埋弧焊的焊接材料
- 格式:wps
- 大小:42.50 KB
- 文档页数:8
埋弧焊焊接材料一、焊丝和焊剂的作用及分类1.焊丝按焊丝结构不同可分为:实芯焊丝、药芯焊丝。
常用的是实芯焊丝;药芯焊丝只用在某些特殊场合。
按被焊材料不同可分为:碳素结构钢焊丝、合金结构钢焊丝、不锈钢焊丝等。
2.焊剂埋弧焊时,能够熔化形成熔渣和气体,对熔化金属起保护作用,并进行复杂的冶金反应的颗粒状物质叫焊剂。
(1)焊剂的作用①产生气体和熔渣,保护电弧和熔池。
②对焊缝金属渗合金,改善焊缝的化学成分,提高力学性能。
③改善焊接工艺性能,使电弧稳定燃烧,脱渣容易,焊缝成形美观。
(2)焊剂的分类①埋弧焊剂按制造方法不同分为: 熔炼焊剂、烧结焊剂和粘接焊剂。
熔炼焊剂:由各种矿物原料混合后,在电炉中经熔炼,再倒入水中粒化而成的焊剂。
颗粒强度高,化学成分均匀,是目前应用最多的一类焊剂,缺点是熔炼过程烧损严重,不能依靠焊剂向焊缝金属大量渗入合金元素。
.烧结焊剂:按一定比例配料后,加入粘接剂,搅拌后在高温(400~1000℃)下烧结而成的焊剂。
粘接焊剂:按一定比例配料后,加入粘接剂,搅拌后在低温(400℃以下)烘干而成的焊剂,以前也叫陶瓷焊剂。
非熔炼焊剂(烧结焊剂、粘接焊剂),化学成分不均匀,脱渣性好,由于没有经过熔炼,可通过焊剂向焊缝金属大量渗入合金元素,增大焊缝金属的合金化。
非熔炼焊剂(特别是烧结焊剂)主要应用于焊接高合金钢和堆焊。
②按化学成分分类:有高锰焊剂、中锰焊剂、低锰焊剂和无锰焊剂等;并根据焊剂中氧化锰、二氧化硅和氟化钙含量的高低,分成不同的焊剂类型。
二、焊丝和焊剂的型号及牌号1.焊丝的牌号根据GB/T14957—1994《熔化焊用钢丝》、YB/T5092—1996《焊接用不锈钢丝》规定。
实芯焊丝的牌号表示方法为:“H”表示焊丝;后面的一位或两位数字表示含碳量;化学元素符号及其后面的数字表示该元素的近似含量,含量低于1%时,可省略数字,只标记元素符号;末尾标“A”或“E”时,分别表示“优质品”或“高级优质品”,表明S、P等杂质含量更低。
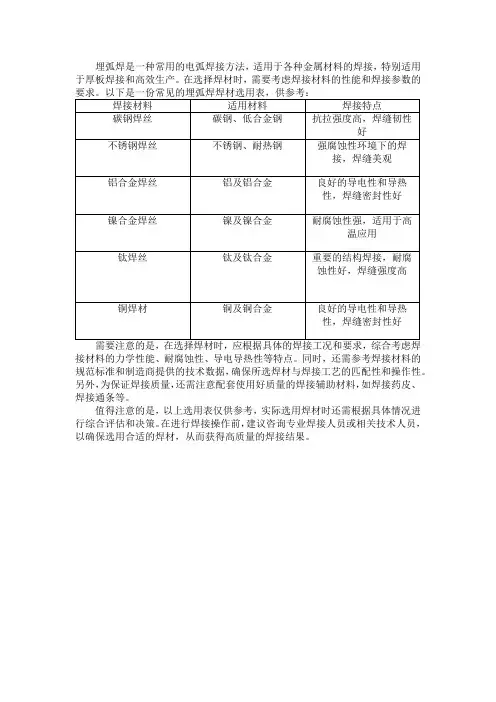
埋弧焊是一种常用的电弧焊接方法,适用于各种金属材料的焊接,特别适用于厚板焊接和高效生产。
在选择焊材时,需要考虑焊接材料的性能和焊接参数的
接材料的力学性能、耐腐蚀性、导电导热性等特点。
同时,还需参考焊接材料的规范标准和制造商提供的技术数据,确保所选焊材与焊接工艺的匹配性和操作性。
另外,为保证焊接质量,还需注意配套使用好质量的焊接辅助材料,如焊接药皮、焊接通条等。
值得注意的是,以上选用表仅供参考,实际选用焊材时还需根据具体情况进行综合评估和决策。
在进行焊接操作前,建议咨询专业焊接人员或相关技术人员,以确保选用合适的焊材,从而获得高质量的焊接结果。
埋弧焊焊接材料一、焊丝和焊剂的作用及分类1.焊丝按焊丝结构不同可分为:实芯焊丝、药芯焊丝。
常用的是实芯焊丝;药芯焊丝只用在某些特殊场合。
按被焊材料不同可分为:碳素结构钢焊丝、合金结构钢焊丝、不锈钢焊丝等。
2.焊剂埋弧焊时,能够熔化形成熔渣和气体,对熔化金属起保护作用,并进行复杂的冶金反应的颗粒状物质叫焊剂。
(1)焊剂的作用①产生气体和熔渣,保护电弧和熔池。
②对焊缝金属渗合金,改善焊缝的化学成分,提高力学性能。
③改善焊接工艺性能,使电弧稳定燃烧,脱渣容易,焊缝成形美观。
(2)焊剂的分类①埋弧焊剂按制造方法不同分为: 熔炼焊剂、烧结焊剂和粘接焊剂。
熔炼焊剂:由各种矿物原料混合后,在电炉中经熔炼,再倒入水中粒化而成的焊剂。
颗粒强度高,化学成分均匀,是目前应用最多的一类焊剂,缺点是熔炼过程烧损严重,不能依靠焊剂向焊缝金属大量渗入合金元素。
烧结焊剂:按一定比例配料后,加入粘接剂,搅拌后在高温(400~1000℃)下烧结而成的焊剂。
粘接焊剂:按一定比例配料后,加入粘接剂,搅拌后在低温(400℃以下)烘干而成的焊剂,以前也叫陶瓷焊剂。
非熔炼焊剂(烧结焊剂、粘接焊剂),化学成分不均匀,脱渣性好,由于没有经过熔炼,可通过焊剂向焊缝金属大量渗入合金元素,增大焊缝金属的合金化。
非熔炼焊剂(特别是烧结焊剂)主要应用于焊接高合金钢和堆焊。
②按化学成分分类:有高锰焊剂、中锰焊剂、低锰焊剂和无锰焊剂等;并根据焊剂中氧化锰、二氧化硅和氟化钙含量的高低,分成不同的焊剂类型。
二、焊丝和焊剂的型号及牌号1.焊丝的牌号根据GB/T14957—1994《熔化焊用钢丝》、YB/T5092—1996《焊接用不锈钢丝》规定。
实芯焊丝的牌号表示方法为:“H”表示焊丝;后面的一位或两位数字表示含碳量;化学元素符号及其后面的数字表示该元素的近似含量,含量低于1%时,可省略数字,只标记元素符号;末尾标“A”或“E”时,分别表示“优质品”或“高级优质品”,表明S、P等杂质含量更低。
埋弧焊用热强钢实心焊丝、药芯焊丝和焊丝-焊剂组合
分类要求
埋弧焊用热强钢实心焊丝、药芯焊丝和焊丝焊剂组合分类一般根据以下要求进行:
1. 实心焊丝和药芯焊丝的分类:实心焊丝与药芯焊丝是以不同方式制造的两种不同的焊丝。
实心焊丝是用连续铸造技术制造的,焊丝截面为实心,药芯焊丝则是在焊丝中央镶嵌有药芯,药芯中包含有助焊剂等焊接材料。
2. 焊丝焊剂的分类:焊丝焊剂包括不同种类的助焊剂和钢化剂,根据不同的配方可以分为多种不同的组合。
焊丝焊剂也可根据不同的焊接目的和要求进行分类,例如冶金、机械、航空、船舶、化工等不同领域的焊接,对焊丝焊剂的要求也不同。
3. 组合分类:在实际使用时,根据不同材质和焊接要求,可以选择不同的焊丝和焊剂进行组合使用。
如热强钢材料常使用的组合有AWS E80C-Ni1、EB2K等。
这些组合是经过多次试验和实践验证的,可以满足不同的焊接需求,同时也符合国际标准和行业标准。
总之,埋弧焊用热强钢实心焊丝、药芯焊丝和焊丝焊剂组合分类要求根据材料特性、焊接要求和实际使用等多方面进行分析和筛选,选择合适的组合方案可以保证焊接质量和效果。
埋弧焊焊剂种类埋弧焊是一种常用的焊接方法,它能够高效地将金属工件连接在一起。
而在进行埋弧焊时,焊剂的选择也是非常重要的。
不同的焊剂种类在焊接过程中具有不同的特性和应用范围。
本文将介绍一些常见的埋弧焊焊剂种类及其特点。
1. 碱性焊剂碱性焊剂是一种常见的埋弧焊焊剂,它的主要成分是碳酸钠和碳酸钙。
碱性焊剂具有良好的脱硫、脱氧和清洁作用,能够有效地减少焊接过程中的气孔和夹杂物。
此外,碱性焊剂还具有较高的焊缝抗裂性和耐高温性能,适用于焊接低合金钢和碳钢等材料。
2. 钙钛型焊剂钙钛型焊剂是一种含有钙钛化合物的焊剂,其主要成分为钙钛矿和钙石灰。
钙钛型焊剂具有良好的熔化性能和润湿性,能够使焊接过程中的熔池更加稳定。
此外,钙钛型焊剂还具有较高的焊接速度和较低的溅渣量,适用于焊接低碳钢和不锈钢等材料。
3. 碱钾型焊剂碱钾型焊剂是一种含有碱金属和钾金属的焊剂,其主要成分为氢氧化钠和氯化钾。
碱钾型焊剂具有较高的气孔抑制能力和焊缝成形性能,能够有效地减少焊接过程中的气孔和夹杂物。
此外,碱钾型焊剂还具有较好的抗氧化性和耐高温性能,适用于焊接高强度钢和低合金钢等材料。
4. 硅钙钛型焊剂硅钙钛型焊剂是一种含有硅、钙和钛元素的焊剂,其主要成分为硅酸钙、钛酸钙和硅酸钠。
硅钙钛型焊剂具有良好的熔化性能和润湿性,能够使焊接过程中的熔池更加稳定。
此外,硅钙钛型焊剂还具有较好的抗氧化性和耐高温性能,适用于焊接高强度钢和不锈钢等材料。
5. 钙钛硼型焊剂钙钛硼型焊剂是一种含有钙、钛和硼元素的焊剂,其主要成分为钙钛矿、硼酸钠和钡硅酸钙。
钙钛硼型焊剂具有较高的熔化性能和润湿性,能够使焊接过程中的熔池更加稳定。
此外,钙钛硼型焊剂还具有良好的抗氧化性和耐高温性能,适用于焊接高强度钢和低合金钢等材料。
总结起来,埋弧焊焊剂种类繁多,每种焊剂都具有不同的特点和应用范围。
在选择焊剂时,需要根据焊接材料的类型和要求来进行合理的选择。
通过正确选择焊剂,可以提高焊接质量,确保焊接接头的强度和密封性。
埋弧焊剂的主要成分
埋弧焊剂是焊接过程中不可或缺的重要材料,其主要作用是在焊接区域形成一层保护层,保护焊接区域不受空气中的气氛污染。
埋弧焊剂的主要成分包括下列几种:
1. 金属粉末:金属粉末是埋弧焊剂中最重要的成分之一。
它可以提高焊接的电流密度,加速金属的熔化和流动,从而提高焊接速度和效率。
2. 氧化物:氧化物是埋弧焊剂中非常重要的成分之一,它可以在焊接过程中产生氧气,帮助加速金属的氧化过程,促进金属的熔化和流动。
3. 硅酸盐:硅酸盐是埋弧焊剂中的另一种重要成分,它可以在高温下稳定存在,产生一种硬质层,起到保护焊接区域的作用。
4. 碱性物质:碱性物质可以中和焊接区域中的酸性物质,维持焊接区域的中性或碱性,避免焊接区域被酸性物质腐蚀和破坏。
总之,埋弧焊剂的主要成分是由金属粉末、氧化物、硅酸盐、碱性物质等几种化学成分组成,其比例和配方的不同,会影响焊接质量、效率和成本等方面。
- 1 -。
1.2 埋弧焊材料——焊丝、焊剂及选配焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
二者直接参与焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生产率,因此根据焊缝金属要求,正确选配焊丝和焊剂是埋弧焊技术的一项重要内容。
1.2.1 焊丝埋弧焊使用的焊丝有实心焊丝和药芯焊丝两类,生产中普遍使用的是实心焊丝,药芯焊丝只在某些特殊场合应用。
焊丝品种随所焊金属的不同而不同,目前已有碳素结构钢、低合金钢、高碳钢、特殊合金钢、不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。
根据国家标准GB/ T14957—1994、GB/T4241—1984 焊接用钢丝的规定,表1、表2是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学成分。
H10 MnSiMoTiA H08MnMoA H08 Mn2MoA H10 Mn2MoA H08 Mn2MoVA H10 Mn2MoVA H08CrMoA H13CrMoA H18CrMoA H08CrMoVA H08CrNi2MoA H30CrMoSiA H10MoCrA 0.08~0.12≤0.100.06~0.110.08~0.130.06~0.110.08~0.13≤0.100.11~0.160.15~0.22≤0.100.05~0.100.25~0.350.102.100.80~1.100.90~1.201.00~1.301.20~1.601.60~1.901.70~2.001.60~1.901.70~2.000.40~0.700.40~0.700.40~0.700.40~0.700.50~0.60~0.900.70~1.100.40~0.70≤0.25≤0.25≤0.40≤0.25≤0.400.15~0.350.15~0.350.15~0.350.15~0.350.10~0.300.90~1.200.15~0.35≤0.20≤0.20≤0.20≤0.20≤0.20≤0.200.80~1.100.80~1.100.80~1.101.00~1.300.70~1.000.80~1.100.45~0.65≤0.30≤0.30≤0.30≤0.30≤0.30≤0.30≤0.30≤0.30≤0.30≤0.301.40~1.80≤0.30≤0.300.250.20~0.400.30~0.500.50~0.700.60~0.800.50~0.700.60~0.800.40~0.600.40~0.600.15~0.250.50~0.700.20~0.40—0.40~0.60————0.06~0.120.60~0.12———0.15~0.35———Ti0.05~0.15Ti0.15(*)Ti0.15(*)Ti0.15(*)Ti0.15(*)Ti0.15(*)———————0.0250.0300.0300.0300.0300.0300.0300.0300.0250.0300.0250.0250.0300.0300.0300.0300.0300.0300.0300.0300.0300.0300.0300.0250.0300.030(2) 焊剂的型号和牌号的编制方法1) 焊剂的型号焊剂的型号是按照国家标准划分的,我国的现行GB5293—1999《埋弧焊用碳钢焊丝和焊剂》中规定:焊剂型号划分原则是依据埋弧焊焊缝金属的力学性能。
第四章埋弧焊第一节埋弧焊的工作原理及特点埋弧焊也是利用电弧作为热源的焊接方法。
埋弧焊时电弧是在一层颗粒状的可熔化焊剂覆盖下燃烧,电弧不外露,埋弧焊由此得名。
所用的金属电极是不间断送进的光焊丝。
一、工作原理图4—1是埋弧焊焊缝形成过程示意图。
焊接电弧在焊丝与工件之间燃烧,电弧热将焊丝端部及电弧附近的母材和焊剂熔化。
熔化的金属形成熔池,熔融的焊剂成为溶渣。
熔池受熔渣和焊剂蒸汽的保护,不与空气接触。
电弧向前移动时,电弧力将熔池中的液体金属推向熔池后方。
在随后的冷却过程中,这部分液体金属凝固成焊缝。
熔渣则凝固成渣壳,覆盖于焊缝表面。
熔渣除了对熔池和焊缝金属起机械保护作用外,焊接过程中还与熔化金属发生冶金反应,从而影响焊缝金属的化学成分。
埋弧焊时,被焊工件与焊丝分别接在焊接电源的两极。
焊丝通过与导电嘴的滑动接触与电源联接。
焊接回路包括焊接电源、联接电缆、导电嘴、焊丝、电弧、熔池、工件等环节,焊丝端部在电弧热作用下不断熔化,因而焊丝应连续不断地送进,以保持焊接过程的稳定进行。
焊丝的送进速度应与焊丝的熔化速度相平衡。
焊丝一般由电动机驱动的送丝滚轮送进。
随应用的不同,焊丝数目可以有单丝、双丝或多丝。
有的应用中采用药芯焊丝代替实心焊丝,或是用钢带代替焊丝。
1—焊剂 2—焊丝(电极) 3—电弧 4—熔池 5—熔渣 6—焊缝 7—母材 8—渣壳图4—1 埋弧焊焊缝形成过程示意图埋弧焊有自动埋弧焊和半自动埋弧焊两种方式。
前者的焊丝送进和电弧移动都由专门的机头自动完成,后者的焊丝送进由机械完成,电弧移动则由人工进行。
焊接时,焊剂由漏斗铺撒在电弧的前方。
焊接后,未被熔化的焊剂可用焊剂回收装置自动回收,或由人工清理回收。
二、埋弧焊的优点和缺点1.埋弧焊的主要优点(1)所用的焊接电流大,相应输入功率较大。
加上焊剂和熔渣的隔热作用,热效率较高,熔深大。
工件的坡口可较小,减少了填充金属量。
单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。
埋弧焊是一种常见的焊接方法,其中焊丝和焊剂是两个关键元素。
正确的焊丝和焊剂的配比使用对于焊接质量和效率有着至关重要的影响。
首先,我们来了解一下焊丝的选择。
埋弧焊焊丝通常分为实芯焊丝和药芯焊丝。
实芯焊丝通常是高碳钢、合金钢等材料制成,而药芯焊丝则在内部填充了焊剂。
选择焊丝时,需要考虑所需焊接材料的性质、强度要求以及使用环境等因素。
接下来是焊剂的选择。
埋弧焊焊剂通常分为熔炼型和非熔炼型两大类。
熔炼型焊剂通常由铁合金、纯金属氧化物等材料制成,而非熔炼型焊剂则由具有不同特性的固体粉末混合而成。
选择焊剂时,需要考虑所需焊接材料的性质、母材的成分、坡口形状以及焊接工艺参数等因素。
那么,如何确定焊丝和焊剂的用量配比呢?这需要根据所需焊接的材料、厚度以及所需的焊接效果等因素来确定。
一般来说,焊丝的直径和长度会根据所需焊接的厚度和坡口形状来确定,而焊剂的用量则根据所需的焊接效果、母材成分以及坡口形状等因素来确定。
在实际操作中,可以根据以下步骤来确定焊丝和焊剂的用量配比:1. 根据所需焊接材料的性质和厚度,选择合适的焊丝直径和长度。
2. 根据所需焊接效果、母材成分以及坡口形状等因素,选择合适的焊剂类型和用量。
3. 根据实际情况,对焊丝和焊剂的用量进行适当调整,以达到最佳的焊接效果和效率。
需要注意的是,正确的焊丝和焊剂的配比使用对于焊接质量和效率有着至关重要的影响。
如果配比不当,可能会导致焊接缺陷、降低焊接效率甚至会对焊接设备造成损害。
因此,在实际操作中,需要严格按照相关规范和标准进行操作,并根据实际情况进行适当调整。
此外,还需要注意以下几点:1. 在使用前要对焊丝和焊剂进行检查,确保其质量合格且符合要求。
2. 在使用过程中要保持清洁,避免杂质和污垢的影响。
3. 在使用后要对剩余的焊丝和焊剂进行妥善处理,避免浪费和污染环境。
总之,正确的焊丝和焊剂的配比使用对于埋弧焊的焊接质量和效率有着至关重要的影响。
在实际操作中,需要严格按照相关规范和标准进行操作,并根据实际情况进行适当调整。
欧标埋弧焊材型号全文共四篇示例,供读者参考第一篇示例:欧标是欧洲标准化委员会制定的一系列标准的总称,涵盖了许多不同领域的产品和服务,其中就包括焊接材料的标准。
欧洲标准委员会针对不同类型的焊接,制定了一系列的欧标,其中包括欧标埋弧焊材型号。
埋弧焊是一种常见的焊接方法,通过在焊接过程中使用焊丝和焊条来填充焊缝,从而形成坚固的焊接接头。
欧标埋弧焊材型号规定了在不同工艺条件下使用的埋弧焊材料的种类和性能,以确保焊接质量和安全性。
欧标埋弧焊材型号主要分为以下几类:1. 焊丝型号:欧标规定了不同牌号和规格的焊丝,用于不同工件的埋弧焊接。
这些焊丝通常由不同种类的金属或合金制成,以满足不同材料的焊接需求。
有些焊丝适用于焊接不锈钢,而有些适用于焊接碳钢。
2. 焊条型号:与焊丝类似,欧标还规定了不同牌号和规格的焊条,用于埋弧焊接。
焊条通常包括焊芯和外包层两部分,其中焊芯负责提供焊接金属,外包层则起到保护和稳定电弧的作用。
3. 焊剂型号:在某些特殊情况下,需要使用焊剂来帮助焊接过程。
欧标也规定了不同种类和规格的焊剂,以满足不同焊接条件下的需求。
4. 预合金焊金属型号:为了提高焊接材料的性能,有时会采用预合金焊金属。
欧标规定了不同种类和组成的预合金焊金属,以适应不同要求下的焊接任务。
欧标埋弧焊材型号的制定不仅有助于标准化焊接工艺,还能确保焊接过程的质量和安全性。
焊接材料的选择对于焊接接头的性能至关重要,只有选择合适的埋弧焊材料,才能确保焊接接头的牢固性和耐腐蚀性。
欧标埋弧焊材型号是欧洲标准委员会为了规范埋弧焊接工艺而制定的一系列标准。
通过遵循这些标准,焊接人员可以选择合适的焊接材料,确保焊接接头的质量和性能。
在实际焊接过程中,建议尽量选择符合欧标的焊接材料,以确保焊接工艺的稳定性和可靠性。
【2000字】第二篇示例:欧标(European Standard)是欧洲国家制定的一系列技术标准,涵盖了各个领域的产品和服务。
在焊接材料领域,欧标也有相应的规范和标准,以确保焊接质量和安全。
埋弧焊机的设备构成
埋弧焊机是一种常见的焊接设备,由多个组成部分构成。
它的主要功能是通过电弧熔化焊条并将其与工件连接起来。
下面将介绍埋弧焊机的设备构成。
1. 电源:埋弧焊机的核心部件是电源,它提供所需的电能来产生焊接所需的弧光。
电源通常由主变压器、整流器和电容器等组成,能够将电网电压转换为适合焊接的电压和电流。
2. 控制系统:埋弧焊机的控制系统用于调节焊接电流和电压,以确保焊接质量。
控制系统通常包括电流调节器、电压调节器和电流传感器等。
3. 焊接枪:焊接枪是埋弧焊机中最重要的部件之一,它连接电源和焊接材料。
焊接枪通常由电极、喷嘴和电缆等组成,通过电源提供的电流和电压来产生焊接弧光。
4. 焊接材料:埋弧焊机使用焊条作为焊接材料。
焊条是由焊接金属和焊剂组成的棒状材料,通过电弧的熔化和燃烧来连接工件。
焊条的选择根据焊接材料的种类和焊接要求来确定。
5. 冷却系统:由于焊接过程中会产生大量的热量,因此埋弧焊机通常配备了冷却系统,用于冷却焊接枪和其他部件,以保证设备的正常工作。
6. 辅助设备:埋弧焊机还可以配备一些辅助设备,如焊接头盔、焊接手套和焊接台等,以提供安全保护和焊接操作的便利。
以上是埋弧焊机的主要设备构成。
每个部件都发挥着重要的作用,共同完成焊接任务。
埋弧焊机的设备构成合理,操作简便,广泛应用于各个领域的焊接工作中。
通过合理使用埋弧焊机,可以提高焊接质量和效率,满足不同工件的焊接需求。