤通信设备、光学镜片等的制造和加工。
3.航空航天行业:用于航空航天零部件的加工、修复和维护。
4.汽车行业:用于汽车发动机、变速器、刹车系统等重要零部件的加工和调整。
技术发展趋势精密研磨抛光系统的技术发展正在朝着以下几个方向前进:1.自动化程度提高:随着工业4.0概念的提出和工业自动化水平的提高,精密研磨抛光系统将更加自动化,减少人工干预,提高加工效率和一致性。
2.智能化控制:引入人工智能和机器学习技术,使精密研磨抛光系统能够自主学习和优化加工参数,提高加工精度和品质。
3.研磨抛光液的创新:对研磨抛光液的研发和改良,不仅可以提高加工效率,还可以减少对环境的影响。
4.精密测量技术的应用:结合精密测量技术,实现对加工过程的实时监测和控制,提高加工精度和稳定性。
市场竞争格局精密研磨抛光系统市场竞争激烈,主要的竞争者包括国际知名企业和本土企业。
国际知名企业在技术实力、品牌认可度和国际市场渠道方面占据优势,但本土企业在价格和售后服务上具有竞争优势。
为了获取更多市场份额,市场竞争者致力于提升产品质量、降低成本并加强技术创新。
总结精密研磨抛光系统市场规模不断扩大,主要应用领域包括电子、光电、航空航天和汽车等行业。
未来,精密研磨抛光系统将更加自动化、智能化,并通过创新技术和精密测量手段提高加工质量和效率。
超精密研磨抛光方法摘要:介绍了几种近代超精密研磨抛光方法的加工原理、特点、加工对象和应用。
关键词:超精密研磨;弹性发射加工;机械化学研磨;磁力研磨;超声研磨Abstract:Introduces several methods of modern ultra-precision polishing processing principle, characteristics, objects and application.Key words:Ultra-precision grinding, Elastic emission machining, Chemical mechanical polishing, Magnetic abrasive, Ultrasonic grinding.一、概述超精密加工技术标志着一个国家机械制造业的水平,在提高光机电产品的性能、质量、寿命和研发高科技产品等方面具有十分重要的作用。
当前,超精密加工是指加工误差小于 0.01μm、表面粗糙度小于 Ra0.025μm 的加工,又称之为亚微米级加工。
现在,超精密加工已进入纳米级,称之为纳米加工。
在超精密加工中,超精密切削、超精密磨削的实现在很大程度上依赖于加工设备、加工工具以及其它相关技术的支持。
并受其加工原理及环境因素的影响和限制,要实现更高精度的加工十分困难。
而超精密研磨抛光由于具有独特的加工原理和对加工设备、环境因素要求不高等特点,故它可以实现纳米级甚至原子级的加工,已成为超精密加工技术中的一个重要部分。
二、几种超精密研磨抛光方法2.1、基于机械作用的超精密研磨抛光方法基于机械作用的超精密研磨抛光方法是依靠微细磨粒的机械作用对被加工表面进行微量去除,达到高精度的加工表面。
2.1.1、弹性发射加工弹性发射加工是一种可以获得较高的加工精度和较低的表面粗糙度的超精密研磨方法。
其加工原理如图1所示(图1略)。
加工时使用聚氨脂球作加工头,在高速旋转的加工头与被加工工件表面之间加上含有微细磨粒(0.1~0.01µm)的研磨液,并产生一定的压力。
超精密研磨抛光的主要新技术液中研磨将超精密抛光的研具工作面和工件浸泡在含磨粒的研磨剂中进行,在充足的加工液中,借助水波效果,利用游离的微细磨粒进行研磨加工,并对磨粒作用部分所产生的热还有极好的冷却效果,对研磨时的微小冲击也有缓冲效果。
机械化学研磨机械化学研磨加工是利用化学反应进行机械研磨,有湿式和干式两种。
湿式条件下的机械化学研磨,用于硅片的最终精加工,研磨剂含有0.01μm大小的SiO2磨粒的弱碱性胶状水溶液,而与它相配合的研具是表层由微细结构的软质发泡聚氨基申酸涂敷的人造革。
干式条件下的机械化学研磨,是利用工件与磨粒之间生成化学反应的研磨方法。
干式条件下的微小范围的化学反应有利于加工的进行,由于0.01~0.02粒径的SiO2磨粒有较强的化学活性,研磨量较大。
磁流体精密研磨磁性流体为强磁粉末在液相中分散为胶态尺寸(<0.015μm)的胶态溶液,由磁感应可产生流动性,特性是:每一个粒子的磁力矩较大,不会因重力而沉降,磁化强度随磁场增加而增加。
当将非磁性材料的磨料混入磁流体,置于磁场中,则磨粒在磁流体浮力作用下压向旋转的工件而进行研磨。
磁流体精研的方法又有磨粒悬浮式加工、磨料控制式加工及磁流体封闭式加工。
磨粒悬浮式加工是利用悬浮在液体中的磨粒进行可控制的精密研磨加工。
研磨装置由研磨加工部分、驱动部分和电磁部分组成。
磨粒控制式加工是在研磨具的孔洞内预先放磨粒,通过磁流体的作用,将磨料逐渐输送到研磨盘上。
磁流体封闭式加工是通过橡胶板将磨粒与磁流体分隔放置进行加工。
磁力研磨利用磁场作用,使磁极间的磁性磨料形成如刷子一样的研磨剂,被吸附在磁极的工作表面上,在磨料与工件的相对运动下,实现对工件表面的研磨作用。
这种加工方法不仅能对圆周表面、平面和棱边等进行研磨,而且还可以对凸凹不平的复杂曲面进行研磨。
软质磨粒机械抛光(弹性发射加工)最小切除可以达到原子级,直至切去一层原子,而且被加工表面的晶格不致变形,能够获得极小表面粗糙度和材质极纯的表面。

精密与超精密磨削技术国内外都采用超精密磨削、精密修整、微细磨料磨具进行亚微米级以下切深磨削的研究以精密与超精密磨削技术国内外都采用超精密磨削、精密修整、微细磨料磨具进行亚微米级以下切深磨削的研究以获得亚微米级的尺寸精度。
微细磨料磨削用于超精密镜面磨削的树脂结合剂砂轮的金刚石磨粒平均直径可小至4 μm。
日本用激光在研磨过的人造单晶金刚石上切出大量等高性一致的微小切刃对硬脆材料进行精密磨削加工效果很好。
超硬材料微粉砂轮超精密磨削主要用于磨削难加工材料精度可达0.025 μm。
日本开发了电解在线修整ELID超精密镜面磨削技术使得用超细微或超微粉超硬磨料制造砂轮成为可能可实现硬脆材料的高精度、高效率的超精密磨削。
作平面研磨运动的双端面精密磨削技术其加工精度、切除率都比研磨高得多且可获得很高的平面度在工具和模具制造中磨削是保证产品的精度和质量的最后一道工序。
技术关键除磨床本身外、磨削工艺也起决定性的作用。
在磨削脆性材料时由于材料本身的物理特性切屑形成多为脆性断裂磨剂后的表面比较粗糙。
在某些应用场合如光学元件这样的粗糙表面必须进行抛光它虽能改善工件的表面粗糙度但由于很难控制形状精度抛光后经常会降低。
为了解决这一矛盾在80年代末日本和欧美的众多公司和研究机构相继推回了两种新的磨削工艺塑性磨削Ductile Grinding和镜面磨削Mirror Grinding。
1塑性磨削它主要是针对脆性材料而言其命名来源出自该种工艺的切屑形成机理即磨削脆性材料时切屑形成与塑性材料相似切屑通过剪切的形式被磨粒从基体上切除下来。
所以这种磨削方式有时也被称为剪切磨削Shere Mode Grindins。
由此磨削后的表面没有微裂级形成也没有脆必剥落时的元规则的凹凸不平表面呈有规则的纹理。
塑性磨削的机理至今不十分清楚在切屑形成由脆断向逆性剪切转变为塑断这一切削深度被称为临界切削深度它与工件材料特性和磨粒的几何形状有关。
一般来说临界切削深度在100μm以下因而这种磨削方法也被称为纳米磨削Nanogrinding。
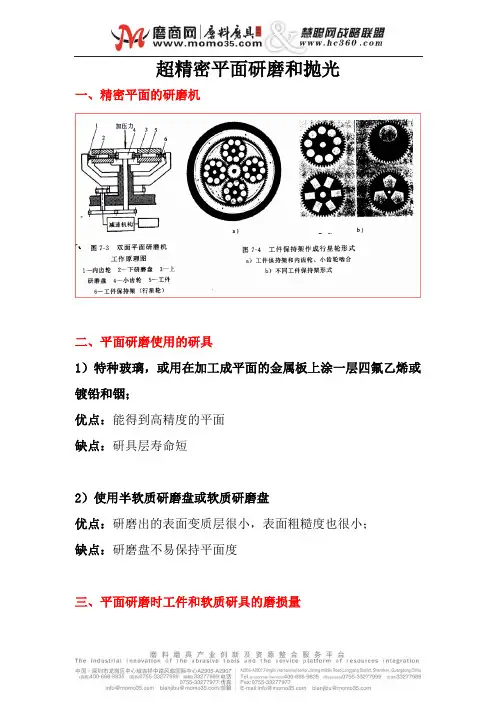
超精密平面研磨和抛光一、精密平面的研磨机二、平面研磨使用的研具1)特种玻璃,或用在加工成平面的金属板上涂一层四氟乙烯或镀铅和铟;优点:能得到高精度的平面缺点:研具层寿命短2)使用半软质研磨盘或软质研磨盘优点:研磨出的表面变质层很小,表面粗糙度也很小;缺点:研磨盘不易保持平面度三、平面研磨时工件和软质研具的磨损量工件与研具两者的任意点A处的加工量和研具磨损量,相对于两者的中心各自画圆弧与横轴相交,从交点出发每20min间隔与纵轴平行地上升或下降。
工件形成凸面,研具在半径上形成凹面使用ηp小的研具效果好。
使用ξ小的研具能有效地控制平面度的恶化,但ξ太小时,压力偏差较大,反而易引起平面度的恶化。
而当ξ较大时,只要加工量少,由于压力偏差较小,初始的平面度不会产生多大的恶化。
四、平行度和晶体方位误差的修正平行度的修正研磨是使被加工面与基准平面的角度误差达到最小值。
单面研磨法采用使工件附加偏心压力。
晶体方位误差的修正加工是以晶格面作参照物进行研磨的。
五、获得高质量平面研磨抛光的工艺规律1)研磨运动轨迹应能达到研磨痕迹均匀分布并且不重叠。
2)硬质研磨盘在精研修形后,可获得平面度很高的研磨表面,但要求很严格的工艺条件。
3)软质(半软质)研磨盘易获得表面粗糙度值极小和表面变质层甚小的研磨抛光表面,但不易获得很高的平面度。
4)使用金刚石微粉等超硬磨料可获得很高的研磨抛光效率。
5)研磨平行度要求很高的零件时,采用(1)上研磨盘浮动以消除上下研磨盘不平行误差;(2)小研磨零件实行定期180度方位对换研磨,以消除因研磨零件厚度不等造成上研磨盘倾斜而研磨表面不平行;(3)对各晶向硬质不等的晶片研磨时,加偏心载荷修正不平行度。
6)为提高研磨抛光的效率和研磨表面质量,可在研磨剂中加入一定量的化学活性物质。
7)高质量研磨时必须避免粗的磨粒和空气中的灰尘混入,否则将使研磨表面划伤,达不到高质量研磨要求。
参考资料:/。
超精密抛光工艺的定义-概述说明以及解释1.引言1.1 概述超精密抛光工艺是一种高度精细化的表面处理技术,通过对工件表面进行极其细致的抛光和修饰,使其获得极高的光学精度和表面平整度。
这项工艺在多个领域都有广泛的应用,包括光学、精密仪器制造、半导体制造等。
相比传统抛光工艺,超精密抛光工艺更注重精度和表面质量的控制,可以实现纳米级甚至更高的表面精度要求。
本文将介绍超精密抛光工艺的定义、应用领域和关键技术,旨在深入探讨这一先进表面处理技术的原理和发展趋势,为相关领域的研究人员和从业者提供参考和借鉴。
json"1.2 文章结构":{"本文将首先介绍超精密抛光工艺的定义,包括其概念、特点和优势。
接着将探讨超精密抛光工艺在不同领域的应用,例如光学、半导体和精密机械制造等。
然后将深入分析超精密抛光工艺的关键技术,包括材料选择、工艺流程和设备要求等。
最后,文章将总结超精密抛光工艺的意义和展望,展望未来在该领域的发展前景,以及对读者提出一些思考和建议。
"}1.3 目的本文旨在探讨超精密抛光工艺的定义、应用领域和关键技术,以帮助读者深入了解该工艺的特点和优势。
通过详细介绍超精密抛光工艺的概念和原理,读者将能够更好地理解其在实际生产中的应用场景和价值所在。
此外,本文还将探讨超精密抛光工艺面临的挑战和未来发展方向,为相关领域的研究和实践提供参考和借鉴。
通过本文的阐述,希望读者能够对超精密抛光工艺有一个全面而深入的认识,从而促进该工艺在工业生产中的广泛应用和推广。
2.正文2.1 超精密抛光工艺的定义超精密抛光工艺是一种高精度的表面处理技术,通过在材料表面施加特定的力和磨料,在微观层面上去除材料表面的凸起部分,从而获得非常光滑的表面。
它在纳米级和亚纳米级的精度下进行,能够获得极高的表面光洁度和平整度。
该技术主要应用于需要极高表面质量和精度的领域,如半导体制造、光学元件制造、精密仪器制造等。
[综述·专论]收稿日期:2006-10-18基金项目:国家自然科学基金重点项目(50535040)作者简介:方海生(1970-),男,浙江舟山人,浙江工业大学工程硕士,浙江机电职业技术学院实验师,研究方向为超精密加工。
超精密研磨技术的现状及发展趋势方海生1,2,胡涤新1,邓乾发1,袁巨龙1 (1.浙江工业大学超精密加工研究中心,浙江杭州 310014; 2.浙江机电职业技术学院,浙江杭州 310053) 摘 要:概述了最近超精密研磨技术的研究动态,介绍了研磨技术的原理、应用和优势,同时介绍了课题组研制的基于修正环在线修整抛光盘技术及专家数据库系统控制的Nanopoli -100智能型纳米级抛光机,结合该领域的最新研究成果,提出了其向高精度、高效率发展的方向。
关 键 词:研磨技术;超精密;Nanopoli-100智能型研磨抛光机;发展动向中图分类号:T G 580 文献标志码:A 文章编号:1005-2895(2007)04-0009-040 引 言研磨是一种重要的精密和超精密加工方法。
其定义可以表述为:利用磨具通过磨料作用于工件表面,进行微量加工的过程。
根据加工方法的机理和特点,最基本的加工方法可以分为:去除加工、结合加工和变形加工3大类[1]。
然而,在最新的多性能复杂形态的元件加工中,往往是上述几种加工法的复合作用。
1 微量材料去除的机械作用及化学作用设想材料去除的最小单位是1层原子的话,那么,最基本的材料去除是将表面的一层原子与内部的原子切开。
机械加工必然残留有加工变质层,加工中还伴随着化学反应等复杂现象[2,3],材料去除的原理是从一层原子到数层原子乃至数十层原子几种状态的复合。
图1 研磨加工的模型 图1所示的是磨粒研磨加工的模型[4]。
单个磨粒的磨削模型,可以用磨粒对工件的机械作用的动作来描述,即按摩擦-耕犁-切削的动作顺序进行。
在加工中的化学反应结果对材料的去除及减小加工变质层可能是有利的[5,6]。
超精密研磨与抛光技术超精密研磨与抛光技术是超精密加工技术的一种。
超精密加工技术指的是超过或达到本时代精度界限的高精度加工。
超精密加工其实是个相对概念,而且随着工艺技术水平的普遍提高,不同时代有着不同的划分界限,但并严格统一的标准。
从现在机械加工的工艺水平来看,通常把加工误差小于0.01μm、表面粗糙度Ra小于0.025μm的加工称为超精密加工。
超精密加工技术起源于20世纪60时代初期——美国于1962年首先研制成功了超精密加工车床。
这一技术是为了适应现代高科技进展需要而兴起的,它综合运用了新进展的机械讨论成果及现代电子、计算机和测量等新技术,是一种现代化的机械加工工艺。
超精密加工拥有广阔的市场需求。
例如,在国防工业中,陀螺仪的加工涉及多项超精密加工技术,由于导弹系统的陀螺仪质量直接影响其命中率——据有关数据,Ikg的陀螺转子,其质量中心偏离其对称轴0.0005μm就会引起100m的射程误差和50m的轨道误差;在信息产业中,计算机上的芯片、磁盘和磁头,录像机的磁鼓、复印机的感光鼓、光盘和激光头,激光打印机的多面体,喷墨打印机的喷墨头等都要靠超精密加工才能达到产品性能要求:在民用产品中,现代小型、超小型的成像设备,如微型摄像机、针孔照相机等同样倚靠于超精密加工技术。
我们所说的超精密加工技术,除了超精密研磨和抛光技术外,还包括超精密磨削、超微细加工、光整加工和精整加工等。
这几种超精密加工方法能加工岀一般精密加工所无法达到的尺寸精度、形状精度及表面粗糙度。
但是,超精紧密削、超精密磨削等的实现在很大程度上倚靠于加工设备、加工工具,同时还受加工原理及环境因素的影响和限制,所以,现在假如想从这些方面提高加工精度,那是非常困难的。
而超精密研磨和抛光技术由于具有独特加工原理,可以实现纳米级甚至原子级的加工,已成为超精密加工技术中的一个紧要。
所以,超精密研磨与抛光技术如今备受关注。
研磨、抛光是历史最悠久的传统工艺。
中国精密研磨抛光系统行业市场环境分析1.市场概述精密研磨抛光系统是一种用于加工和处理各种材料表面的设备,常用于制造业中的精密加工领域。
该系统通过研磨和抛光技术,能够提供高精度、光洁度高的表面处理效果,广泛应用于半导体、光电子、精密机械、航空航天等行业。
2.市场规模分析精密研磨抛光系统市场在近年来快速增长,主要原因包括以下几个方面: - 制造业的发展:随着制造业的发展,对高精度、高质量产品的需求不断增加,推动了精密研磨抛光系统市场的增长。
- 技术进步:随着科技的不断进步,精密研磨抛光系统的技术也得到了迅速发展,使其在制造业中的应用范围更加广泛。
- 市场竞争加剧:市场上存在多家竞争激烈的精密研磨抛光系统供应商,为了在激烈的竞争中脱颖而出,各家供应商不断创新并提高产品性能,进一步推动了市场的增长。
根据市场研究机构的数据,2019年精密研磨抛光系统市场规模达到XX亿元,预计到2025年,市场规模将增长到XX亿元。
3.市场竞争分析精密研磨抛光系统市场存在较多的竞争对手,主要包括以下几个方面: - 国内外知名供应商:包括松下、爱普生、福斯克等国内外知名供应商,他们以其先进的技术和稳定的产品质量在市场上占据一定份额。
- 新兴供应商:随着市场的发展,新兴供应商不断涌现,他们通过创新技术和价格竞争等手段,争取自己的市场份额。
在市场竞争激烈的情况下,供应商主要通过以下方面来提高竞争力: - 技术创新:不断推出新产品和新技术,以满足市场的需求,提高产品的性能和质量。
- 价格竞争:通过降低产品价格,提高性价比,来吸引更多的客户。
- 售后服务:为客户提供完善的售后服务,包括安装、调试、维护等,提高客户的满意度。
4.市场发展趋势精密研磨抛光系统市场在未来将呈现以下几个趋势: - 高精度、高效率:随着科技的发展和市场需求的增加,对产品的精密度和加工效率要求越来越高,驱动了精密研磨抛光系统的发展。
- 智能化:随着人工智能、物联网等技术的不断发展,精密研磨抛光系统将越来越智能化,实现自动化生产,提高生产效率。
超精密研磨技术的发展历史一、技术起源超精密研磨技术起源于20世纪中期,随着航空航天、电子和光学等高科技领域的发展,对于零件的精度和表面质量的要求越来越高,传统的研磨技术已经无法满足这些需求。
因此,人们开始探索超精密研磨技术,以提高零件的精度和表面质量。
二、初步发展在20世纪60年代,超精密研磨技术开始进入初步发展阶段。
这个阶段的主要技术包括:弹性发射加工、抛光加工和化学机械研磨等。
这些技术的应用,使得零件的表面质量和精度得到了显著提高,但是这些技术还存在一些问题,如加工效率低下、加工材料有限等。
三、关键技术突破在20世纪80年代,随着材料科学和工程技术的不断发展,超精密研磨技术取得了一系列关键技术突破。
这些突破包括:加工材料的选择、加工过程中的材料去除机制、加工表面的物理和化学性质等。
这些突破为超精密研磨技术的发展奠定了基础。
四、工业应用推广随着超精密研磨技术的不断发展,其应用范围也逐渐扩大。
目前,超精密研磨技术已经广泛应用于航空航天、电子、光学、医疗器械等领域。
这些应用不仅提高了零件的精度和表面质量,同时也推动了超精密研磨技术的不断发展和完善。
五、技术革新与进步近年来,随着科技的不断进步,超精密研磨技术也在不断革新和进步。
新型的研磨材料、加工设备和工艺不断涌现,使得超精密研磨技术的加工效率、精度和表面质量得到了进一步提高。
同时,智能化和自动化技术的应用,也使得超精密研磨技术更加便捷和高效。
六、国内外发展对比目前,超精密研磨技术在国内外都得到了广泛的关注和应用。
在国外,美国、德国和日本等发达国家在超精密研磨技术方面处于领先地位,已经形成了一套完整的产业链和技术体系。
在国内,随着科技的不断进步和应用需求的增加,超精密研磨技术也得到了迅速发展,但仍存在一定的差距。
为了缩小差距,国内应该加强技术研发和创新,提高自主创新能力,推动超精密研磨技术的进一步发展。
七、未来趋势与展望未来,随着科技的不断进步和应用需求的增加,超精密研磨技术将呈现以下趋势:1.加工效率和精度的提高:随着新型研磨材料和加工设备的出现,超精密研磨技术的加工效率和精度将得到进一步提高,以满足更多领域的需求。
2024年精密研磨抛光系统市场分析现状简介精密研磨抛光系统是一种用于加工和研磨各种材料表面的设备。
它广泛应用于制造业领域,例如电子、光电子、航空航天、汽车等行业。
本文将对精密研磨抛光系统市场的现状进行分析,并探讨其发展趋势。
市场规模精密研磨抛光系统市场在过去几年里持续增长,预计在未来几年里将保持稳定增长的趋势。
根据市场调研公司的数据显示,2019年全球精密研磨抛光系统市场规模达到XX亿美元。
预计到2025年,市场规模将达到XX亿美元。
主要应用领域精密研磨抛光系统主要应用于以下几个领域:1.电子行业:随着电子产品的不断更新换代,对于精密零部件的需求也越来越大。
精密研磨抛光系统在电子行业中被广泛用于半导体、集成电路等零部件的加工和研磨。
2.光电子行业:光电子产品在通信、显示和能源等领域有着广泛的应用。
精密研磨抛光系统在光电子行业中用于光纤和光学元件的加工和研磨,以提高产品的光学性能。
3.航空航天行业:航空航天行业对于材料的精密加工要求非常高,精密研磨抛光系统在航空航天行业中用于航空发动机零部件、航天器材料的加工和研磨。
4.汽车行业:汽车行业对于发动机零部件、汽车外表面的加工要求也很高,精密研磨抛光系统可以提供高精度和高质量的加工效果。
市场竞争格局精密研磨抛光系统市场竞争激烈,主要的竞争者包括国内外的制造商和供应商。
国际上一些大型企业如XXXX、XXXX等,在技术研发和市场份额方面占据着一定的优势。
国内的一些企业如XXXX、XXXX等,在本土市场上表现出色。
此外,一些小型的技术创新型企业也在市场上崭露头角。
市场发展趋势精密研磨抛光系统市场在未来几年里有以下几个发展趋势:1.技术升级和创新:随着科学技术的不断进步,精密研磨抛光系统的技术也在不断升级和创新。
新的材料和工艺将会提高系统的加工精度和效率。
2.自动化和智能化:自动化和智能化将是精密研磨抛光系统的未来发展方向。
人工智能、机器学习等技术将应用于系统中,提升系统的自动化程度和智能化水平。