昆山京群药芯焊丝工艺及配方绝密
- 格式:ppt
- 大小:3.85 MB
- 文档页数:32
FCAW堆焊E309LMoT1-4的焊接工艺和接头性能研究刁旺战;马鸣;刘海;欧海燕【摘要】为了研究堆焊单一E309L M o T1-4熔敷金属的焊接工艺和接头性能,采用药芯焊丝气体保护焊(F C A W)在14C r1M o R基体上堆焊双层E309L M oT1-4焊丝,焊接过程中严格控制焊接热输入和采用有效的消应力退火热处理制度,保证堆焊层顺利通过无损检测、无损检测、力学性能和金相组织分析等理化性能检测.试验结果表明:采用药芯焊丝气体保护焊(F C A W)堆焊双层E309L M o T1-4焊丝时堆焊层的塑韧性能满足要求,但铁素体数量超过12,适合用在对耐蚀性要求不高的容器产品中.【期刊名称】《金属加工:热加工》【年(卷),期】2016(000)022【总页数】3页(P47-49)【关键词】药芯焊丝气保焊;堆焊;接头性能【作者】刁旺战;马鸣;刘海;欧海燕【作者单位】哈尔滨锅炉厂有限责任公司;哈尔滨锅炉厂有限责任公司;哈尔滨锅炉厂有限责任公司;哈尔滨锅炉厂有限责任公司【正文语种】中文目前,在很多石化容器、核能设备等厚壁压力容器设计时,往往综合考虑高温、高压、腐蚀性介质以及控制成本等影响因素,要求在容器内壁堆焊不锈钢复层。
根据腐蚀介质的工作温度和腐蚀特性以及抗裂因素,常见的不锈钢复层搭配有309L/308L、309L/316L和309L/347,其中堆焊首层309L(有的时候也用309LMo)主要是为了在基体与面层之间形成高韧性的过渡层,防止表面裂纹向母材扩展,同时为了补偿由于基材稀释所引起的合金元素(铬、镍)降低,使复层焊缝的合金成分保持应有的水平。
而面层308L、316L和347主要是起到防止腐蚀的作用。
而某石化容器产品的设计仅要求在14Cr1MoR的壳体内表面堆焊厚度≥3mm的309L堆焊层,这种设计要求在以往的容器产品中十分罕见。
对于接管及弯头等某些受尺寸和结构限制的部件,其内壁堆焊时往往无法采用带极埋弧焊施焊,而采用焊条电弧焊堆焊又存在效率低、连续性差的缺点,而药芯焊丝气保焊(FCAW)因其具有熔敷效率高、脱渣性能良好、飞溅小等优点而获得广泛的应用。
2 我国药芯焊丝的行业现状2.1 我国药芯焊丝的发展概况我国药芯焊丝的发展可分为三个阶段。
第一阶段时间上大致为上世纪60至80年代中后期,主要针对药芯焊丝制备技术所涉及的技术领域进行基础研究,包括药芯焊丝线生产所需要的设备、生产工艺、生产配方以及药芯焊丝的应用等。
这一阶段参与的单位以科研院、所为主;第二阶段,80年代中后期至2000年,以引进第一条细直径(φ1.6mm)药芯焊丝生产线以及在国家重点工程(宝钢设备安装等项目)使用药芯焊丝为标志,药芯焊丝进入工程应用阶段。
这一阶段工程上使用的药芯焊丝多为进口药芯焊丝,同时一批企业引进了数十条药芯焊丝生产线。
另外国产药芯焊丝生产设备不断完善,逐步满足了药芯焊丝生产对技术装备的要求,国产药芯焊丝在全年用量中所占比例逐渐增加,为下一阶段的发展奠定了良好的基础;第三阶段,2000年以后特别是2004年后,药芯焊丝应用高速发展。
在经过了多年的市场储备后,伴随制造技术和生产设备的不断进步,我国药芯焊丝行业的生产规模发生了巨大的变化,尤其是近10年来。
产能的扩张是以国内焊接材料生产厂家购置国产药芯焊丝生产线为主,这些企业对焊接材料生产内在规律的掌握以及现成的销售网络,对药芯焊丝年用量成倍增长起到了强有力的推动作用,并且国产药芯焊丝的产品质量能够满足工程的技术要求,价格也从每吨两万多降至一万左右。
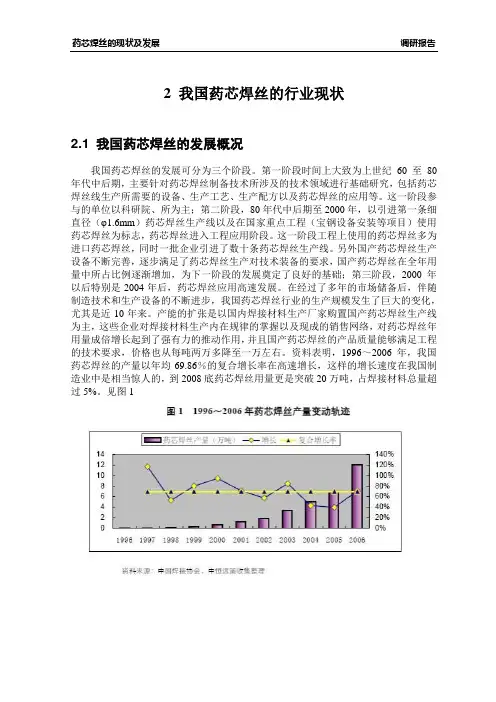
资料表明,1996~2006年,我国药芯焊丝的产量以年均69.86%的复合增长率在高速增长,这样的增长速度在我国制造业中是相当惊人的,到2008底药芯焊丝用量更是突破20万吨,占焊接材料总量超过5%。
见图12.2 我国药芯焊丝的市场状况2.2.1药芯焊丝市场构成情况国内药芯焊丝的使用始于宝山钢铁公司的建设。
其后,机械制造行业、能源化工行业、船舶制造和海洋结构行业、建筑和桥梁业、输油及输气管线建设行业等相继使用了进口焊丝和国产焊丝。
从各行业的使用品种上看,在船舶制造和海洋结构行业、建筑和桥梁业、机械制造行业、能源化工行业、钢结构行业,主要使用钛型气保护药芯焊丝;在输油及输气管线建设中主要使用自保护药芯焊丝;耐磨堆焊药芯焊丝应用于各行业材料的表面性能改进上。
药芯焊丝工艺流程药芯焊丝虽然我们平时看着不起眼,但是不代表很简单,它的制作工序和方法也是非常考究的,因为为了之后的用途能够更加的安全、方便快捷、所以必须严谨,它的制作方法呢,有以下几种。
药芯焊丝的制造工艺共有三种方法:钢管法、钢带法和盘圆法。
钢管法:将配制好的药粉加入盘旋状的无缝钢管中振动填实,再进行多道拉拔而成。
其优点是无缝、能镀铜、耐吸潮,但装粉技术难度大,制造成本高,生产效率非常低。
钢带法:目前国际上普遍采用该方法生产药芯焊丝。
它利用冷轧钢带作外皮原料,经裁成窄带并清洗后,再冷弯成U型管。
加入药粉,闭合成O型管,再多次拉拔而成。
利用该方法生产的技术较为成熟,生产效率明显高于钢管法。
成本虽较钢管法低,但因冷轧钢带的价格已高达5500~6300元/吨,致使其生产成本还是居高不下。
盘圆法:用盘圆钢作为外皮原料生产药芯焊丝的盘圆法,最早是由美国林肯公司提出,具有低成本和高成品质量的特点,是公认的优秀工艺方法。
采用这种方法从根本上解决了生产成本过高的问题(盘圆钢价格为2400~2800元每吨),可比钢带法的生产成本降低30%左右。
但是多年来国内外都始终解决不了盘圆钢在大延伸率冷加工过程中的硬化问题,只能停留在反复退火再轧制的科研实验阶段。
经过无氧退火2~3次,会使生产成本增加30%,盘圆法的低成本优势完全丧失,无法实用于工业生产。
我公司解决了这一技术难题,实现了技术突破。
已做到从直径6.5mm的盘圆钢轧制成壁厚0.7mm的薄壁U 型管,在其中充填药芯后,再冷加工成直径1.2mm的药芯焊丝,中途不用退火。
我公司设计制造的盘圆法轧制药芯焊丝自动生产线设备,制造Ø1.2mm常规药芯焊丝的产出速度已达500米/分钟,三班制的日产量为5.5吨,标称年产量为1500吨,已用于工业化生产两年多。
药芯焊丝工艺流程
药芯焊丝的制作过程就像做一道独特的“焊接馅饼”,我来给您详细解释一下:
一、“钢管法”药芯焊丝的做法:
1. 填馅儿:首先,我们要精心配制好“馅料”——也就是药粉,然后把它装进一条像吸管一样的无缝钢管里,想象一下往春卷皮里塞满美味馅料的情景,也要确保里面的药粉分布均匀且结实饱满。
2. 擀面杖式拉伸:接下来就像用擀面杖把面团慢慢拉长一样,我们对装了药粉的钢管进行多次拉拔操作,让其逐渐变成我们需要的细度和长度,这样就形成了初步的“药芯焊丝”。
3. 美化外表:为了使“焊丝馅饼”更加诱人,还需要给它涂上一层“糖衣”——比如镀铜,这不仅可以提升焊丝的导电性和焊接时的粘附力,还能有效防止它氧化变质。
二、“钢带法”和“盘圆法”药芯焊丝的做法:
1. 备料:就像烹饪前要清洗食材一样,我们先将原料——盘条进行清理,包括去除表面杂质、进行深度清洁等步骤。
2. 初步塑形:接着像是把面团揉成粗面条一样,将盘条通过拉拔机器逐步缩小尺寸。
3. 裹馅儿:在这个过程中,我们巧妙地将药粉包裹在焊丝中心,就像面包夹心一样,形成了内部含有特殊配方的“药芯”。
4. 加工提升:在塑形过程中还可能加入一些特殊的“佐料”工艺,例如硼化处理,帮助焊丝提升性能。
5. 精细定型:随后再进一步精细化拉拔,让焊丝尺寸更准确,同时保证药芯紧紧地嵌入焊丝中。
6. 美颜装扮:为了让我们的“焊丝馅饼”穿上华丽的外衣,需要通过化学镀铜等一系列步骤,让它表面光滑亮丽,好似披上了金色的“糖衣”。
7. 打包出炉:最后,经历了各种工序的焊丝会被卷起来,接受严格的质量检查,只有合格的产品才会被打包入库,等待着为焊接工程贡献自己的力量。
药芯焊丝电弧焊FCAW -SS Innershield®FCAW -GS Outershield®Copyright Ó2002-10 Lincoln Global Inc.12什么是FCAW-SS? FCAW-SS = 药芯焊丝电弧焊–自保护焊t Innershield ®焊接方法t 林肯电气公司研发的工艺方法t 其为管焊丝,管芯为焊剂成分,作用是保护焊缝成型。
t 大部分焊丝在DCEN (DC-)极性下运行,而一些在DCEP (DC+)下运行。
焊丝供给系统电源焊枪工件送丝机FCAW-SS –优点t可用于户外操作t无保护气体费用t熔敷率高FCAW-SS –优点t机械性能好Array t除烟有效t能够在较差钢材上进行焊接t全位置焊接FCAW-SS –局限性t飞溅物t焊渣(清洁时间)t再次起弧前需剪断焊丝端部6什么是FCAW-GS?FCAW-GS = 药芯焊丝电弧焊–气体保护t “双保护式”焊接方法t 其为管焊丝,管芯为焊剂成分t 配用外部的保护气体t 一般在DCEP (DC+)极性下运行。
保护气气源保护气调节器送丝机焊丝供给系统焊接电源焊枪FCAW-GS –优点t焊缝(珠)外观好Array t飞溅物很少,甚至无t熔敷率高t机械性能好FCAW-GS –优点t高效(90+%)t全位置焊接t能够沉积低氢焊缝9FCAW-GS –局限性t 烟雾t 需携带相关设施t 需在室内焊接t 有产生气疤的可能性t 需对保护气体t 高辐射热t 焊渣FCAW 焊接原理1011FCAW-SS 工作原理t 焊丝和工件之间的电弧熔化了焊丝和接头。
t 形成焊缝金属和焊渣t 因焊渣较熔融金属轻,故上浮于表面。
t DC 极性导电嘴工件电弧熔融的焊缝金属经固化的焊缝金属保护性焊渣自保护药芯焊丝绝缘导套电流导并FCAW-GS 工作原理t焊丝和工件之间的电弧熔化了焊丝和接头。
t形成焊缝金属和焊渣t因焊渣较熔融金属轻,故上浮于表面。
Enterprise Development专业品质权威Analysis Report企业发展分析报告昆山京群焊材科技有限公司免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:昆山京群焊材科技有限公司1企业发展分析结果1.1 企业发展指数得分企业发展指数得分昆山京群焊材科技有限公司综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业空资质增值税一般纳税人产品服务高科技药芯焊丝、手焊条等焊接用新型合金材料1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.4行政处罚-工商局4.5税务评级4.6税务处罚4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.11产品抽查-工商局4.12欠税公告4.13环保处罚4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。
药芯焊丝生产工艺药芯焊丝是一种焊接材料,具有良好的导电性和导热性,广泛应用于电子、电器、机械等领域。
药芯焊丝生产工艺是指药芯焊丝的制造过程,下面将介绍药芯焊丝的生产工艺。
首先,原料的准备是药芯焊丝生产的第一步。
药芯焊丝的主要原料包括焊丝基材和焊剂。
焊丝基材通常采用铜、钢、铝等金属材料,焊剂主要包括焊剂粉末和流体剂。
原料的选择要根据焊接材料的要求来确定,同时要确保原料的质量稳定可靠。
第二步,焊剂的制备。
焊剂的制备主要包括焊剂粉末的配方和混合、焊剂流体的配制等。
焊剂粉末的配方要根据焊接材料的要求来确定,包括焊剂成分和含量等。
焊剂粉末的混合要采用机械混合的方式,确保焊剂成分均匀。
焊剂流体的配制一般是将焊剂粉末和流体剂以一定比例混合,并进行搅拌。
第三步,焊丝的制备。
焊丝的制备主要包括焊丝基材的加工和焊剂的涂覆两个环节。
焊丝基材的加工一般是将铜、钢、铝等金属材料进行拉拔,制成一定直径的细丝。
焊剂的涂覆一般是将焊剂流体浸渍到焊丝表面,通过干燥和固化,形成一层均匀而稳定的焊剂涂层。
第四步,焊丝的成型。
焊丝的成型一般是将经过焊剂涂覆的焊丝进行拉拔、成型,形成一定直径和长度的焊丝。
成型的过程中需要控制拉拔速度和拉力,确保焊丝的直径和长度符合要求。
同时还需要进行坯材的退火处理,消除应力和提高焊丝的强度。
第五步,焊丝的包装和质检。
焊丝的包装一般是将焊丝按照一定长度或重量进行切割,并用盘库等方式进行包装和封装,以便于储存和运输。
在包装的过程中需要对焊丝进行质检,包括外观检查、尺寸检测、焊剂涂层厚度和质量检测等。
确保焊丝的质量和性能符合要求。
以上就是药芯焊丝的生产工艺的简要介绍,药芯焊丝的生产工艺是一个复杂的过程,需要严格的控制和操作。
通过合理的原料选择、制备、成型和质检等环节,可以提高焊丝的质量和性能,满足焊接材料的要求。

目录一、企业背景 (5)1.1 工商信息 (5)1.2 分支机构 (5)1.3 变更记录 (5)1.4 主要人员 (7)1.5 联系方式 (8)二、股东信息 (8)三、对外投资信息 (8)四、企业年报 (9)五、重点关注 (10)5.1 被执行人 (11)5.2 失信信息 (11)5.3 裁判文书 (11)5.4 法院公告 (13)5.5 行政处罚 (14)5.6 严重违法 (14)5.7 股权出质 (14)5.8 动产抵押 (14)5.9 开庭公告 (14)5.11 股权冻结 (15)5.12 清算信息 (15)5.13 公示催告 (15)六、知识产权 (16)6.1 商标信息 (16)6.2 专利信息 (21)6.3 软件著作权 (24)6.4 作品著作权 (25)6.5 网站备案 (25)七、企业发展 (25)7.1 融资信息 (25)7.2 核心成员 (25)7.3 竞品信息 (26)7.4 企业品牌项目 (27)八、经营状况 (27)8.1 招投标 (27)8.2 税务评级 (29)8.3 资质证书 (29)8.4 抽查检查 (30)8.5 进出口信用 (30)8.6 行政许可 (30)一、企业背景1.1 工商信息企业名称:昆山京群焊材科技有限公司工商注册号:320583400007763统一信用代码:913205837923009751法定代表人:周峙宏组织机构代码:79230097-5企业类型:有限责任公司(外国法人独资)所属行业:通用设备制造业经营状态:开业注册资本:1,200万(美元)注册时间:2006-09-06注册地址:江苏省昆山市巴城镇石牌金凤凰路358号营业期限:2006-09-06 至 2056-09-05经营范围:生产各种高科技药芯焊丝、手焊条等焊接用新型合金材料、各种焊接辅料、焊剂;焊接材料用矿砂原料加工;焊材生产设备设计、组装;销售自产产品。
从事与本企业生产同类产品、焊接设备及复合材料的商业批发及进出口业务。