焊锡作业标准
- 格式:pptx
- 大小:7.98 MB
- 文档页数:44
焊锡作业制度是针对焊锡作业过程中需要遵守的相关规定和要求,以确保作业的安全和有效性。
以下是一般的焊锡作业制度:
1.焊锡作业人员必须经过专业培训,掌握焊锡技能和安全知识。
2.焊锡作业前,应对作业场所进行清理和检查,确保工作台面干净整洁,并准备好所需的I具和材料。
3.焊锡作业时,应注意保持通风良好,避免吸入有害气体和烟尘。
4.焊锡作业后,应对焊接点进行检查,确保焊接质量符合要求,并及时清理现场,保持工作区域的整洁和卫生。
5.焊锡作业人员应注意个人卫生和安全防护,避免长时间接触有害物质。
6.焊锡作业时应使用合适的防焊渣护具,如护目镜、防护面罩等。
7.焊锡作业时应注意防火、防爆等安全事项,避免发生意外事故。
8.对于非专业人员或未经授权的人员,不得进行焊锡作业。
9.在进行焊锡作业时,应保持高度的专注和责任心,确保工作质量和安全。
10.在进行焊锡作业时,应注意节约材料和能源,减少浪费和污染。
以上是一般的焊锡作业制度,具体规定可能因不同行业和工作环境而有所不同。
在进行焊锡作业时,应结合实际情况制定相应的制度和操作规程,确保作业的安全和有效性。
制定:审核:批准:。
焊锡的规章制度和操作流程一、规章制度1.1 焊锡是一项具有一定危险性的工艺,为了保障焊工的安全和生产质量,公司制定了以下规章制度:1.2 焊锡操作人员必须持有效的焊工证和岗位培训合格证,方可进行焊接工作;1.3 焊锡操作人员必须穿戴防护用具,包括焊衣、焊帽、焊手套、防护眼镜等;1.4 焊锡操作人员必须经过领导或师傅的指导和监督方可进行焊接工作,严禁独自操作;1.5 不得在没有通风设备的环境下进行焊接工作,以免产生有害气体对焊工造成危害;1.6 严禁在易燃易爆环境下进行焊接工作,以免引发火灾事故;1.7 焊工在操作时必须保持警惕,严禁马虎大意,以免造成人身伤害和设备损坏;1.8 焊工必须对焊接设备进行定期检查和维护,确保设备的正常运行;1.9 焊工必须及时清理焊接现场,避免产生火灾隐患和操作不便;1.10 违反以上规章制度的焊工将被追究责任,公司将予以严厉处罚。
二、操作流程2.1 焊接前准备(1)确认焊接工件的种类和要求,准备好所需的焊接材料和设备;(2)检查焊接设备的状态,如电源是否接通、电焊机是否正常、电焊条是否饱满等;(3)穿戴好防护用具,包括焊衣、焊帽、焊手套、防护眼镜等;(4)准备好通风设备,确保焊接过程中有良好的通风;2.2 开始焊接(1)将焊条插入焊枪,点燃焊条,调整焊接电流和电压;(2)将焊枪对准焊接部位,开始进行焊接作业,焊接时要保持焊枪的角度和速度一致;(3)焊接完成后及时断开电源,关掉焊机,并将焊接设备进行整理和清洁;2.3 结束工作(1)将焊接设备归还到指定位置,保持焊接现场的整洁和安全;(2)填写焊接作业记录,记录焊工姓名、焊接时间、焊接工件等信息;(3)对焊接设备进行定期检查和维护,确保设备的正常运行。
总结:焊锡是一项需要高度注意安全的工艺,操作人员必须严格遵守规章制度和操作流程,确保焊接作业的安全和质量。
只有做到每一个细节都符合要求,才能保证焊接工作的顺利进行,避免事故的发生。
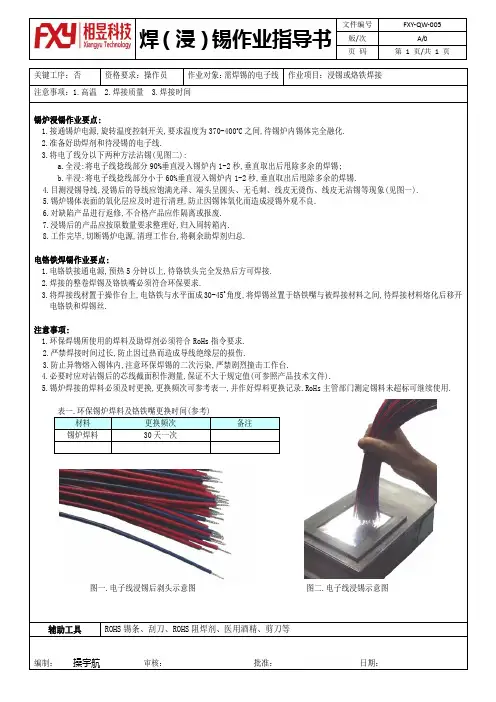
焊锡作业指导书一、背景焊锡是电子制造和维修过程中常见的焊接技术之一。
它广泛应用于电子产品、电路板和电缆的连接、修补和改装。
本指导书将介绍焊锡的基本知识、所需工具和操作步骤,帮助您正确并安全地进行焊锡作业。
二、所需工具和材料1. 焊锡台:用于加热焊锡的工作台,应具备稳定的温度控制和安全机制。
2. 焊锡笔或焊枪:用于加热焊锡并将其应用于连接部位。
3. 焊锡丝:用于提供焊锡材料,常见的规格为0.8mm至1.2mm。
4. 骨架支架:用于将待焊接的零件固定在工作台上。
5. 鼻子钳和剥线钳:用于固定电缆和剥去电缆绝缘层。
6. 放大镜或显微镜:用于查看并检查焊接细节。
7. 绝缘胶带:用于保护电缆和连接部位。
三、操作步骤1. 准备工作在进行焊锡作业前,请确保设备和工作区域安全。
检查焊锡台的电源和温度设置是否正确,确保操作过程中不会发生意外事故。
准备所需的工具和材料,并将其布置整齐。
2. 清洁连接部位如果待焊接的零件表面有污垢、氧化物或残留物,应先清洁。
可使用棉球蘸少量酒精或清洁剂轻轻擦拭,确保焊接处的表面光滑干净。
3. 固定工件使用骨架支架将待焊接的零件固定在工作台上,确保其稳定不会移动。
这有助于焊接的准确性和精确性。
4. 剥线和整理导线如果需要焊接电缆或导线,使用剥线钳剥去电缆绝缘层,露出足够的导线长度。
将导线按照需要的长度和形状整理好,以便进行焊接。
5. 加热焊锡笔或焊枪接通焊锡台的电源,并将焊锡笔或焊枪插入台座。
等待几分钟,让焊锡笔或焊枪预热至适全温度。
6. 焊接连接部位将预热好的焊锡笔或焊枪轻轻接触连接部位,使其受热。
热量将使焊锡熔化并覆盖连接部位。
确保焊锡涂覆均匀,并够多以提供良好的连接。
7. 冷却焊接部位在焊接完成后,等待焊接部位冷却。
不要用手触摸或移动焊接部位,以避免烫伤或损坏焊接结果。
8. 检查焊接结果使用放大镜或显微镜检查焊接结果。
焊锡应覆盖连接部位并与其紧密结合。
确保焊接点没有短路、松动或其他不良现象。

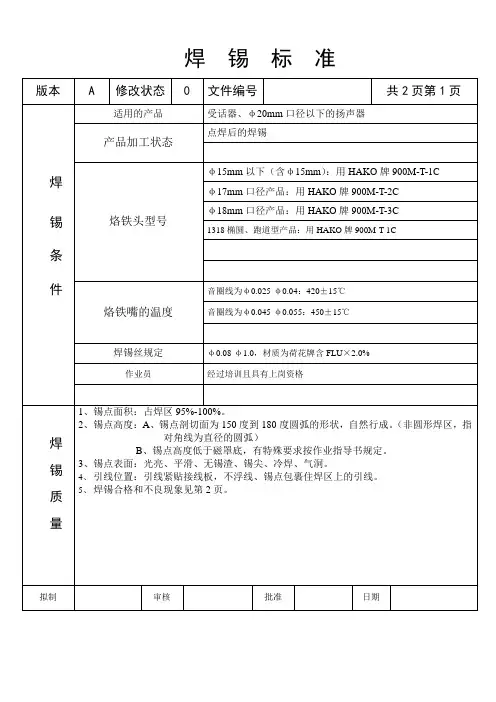
焊锡作业指引
1、准备工具:烙铁、海绵、锡渣盒,并把烙铁连接好电源,海绵清理并加水,随时准备清理烙铁。
2、仔细检查板卡是否有错位、浮高、反向等不良现象。
3、对检查发现的连锡、空焊、少锡、假焊等不良现象进行修补。
4、修补完毕的产品不能有:连锡、空焊、假焊、少锡拉尖、针孔、锡环、锡渣等不良现象。
5、对所有插装元件目检,对插装中出现的高件、漏件、元件破损、元件不到位、元件偏斜等不良现象进行修复,元件脚长在1.2mm-2.0mm之间。
6、修复完后,放入流水线,流入下一工序。
7、焊锡操作:将烙铁由烙铁架取出,并将烙铁头用海棉擦试干净。
8、把烙铁接近母材(被焊点)烙铁头接触在母材进行加热。
9、将焊锡丝送到烙铁头进行熔化,把烙铁头触在母材上溶化适量的焊锡。
10、溶化适量的焊锡后迅速停止焊锡的供应,当焊锡扩散到整个焊点范围时,将烙铁抽离,抽离时应注意速度与方向。
注意事项:
1、作业时必须佩戴静电环,并且接地良好。
2、有铅烙铁温度控制在:320度350度之间。
3、无铅烙铁温度控制在:360度—380度之间。
焊锡作业培训教材2008-02-23 12:45:45| 分类:质量管理| 标签:|字号大中小订阅[目的] :焊锡作业是产品制造工程里的一个关键作业工序,和产品的质量有很大关系.为确保产品质量,特制定此培训教材。
[适用范围] :此培训教材适用于一般的手工焊锡作业。
[必要条件] :1. 人员:从事焊锡作业人员必须经过上岗培训,经考试合格后(总分100分,80分或以上为合格)方可上岗作业,并且作业时要佩戴规定的焊锡员袖章。
每隔3个月实施再培训和相应的考试,要求同前所述;2. 电烙铁:根据生产工艺的要求(参照作业指导书) ,选用合适的电烙铁和烙铁头;3. 锡线:根据需要选择使用有铅或无铅锡线,使用之前组长和焊锡员要先确认是否为所要求的锡线,无误后方可使用;4. 助焊剂:金属表面必须有助焊剂;常用助焊剂为松香。
作用:1) 、除去金属表面的氧化膜;2) 、有表面张力,液化金属流动状态较好,分散均匀;5. 工具:烙铁架和湿润的清洗海绵或金属丝垫;6. 放置:焊锡只能放置在静止的操作台上作业,不能在流水联机操作;7. 通风:良好的排烟通风措施。
[作业方法] :1. 具体的电子线的勾线方式按照<作业指导书>实施;2. 将烙铁头的平面部接触到需要焊接的端子平面部分(焊接方向要以<作业指导书>为准),预热1~3秒(不同的焊接部品必要的预热时间会不同,可根据实际需要确定);3. 握住锡线先端5~10cm处使锡线接触到熔接部位,并使锡线溶化充分浸润地附着在端子上(熔化的锡线与端子保持同温2~4秒,以便溶化的锡线与端子充分焊接) ;4. 沿电烙铁中心轴线方向将烙铁头从端子焊接部位拉开,并让被焊接部位保持静止状态2~4秒,确定焊接部位充分冷却(冷却过程中连接的部品之间不应发生位移);5. 自检确认焊接效果;不良的焊锡要重新返工处理,直到确认为良品为止;6. 将烙铁头上多余的锡渣在清洗海绵或金属丝垫上除去;7. 重复以上操作。
文件编号保密等级类别版 本规范页 次5XXXXXXXX JINGSHUO ELECTRONIC CO.,LTD 一般焊锡作业规范A Page 7 of 9XXXXXXX电子有限公司JS-MW-0367多锡1、 如图(1)露出元件脚,锡面呈凹状OK。
2、 如图(2)焊锡包住元件脚,锡面呈凸状NG。
3、 如图(3)焊锡超过焊盘,NG。
4、 如图(4)焊锡完全包住了整个IC脚,NG.5、 如图(5)焊接直插元件:接触角(20°左右最好),a<90°OK.6、 如图(6)焊接(修正)SMT元件: a<90°OK.7、 双面板的元件面,从过孔流出的焊锡不能高出1mm。
8、 片状元件多锡,a≤1/2HOK。
但是在组装高度有规定的情况下,要以规定为准。
9、 电线焊料过多,不能辨认原有的轮廓,NG.。
1.如图(1)、(4)双面板锡孔孔径:W≤10%L。
2.如图(2)、(4)单面板锡孔孔径:W≤10%L,且孔的大小须在焊盘圆周的1/4以内。
3. 如图(3)贴装焊锡锡孔孔径:W<1/3L。
针孔铜箔与基板分离或断裂NG 。
8气泡 1.焊锡的流散性有效期,或焊接时间不够,有气泡在焊接点内部。
翘铜箔 图(1)图(2)图(3)图(4)图(5)图(6)图(7)图(8)图(9)图(1)图(2)图(3)图(4)文件编号保密等级类别版 本规范页 次8气泡接时间不够,有气泡在焊接点内部。
溅锡1、 如图(1)溅锡不允许,NG。
2、 如图(2)流入焊盘间,焊盘之间的空隙须大于间距的1/2,OK.XXXXXXX电子有限公司JS-MW-03XXXXXXXX JINGSHUO ELECTRONIC CO.,LTD 一般1. 如图(1)H<0.3mm(SMT)OK.2. 元件脚翘,但焊接良好OK 。
3. 如图(2)开关、排插浮高H<0.2mm OK。
4. 功率小(1W以下)、无特别指定的横卧元件(电阻、电容、二极管)浮起高度H<0.5mm OK。
PCBA焊锡作业标准及通用检验标准PCB(Printed Circuit Board)焊锡作业标准是指用于PCB焊接过程中的操作标准和要求。
通用检验标准是指对焊锡作业进行检验的标准和方法。
以下是PCB焊锡作业标准及通用检验标准的详细内容。
一、PCB焊锡作业标准1.焊锡前准备:(1)确认焊锡台的操作规范和安全操作要求。
(2)准备焊锡台所需的工具和材料,如焊锡站、焊锡锅、焊锡丝、镊子等。
(3)检查焊锡台的工作状态,确保温度、电源等参数正常。
2.焊锡:(1)根据焊接要求选择合适的焊锡丝,确认规格和型号是否正确。
(2)将焊锡丝插入焊锡锅中,使其均匀分布,并保持在适当的温度下。
(3)根据焊接要求,调整焊锡锅的温度,以确保焊锡的熔点适合焊接。
(4)将焊锡台置于稳定的桌面上,并调整焊锡锅和焊锡站的位置,使其便于操作。
(5)根据焊接板的连接需要,选择合适的焊锡方式,如点焊、波峰焊等。
(6)将焊锡台插入电源,开启电源,待焊锡锅温度达到预设温度时,即可进行焊锡作业。
3.焊锡操作:(1)根据焊接板的要求,将焊锡丝加热熔化,使其变为液态。
(2)将焊锡丝沿着焊接板的焊盘或焊脚上涂抹,确保焊锡覆盖完整且与焊盘或焊脚接触紧密。
(3)焊锡过程中,保持焊锡锅温度适宜,避免焊锡过热或过冷,影响焊接效果。
(4)焊锡完毕后,用镊子将焊锡丝修剪整齐,确保焊接部位平整、美观。
4.清洁和保养:(1)焊锡作业完成后,及时清洁焊锡台和焊锡锅,以防止焊锡残渣附着和污染。
(2)定期检查焊锡台和焊锡锅的工作状态,维护和保养设备,确保其正常运行。
1.外观检查:(1)检查焊接部位的焊锡覆盖是否均匀,焊接点和焊脚是否有无焊、短路等情况。
(2)检查焊接部位是否有焊渣、焊尖等残留物,以及焊接面是否平整、光滑。
2.尺寸检查:(1)测量焊接部位的焊盘或焊脚的尺寸是否符合设计要求。
(2)检查焊接部位的间距是否一致,焊点与焊点之间是否存在短路现象。
3.电性能检查:(1)使用万用表或特定仪器测量焊接点的电阻值,确认焊接是否牢固,导通性良好。
焊锡最恰当的量
焊锡最恰当的量取决于具体的焊接需求,以下是一些常用的参考:
1.对于常规的焊接作业,通常使用的焊锡量在15%-99.95%之间。
2.在手工焊接中,使用的管状焊锡丝内部已经装有由松香和活化剂制成的助焊剂,直径有0.5、0.8、1.0、…、5.0mm等多种规格,应使焊锡丝的直径略小于焊盘的直径。
3.在焊接电路板时,需要保证焊锡的用量适中。
焊锡太少会使焊接不牢固,焊锡过多则可能造成短路。
4.在焊接电子元件时,通常使用含铅量较高的焊锡,以增加流动性并提高焊接效果。
5.在无铅焊接中,为了满足环保要求,通常使用含锡量较高的焊锡。
总的来说,焊锡的用量要根据实际需求和情况进行调整,以获得最佳的焊接效果。
无鉛焊锡手焊接作業標準1.目的为确保手焊接的QCD而制定此標準。
2.適用範囲适用于日本実装、番禺实装的后工程和回流炉后修理工位。
3.内容1)使用烙铁WELLER WSD81(80)对于熱容量小的基板(FPC等)可用白光942。
2)烙铁头的选择因为焊锡的融点上昇了、浸润性差了,因此要求烙铁头的温度要高、但是又要考虑到部品的耐熱性和松香的耐熱性,所以不能提高設定温度,而只能通过提高加熱効率来弥补。
所以选择与部品和基板的接触面大的烙铁头很重要。
而且,焊接时,若是干的烙铁头,它的接触面很小,所以又要求必须先用焊锡将烙铁头先润湿。
3)使用焊锡和助焊剂①使用在一般的焊接中浸润性好的アルミットSR-34LFM48φ0.38~0.65②在容易起锡尖的地方(回流炉后修理工位等)要使用松香耐熱性能良好的ニホンゲンマNP303DHB-RMA3φ0.3~0.65③助焊剂要使用有濃度管理的L-354)使用烙铁头的温度①烙铁头的温度設定按QC工程图中的规定执行。
②没有规定的话,烙铁头的温度要在280℃~360℃的範囲内。
尽量选用大的烙铁头,设定温度设得低一些,这样的话,松香的劣化会少,作業性会好。
5)烙铁头的温度測定①烙铁头的温度測定要使用热敏电阻式测量仪。
如白光192等②在热敏电阻上加少量新鲜的焊锡、在热敏电阻和烙铁头都浸润的状態下测量。
6)烙铁头的氧化①使用无鉛焊锡的烙铁头容易氧化,因此在将烙铁头放回到焊台上时,一定要有焊锡在烙铁头上。
②对于已被氧化的烙铁头,可以使用活化剂(WELLER、烙铁头浸润復活剤)。
③若是WELLERWSD81的话,可以打开退进功能(不用的时候降到150℃)按住UP键的同时打开POWER”直到显示ON”为止。
具体可参照使用说明书。
4.参考影响烙铁加熱性能的項目1)发热管的発熱量(瓦数)发热量大的好2)熱検出位置离烙铁头近的好3)传到烙铁头的热量由加热管到烙铁头之间的距離、材質、粗细决定4)加热管的通電方法(软件)周期、電流値、通電時間5)从烙铁头传到部品・基板的伝熱量由烙铁头与基板・部品之间的接触面積决定*白光942的3)、2)、4)项比不上WELLER。
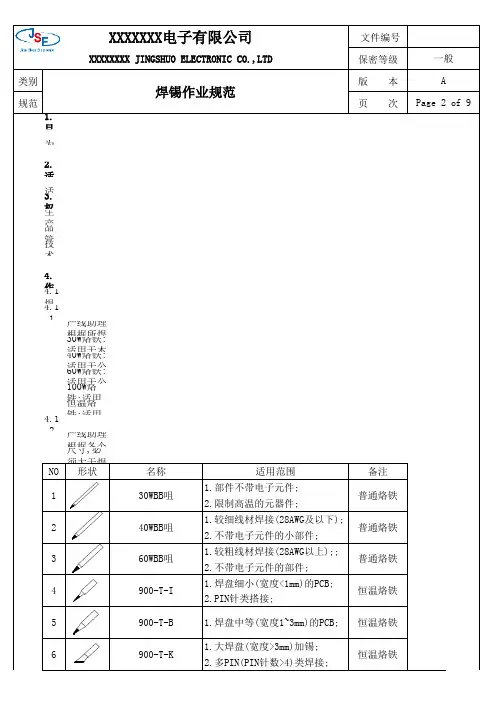
手工焊锡作业指导书编制/日期骆金刚/2015.10.10审核/日期批准/日期文件修订履历日期修订状态修改内容编写人审核人批准人2015.10.15 初版发行新制骆金刚、1.目的:规范生产线在手工焊接时的使用电烙铁作业及保养的正确性。
2.适用范围:焊接工站作业人员,在线维修及其他维修人员。
3.规范内容:3.1烙铁温度设置参数:序号元件类别烙铁温度(℃)(有铅)烙铁温度(℃)(无铅)焊接时间1 电阻、电容、电感360±20 380±20 5秒以内2 铜螺母330±20 350±20 5秒以内3 PCI插槽360±20 380±20 5秒以内4 晶振、三极管330±10 350±10 5秒以内5 排针360±20 380±20 5秒以内6 电源输出线420±20 440±20 3秒以内7 转换开关线420±20 440±20 3秒以内8 跳线360±20 380±20 5秒以内9 选择开关360±20 380±20 5秒以内10 IC/QFP 330±10 350±10 5秒以内11 插座360±20 380±20 5秒以内12 LED灯260±20 320±20 3秒以内3.2烙铁咀的选型序号元件类别选用类型烙铁咀示图1 焊接连接线,插件元件,IC管脚等尖咀2 SMD 小料,如0402的电阻电容、电感等特尖咀3 镍片,粗的连接线(φ>3mm)等扁咀4 软线路板等平咀5 屏蔽盖、滑动开关、排插、排线等三角咀3.3电烙铁使用操作步骤及注意事项:3.3.1焊接前的准备工作3.3.1.1 焊接前检查电源插头有无松脱、短路,电源连接线是否完好无损;3.3.1.2 检查烙铁咀有无氧化;3.3.1.3 检查烙铁保护套是否失效,如无问题,则将电烙铁电源接通预热;3.3.1.4 检查海绵是否有水,如无水则要加适量的水;3.3.1.5 待烙铁咀热后,在清洁的海绵上擦干净附在烙铁咀上的杂物;3.3.1.6 温度根据材料类型参照 3.1中温度设定表值设定温度值。