第5章 超精密研磨与抛光(康仁科) 大连理工大学
- 格式:ppt
- 大小:17.08 MB
- 文档页数:66
第27卷 第5期2019年5月 光学精密工程 Optics and Precision Engineering Vol.27 No.5 May 2019 收稿日期:2018-11-23;修订日期:2019-01-02. 基金项目:国家自然科学基金重大研究计划集成项目(No.91323302);国家自然科学基金资助项目(No.51875078);国家自然科学基金青年基金项目(No.51505063);国家科技重大专项(02专项)(No.2014ZX02504001)文章编号 1004-924X(2019)05-1087-09单晶硅反射镜的超精密磨削工艺王紫光,康仁科,周 平*,高 尚,董志刚(大连理工大学精密与特种加工教育部重点实验室,辽宁大连116024)摘要:为了实现单晶硅反射镜高效低损伤的超精密加工,研究了基于工件旋转法磨削原理的单晶硅反射镜超精密磨削工艺。
通过形貌检测和成份测试的方法分析了该工艺采用的超细粒度金刚石砂轮的组织结构特征,并对单晶硅进行了超精密磨削试验,研究了超细粒度金刚石砂轮的磨削性能。
通过砂轮主轴角度与工件面形之间的数学关系实现对磨削工件面形的控制。
最后,采用超细粒度金刚石砂轮对Φ100mm×5mm的单晶硅反射镜进行了超精密磨削试验验证。
试验结果表明,超细粒度金刚石砂轮磨削后的单晶硅表面粗糙度Ra值小于10nm,亚表面损伤深度小于100nm,磨削后的单晶硅反射镜面形PV值从初始的8.1μm减小到1.5μm。
由此说明采用该工艺磨削单晶硅反射镜能够高效地获得低损伤表面和高精度面形。
关 键 词:单晶硅反射镜;工件旋转法磨削;表面/亚表面损伤;面形控制;超细粒度金刚石砂轮中图分类号:TN305.2 文献标识码:A doi:10.3788/OPE.20192705.1087Ultra-precision grinding of monocrystalline silicon reflectorWANG Zi-guang,KANG Ren-ke,ZHOU Ping*,GAO Shang,DONG Zhi-gang(Key Laboratory for Precision and Non-traditional Machining Technology of Ministry ofEducation,Dalian University of Technology,Dalian116024,China)*Corresponding author,E-mail:pzhou@dlut.edu.cnAbstract:An ultra-precision grinding process employing a rotational grinding technique was investiga-ted to achieve high-efficiency,low-damage grinding of monocrystalline silicon reflectors.First,thecharacteristics of ultra-fine wheels,such as their surface topography and compositions,were ana-lyzed.The grinding performance of wheels was studied based on the grinding of monocrystalline sili-con.Then,the shape of the grinding surface was controlled based on the mathematical relationshipbetween the posture angles of the grinding wheel spindle and surface profile of the workpiece.Ultra-precision grinding experiments onΦ100mm×5mm silicon reflectors with ultra-fine diamond wheelsare conducted for verification.The results show that the surface roughness Rais less than 10nm,thesubsurface damage depth is less than 100nm,and the PV value of the surface of the silicon reflectordecreases from 8.1μm to 1.5μm.It can be concluded that the grinding process can efficiently producesilicon reflectors with low surface damage and shapes of high precision.Key words:silicon reflector;workpiece rotational grinding;surface and subsurface damage;surfaceprofile control;ultra-fine diamond wheel1 引 言 高能激光器中的光学元件在高密度激光束辐照时容易吸收热量,导致这些光学元件自身产生一系列的热效应,从而影响激光器的使用性能[1]。
1)精密和超精密加工的精度范围分别为多少?超精密加工包括哪些领域?2)答:精密与超精密加工的精度随着科学技术的发展不断提高, 以目前的加工能力而言, 精密加工的精度范围是0.1~1μm, 加工表面精度Ra在0.02~0.1μm之间。
超精密加工的精度高于0.1μm, 加工表面精度Ra小于0.01μm。
3)超精密加工领域:4)超精密切削,5)超精密磨削,6)超精密研磨和抛光。
超精密切削对刀具有什么要求?天然单晶金刚石、人造单晶金刚石、人造聚晶金刚石和立方氮化硼刀具是否适用于超精密切削?答: 超精密切削对刀具的要求:1) 刀具刃口锋锐度ρ刀具刃口能磨得极其锋锐, 刃口圆弧半径ρ极小, 能实现超薄切削厚度, 减小切削表面弹性恢复和表面变质层。
ρ与切削刃的加工方位有关, 普通刀具5~30μm, 金刚石刀具<10nm;从物理学的观点, 刃口半径ρ有一极限。
2) 切削刃的粗糙度。
切削时切削刃的粗糙度将决定加工表面的粗糙度。
普通刀刃的粗糙度Ry0.3~5 μm, 金刚石刀具刀刃的粗糙度Ry0.1~0.2 μm, 特殊情况Ry1nm, 很难。
3) 极高的硬度、极高的耐磨性和极高的弹性模量, 保证长的刀具寿命。
4) 刀刃无缺陷, 足够的强度, 耐崩刃性能。
5) 化学亲和性小、与工件材料的抗粘结性好、摩擦系数低, 能得到极好的加工表面完整性。
单晶金刚石硬度极高。
自然界最硬的材料, 比硬质合金的硬度高5~6倍。
摩擦系数低。
除黑色金属外, 与其它物质的亲和力小。
能磨出极锋锐的刀刃。
最小刃口半径1~5nm。
耐磨性好。
比硬质合金高50~100倍。
导热性能好, 热膨胀系数小, 刀具热变形小。
因此, 天然单晶金刚石被一致公认为理想的、不能代替的超精密切削刀具。
人造单晶金刚石已经开始用于超精密切削, 但是价格仍然很昂贵。
金刚石刀具不适宜切黑色金属, 很脆, 要避免振动而且价格昂贵, 刃磨困难。
人造聚晶金刚石无法磨出极锋锐的切削刃, 切削刃钝圆半径ρ很难达到<1μm, 它只能用于有色金属和非金属的精切, 很难达到超精密镜面切削。
1.精密和超精密加工目前包含三个领域:①精密切削②精密和超精密磨削研磨③精密特种加工2我国开展超精密加工技术基础的研究主要内容包含:①超精密切削、磨削的基本理论和工艺②超精密设备的关键技术、精度、动特征和热稳定性③超精密加工的精度检测、在线检测和误差补偿④超精密加工的环境条件⑤超精密加工的材料3.金刚石刀具适用于:铝合金、无氧铜、黄铜、非电解镍等有色金属和某些非金属材料4.金刚石材料的特点:耐磨性好、热传导系数高、切削温度低(和有色金属之间的摩擦因数小)5.切削速度的高低对金刚石刀具的磨损大小影响甚微6.金刚石刀具的寿命:以其切削路程的长度计7.111晶面的破坏机理P128.积屑瘤的影响:①对切削力的影响P14-15 ②对表面粗糙度的影响P159.提高表面质量:修光刃:直线和圆弧对比直线修光刃:减少残留面积,减小加工表面的粗糙度;对刀困难圆弧修光刃:对刀使用方便;刀具制造复杂。
10.切削刃锋锐度对切削变形、加工表面质量的影响P18锋锐的金刚石车刀加工表面粗糙度值较小;用锋锐金刚石车刀切削时切削变形系数明显低于较钝的刀具;背吃刀量很小的精切时应采用rn值很小的锋锐金刚石车刀。
11.金刚石晶体定向:①人工目测定向②X射线定向③激光定向12.金刚石在小刀头上的固定方法:①机械夹固②粉末冶金法固定③粘结或钎焊第三章13.精密和超精密磨料加工是利用细粒度的磨粒和微粉对黑色金属、硬脆材料等进行加工14.超硬磨料:金刚石;立方氮化硼;二者复合材料15.磨料按照粒度分为:磨粒和微粉16.结合剂作用:将磨料粘合在一起,形成一定的形状,并有一定强度常用:树脂、陶瓷、金属结合剂17.普通磨具磨料含量:组织;超硬磨具磨料含量:浓度18.磨具硬度:普通磨具硬度:磨粒在外力作用下自磨料表面脱落的难易程度;磨具强度:磨具在高速回转时抵抗离心力的作用而自身破碎的能力19.涂覆磨具:P5020.涂覆方法:①重力落砂法②涂敷法③静电植砂法21.精密切削机理:微刃的微切削、等高切削、滑挤摩擦抛光作用22.精密磨削时的砂轮修整:单粒金刚石修整;金刚石粉末烧结型修整;金刚石超声波修整23.超硬磨料砂轮磨削的特点:①可加工高硬度高脆性金属非金属材料②磨削能力强耐磨性好寿命高易于控制加工尺寸实现加工自动化③磨削力小磨削温度低加工表面质量好④磨削效率高⑤加工成本低24.超硬磨粒砂轮修整:整形和修锐;整形:使砂轮达到一定精度的几何形状;修锐:去除磨粒间的结合剂使砂轮突出修整方法:车削法;磨削法;滚压挤轧法;喷射法(气压液压);电加工法(电解修锐电火花修整);超声波振动修整法25.磨削液:油性液(润滑性能好,主要成分矿物油)、水性液(冷却性能好,水)26.超精密磨床特点:高精度刚度稳定性,微进给装置,计算机数控第四章27.液体静压轴承、空气静压轴承优缺点:液体静压轴承:回转精度高,转动平稳无振动,刚度高,回转精度高;油温升高,静压油回油时空气带入油源解决:提高压力,控制温度,恒温水冷却轴承空气静压轴承:回转精度高,温升小,热变形误差小;刚度低,承受载荷小28,主轴驱动方式:电动机通过带传动、柔性联轴器驱动,采用内装式同轴电动机29.超精密机床的总体布局:十字形滑板工作台布局,T形,R-θ,偏心圆转角,立式结构布局30.床身导轨材料:优质耐磨铸铁,花岗岩,人造花岗岩31.减小机床热变形的措施:减少热源,采用热膨胀系数小的材料,结构合理化,处在热平衡状态,大量恒温液体浇淋第五章:32.精密测量技术发展的主要体现:①极高精度测量方法和测量仪器的发展②精密在线自动测量技术的发展③测量数据的自动采集处理技术的发展33.精密测量的环境条件:恒温,隔振,气压、自重、运动加速度和其他环境条件34.长度基准:米制35.圆度测量方法:直径法,圆周界限量规测量,在顶尖上旋转法,三点测头法,圆度仪法,三点法36.圆度误差评定(四种圆法):最小外接圆,最大内接圆,最小包容区域圆,最小二乘方圆法37.圆度仪两种结构形式:①测量头随主轴旋转,被测件不动(测量轴旋转式):高精度;垂直水平运动困难,不易测圆柱度同轴度平面度垂直度②测量头不动,被测件随旋转工作台转动(旋转工作台式):可以测圆度同轴度端面跳动量;工件重量大或有偏心重量时影响回转精度38.双频激光测量原理:P13039.激光测量表面粗糙度和形貌:接触式和非接触式P133第七章40.研磨加工:硬脆材料、金属材料41.研磨加工特点:微量切削,按进化原理成形,多刃多向切削42.抛光:p160研磨和抛光的区别:?43.研磨用磨粒性能要求:磨粒形状尺寸一致;磨粒能适当破碎使切刃锋利;磨粒熔点比工件熔点高;磨粒在加工液中容易分散44.加工液:基液(水性油性)、磨粒、添加剂45.精密研磨抛光新技术(举例?):无损伤抛光:机械微量去除,化学抛光,化学机械抛光(原理)非接触抛光界面反应抛光:化学机械抛光和水合抛光电、磁场辅助抛光:磁性磨粒加工,磁流体抛光(悬浮式和分离式),磁流变加工第九章46.外部支撑环境:空气、热、振动、声、光、电场电磁环境47.恒温条件指标:恒温基数,恒温精度48.相对湿度:空气中水蒸气分压力和同温度下饱和水蒸气分压力之比49.实现空气净化的基本要求:发尘量要小,及时排除尘埃,供给洁净的空气50.气流组织形式:乱流,层流51.正压控制:为保持室内环境的洁净度和温湿度,防止外界空气渗入,需要保持室内具有一定的正压52.消除振动干扰:提高设备回转零件的动平衡精度;减少设备传动系统的干扰;减少液压系统的干扰;提高加工的抗振性53.隔振器:弹簧,橡胶,弹簧和橡胶组合,空气弹簧隔振器54.噪声源:空气动力噪声,机械,电磁55.噪声控制:隔声,吸声,消声56.光环境两个指标:照度和眩光57.静电环境:影响:①使人受到电击,造成失误②使元器件击穿③使胶片感光不正常④粉尘吸附造成制品污染粉尘堵塞。
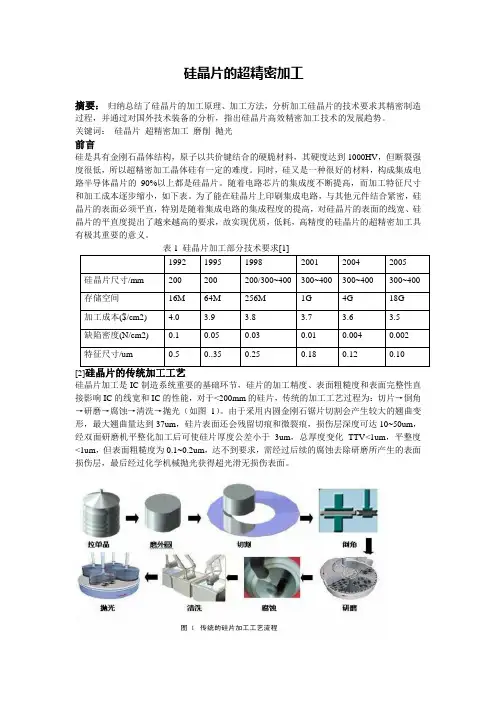
硅晶片的超精密加工摘要:归纳总结了硅晶片的加工原理、加工方法,分析加工硅晶片的技术要求其精密制造过程,并通过对国外技术装备的分析,指出硅晶片高效精密加工技术的发展趋势。
关键词:硅晶片超精密加工磨削抛光前言硅是具有金刚石晶体结构,原子以共价键结合的硬脆材料,其硬度达到1000HV,但断裂强度很低,所以超精密加工晶体硅有一定的难度。
同时,硅又是一种很好的材料,构成集成电路半导体晶片的90%以上都是硅晶片。
随着电路芯片的集成度不断提高,而加工特征尺寸和加工成本逐步缩小,如下表。
为了能在硅晶片上印刷集成电路,与其他元件结合紧密,硅晶片的表面必须平直,特别是随着集成电路的集成程度的提高,对硅晶片的表面的线宽、硅晶片的平直度提出了越来越高的要求,故实现优质,低耗,高精度的硅晶片的超精密加工具有极其重要的意义。
1992 1995 1998 2001 2004 2005 硅晶片尺寸/mm 200 200 200/300~400 300~400 300~400 300~400 存储空间16M 64M 256M 1G 4G 18G 加工成本($/cm2) 4.0 3.9 3.8 3.7 3.6 3.5 缺陷密度(N/cm2) 0.1 0.05 0.03 0.01 0.004 0.002 特征尺寸/um 0.5 0..35 0.25 0.18 0.12 0.10[2]硅晶片加工是IC制造系统重要的基础环节,硅片的加工精度、表面粗糙度和表面完整性直接影响IC的线宽和IC的性能,对于<200mm的硅片,传统的加工工艺过程为:切片→倒角→研磨→腐蚀→清洗→抛光(如图1)。
由于采用内圆金刚石锯片切割会产生较大的翘曲变形,最大翘曲量达到37um,硅片表面还会残留切痕和微裂痕,损伤层深度可达10~50um,经双面研磨机平整化加工后可使硅片厚度公差小于3um,总厚度变化TTV<1um,平整度<1um,但表面粗糙度为0.1~0.2um,达不到要求,需经过后续的腐蚀去除研磨所产生的表面损伤层,最后经过化学机械抛光获得超光滑无损伤表面。
天线反射面表面富树脂层的精密抛光参数对表面粗糙度的影响规律*刘建奇, 康仁科, 田俊超, 董志刚, 鲍 岩(大连理工大学, 精密与特种加工教育部重点实验室, 辽宁 大连 116024)摘要 针对新一代全碳纤维复合材料天线对反射面表面富树脂层的高质量加工需求,开展富树脂层抛光工艺试验,研究抛光时间、磨粒粒径、磨粒质量分数、加载压力以及抛光转速对富树脂层表面粗糙度的影响规律。
结果表明:在当前试验条件下,表面粗糙度随抛光时间的延长先减小后趋于稳定,随着磨粒粒径或加载压力的增大而增大,随磨粒质量分数的升高或抛光转速的增大先减小后增大。
在此基础上形成优化工艺参数组合是磨粒粒径为25 nm ,磨粒质量分数为20%,加载压力为14.1 kPa ,抛光转速为50 r/min ,抛光时间为1.0 h ,抛光液流量为10 mL/min ,用该参数组合加工可获得表面粗糙度S a 为4.73 nm 的高质量富树脂层抛光表面。
关键词 环氧树脂;抛光;表面粗糙度;工艺参数中图分类号 TG58;TH16;TQ323.5 文献标志码 A 文章编号 1006-852X(2023)02-0250-07DOI 码 10.13394/ki.jgszz.2022.0044收稿日期 2022-04-11 修回日期 2022-05-26随着空间探测技术指标的提升,空间探测系统对天线反射面提出了越来越高的制造要求,要求面型精度RMS 优于10 μm 和表面粗糙度S a 优于5 nm[1-2]。
为满足上述指标要求,目前提出在制造反射面的过程中通常选用在表面附加树脂层并修型加工的技术方案,即首先在反射面表面固化一层富树脂层,之后通过修型加工富树脂层使反射面面型精度达到要求,并提升其表面粗糙度[3-4]。
由于树脂具有黏弹性的特点,采用固结磨粒加工易出现刀具堵塞、树脂脱涂等问题;且树脂的玻璃化转变温度低,需严格控制加工区温升[5]。
采用游离磨料抛光对工件材料进行微量去除,无刀具堵塞问题且加工区域温度低[6],可用于富树脂层的修型加工。
特约专家介绍
佚名
【期刊名称】《金刚石与磨料磨具工程》
【年(卷),期】2022(42)4
【摘要】康仁科教授自2002年起在大连理工大学机械工程学院从事光电晶体基片超精密加工、难加工材料构件多能场复合加工的研究。
多年来,打造出一支致力于难加工材料构件精密/超精密与非传统加工的研究团队。
康仁科教授是享受国务院特殊津贴专家,辽宁省“兴辽英才计划”杰出人才,国家重点研发计划项目和军科委基础加强重点项目负责人。
兼任国际磨粒技术学会委员,中国机械工程学会极端制造分会副主任、生产工程分会常务委员、微纳米制造技术分会常务委员,中国机械工程学会生产工程分会磨粒加工技术专业委员会副主任和特种加工分会超声加工专业委员会副主任等职务。
康仁科教授面向航空航天高端装备高性能制造需求,开展了一系列基础理论、关键技术、加工工艺和装备方面的系统研究,研究成果获国家技术发明一等奖1项、二等奖1项、省部级科技奖一等奖6项。
出版专著3部,发表学术论文300多篇。
授权国际发明专利6项、中国发明专利100多项。
【总页数】1页(PF0003-F0003)
【正文语种】中文
【中图分类】F42
【相关文献】
1.《中南医学科学杂志》优秀编委及特约审稿专家介绍
2.《中南医学科学杂志》优秀编委及特约审稿专家介绍
3.《中南医学科学杂志》优秀编委及特约审稿专家介绍
4.特约专家介绍
5.特约专家介绍
因版权原因,仅展示原文概要,查看原文内容请购买。