焊锡检查标准书
- 格式:xls
- 大小:421.00 KB
- 文档页数:3
1目的:为确保本公司产品符合焊锡性及焊锡耐热性,特定此作业指导书。
2范围:适用于产品新产品开发阶段、生产制品、出货批、故障分析及客户不良反应各阶段作业均适用之。
3权责:研究开发部:产品各项环境试验之相关资料提供。
品质工程部:产品各阶段之环境试验测试或委外测试。
4定义:略。
5作业内容:5.1作业范围:5.1.1新产品开发阶段:新产品在研究发展阶段,由研究开发部提供相关资料委托品质工程部进行各项测试,由品质工程课执行各项测试或委外测试,并将测试之结果以书面资料或测试报告回馈以供参考及改善依据。
5.1.2生(试)产制品:当产品在生(试)产中或完成时,依实际需求由品质保证课执行各项测试或委外测试以确保其品质及早发现问题,并将测试之结果以书面资料或测试报告回馈以供参考及改善依据。
5.1.3出货批:由品质保证课视需求对出货批成品执行本试验,以供出货品质判定与有关单位之改善依据。
5.1.4故障分析及客户不良反应:在生产过程中之故障品为利于追查原因及分析或客户反应不良情形涉及本试验时。
5.2抽样标准与室温条件:5.2.1本试验以成品单体为主,其试验成品单体抽样标准依【抽样作业标准书】中电气规格抽样作业标准或【设计验证程序作业标准书】之规定办理。
5.2.2室温条件:温度15℃~ 35℃,湿度25% ~ 75%,气压86 ~ 106 kPa(mbar)。
5.3焊锡试验( SOLDERING TEST):5.3.1锡槽焊锡或波焊试验(DIP OR WAVE SOLDERING)5.3.1.1测试条件:5.3.1.1.1锡温与测试时间:260℃± 5℃,10 ± 1 sec.。
5.3.1.1.2使用符合CNS2475与CNS11948焊锡及松香。
5.3.1.1.3成品单体置放于固定PCB测试。
5.3.1.2测试步骤与方法:5.3.1.2.1初期测定:试验前待测品须依各机种之【产品规格书】之规格检测,经测定为良品后方可进行试验。
第 1 页,共 27 页2002.10.01 生效 ST-S2-0010本基准使用(株)在田村制作所及有关公司的无铅焊锡,适用在生产的变压器等部品以及实 装产品的焊锡外观检查上。
本基准明确了变压器及实装产品的外观检查基准,目的是维持以及提高品质。
1. 安规、信赖性、提高品质的各个观点即使脱离本基准也可以。
(但是,脱离本基准的场合下要个别指定)①焊锡的光泽不强烈。
②锡裂现象很少见。
5.01 焊锡不良1.适用范围2.目的3.相关规格4.品质等级a)带引脚的部品2.本基准和有铅焊锡(SNPB)使用时相同, 不同点是:5.外观检查基准的内容、注意点以下是无铅焊锡的焊锡外观检查基准。
第 2 页,共 27 页编号项目等级5.01 焊锡不良编号项目等级2)在印刷基板的板厚以下,焊锡凹下的 场合为NG。
(实装面及回路面的两面)链 锡AA 回路之间由于焊锡或者引线产生 短路的情况下为NG,另外设计上 回路接续较为清楚的场合下是OK.23松动略 图品质判定基准1未焊锡A应该焊锡的位置未上锡的场合下为NG.另外,一部分未焊上锡的场合下属于 [锡少]的NG.未融着焊锡引线,只附着回路的场 合或未融着焊锡回路,只附着引线 的场合为NG.A从焊锡面不能确认引线的轮廓时为NG。
1)引线或焊盘的底部露出来时为 NG。
略 图AA品质判定基准2)锡未将引线充分的覆盖,引线有1/2 以上露出,未露出末端的场合为NG。
3)回路孔径的轮廓能看到的场合为NG。
1)引线或焊盘的底部露出的场合为NG。
4锡少(1)单面坐的弯曲实装(2)通孔坐的弯曲实装a)带引脚的部品第 3 页,共 27 页5.01 焊锡不良编号项目等级A锡过多(1)单面坐的弯曲实装(2)通孔坐的弯曲实装45A锡少(3) 通孔坐的直线实装(4)通孔坐的直线实装略 图品质判定基准1)在插入引线的焊盘上伞状的形成必须要是焊盘圆周的2/3以上.如果未形成圆周的1/3以上为NG.但是引脚前端面的底部露出的是OK的.引线未插入的不包括在内.2)因引线的氧化等未形成伞状的场合下称为NG。
焊锡检验标准焊锡是一种常用的焊接材料,广泛应用于电子、电器、通讯等行业。
为了确保焊接质量和产品可靠性,制定了一系列的焊锡检验标准,以保证焊接质量符合要求。
本文将对焊锡检验标准进行详细介绍,以便广大从业人员了解和掌握。
一、外观检验。
焊锡外观应无氧化、杂质、裂纹等缺陷,表面应光亮平整。
在外观检验中,应对焊锡进行目测检查和显微镜检查,以确保焊锡表面无缺陷。
二、化学成分检验。
焊锡的化学成分应符合国家标准或行业标准要求,主要包括铅含量、锡含量、铜含量等。
通过化学成分检验,可以确定焊锡的成分是否符合要求,以保证焊接质量和产品性能。
三、焊接性能检验。
焊锡的焊接性能是其重要的检验指标之一,主要包括润湿性、焊接强度、耐热性等。
润湿性是指焊锡在焊接过程中能否均匀润湿焊接表面,焊接强度是指焊点的牢固程度,耐热性是指焊锡在高温环境下的性能表现。
通过焊接性能检验,可以评估焊锡的实际应用性能。
四、环境适应性检验。
焊锡在实际应用中可能会受到不同的环境条件影响,因此需要进行环境适应性检验。
主要包括耐腐蚀性、耐湿热性、耐震动性等。
环境适应性检验可以评估焊锡在不同环境条件下的稳定性和可靠性。
五、包装标识检验。
焊锡的包装标识应符合国家标准或行业标准要求,主要包括产品型号、生产日期、质量等级、生产厂家等信息。
包装标识检验可以确保焊锡产品的合法合规性,以及方便产品追溯和管理。
综上所述,焊锡检验标准是保证焊接质量和产品可靠性的重要手段,通过外观检验、化学成分检验、焊接性能检验、环境适应性检验、包装标识检验等多方面的检验,可以全面评估焊锡的质量和性能。
希望广大从业人员能够严格按照标准要求进行检验,确保焊接质量,提升产品可靠性,为行业发展贡献力量。
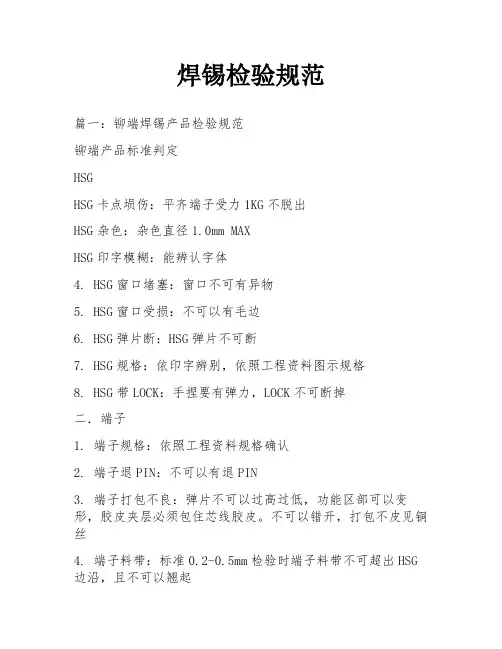
焊锡检验规范篇一:铆端焊锡产品检验规范铆端产品标准判定HSGHSG卡点埙伤:平齐端子受力1KG不脱出HSG杂色:杂色直径1.0mm MAXHSG印字模糊:能辨认字体4. HSG窗口堵塞:窗口不可有异物5. HSG窗口受损:不可以有毛边6. HSG弹片断:HSG弹片不可断7. HSG规格:依印字辨别,依照工程资料图示规格8. HSG带LOCK:手捏要有弹力,LOCK不可断掉二.端子1. 端子规格:依照工程资料规格确认2. 端子退PIN:不可以有退PIN3. 端子打包不良:弹片不可以过高过低,功能区部可以变形,胶皮夹层必须包住芯线胶皮。
不可以错开,打包不皮见铜丝4. 端子料带:标准0.2-0.5mm检验时端子料带不可超出HSG 边沿,且不可以翘起5. 地端:地端料带1.0mmMAX 端子不可以刮伤见铜,铜丝不可以伸入功能区端子不可以变形,扭曲6. 端子翘PIN:检验时竖看端子不可以超出HSG胶芯面三.芯线1. 芯线紧绷:左右弯折芯线不可以单根或者单对线受力紧绷2. 芯线破皮:芯线破皮不可以见铜丝3. 芯线烫伤(烘伤):芯线不可以粘连在一起,分开不可破在皮(若芯线外露,不可以有撕开之痕迹)4. 芯线规格:依工程资料核对线材印字,AWG数来区分规格5. 搭接芯线:必须是同规格颜色做搭接,且LVDS线1条线最多只可以搭接2根芯线,并要穿烘TUBE不可以四.TUBE1. TUBE规格:依照工程资料确认TUBE印字规格2. 烘TUBE品质: (1)TUBE要烘紧,不可有喇叭口,尺寸要符合(2)TUBE不可以刺破(3)TUBE不可以扭曲起皱五.中剥1. 尺寸:必须符合SOP要求2. 编织:(1)裸露在外:编制不可以整股断,编织松散不可以见铝箔在内:最多只能断一股(2)编织不可以氧化发黑六.标签1.印字内容:印字要清晰,不能模糊,内容要与SOP一致2.日期标签:LVDS产品必须是当日生产日期;周期标签为±1周七.线径1.印字:线径印字与工程资料一致,不可印字模糊2.线径不能烫伤,破皮见编织,刮伤,鼓包,颗粒八.胶布1. 不可以错开1mm MAX2. 导电布不可以发黄3. 接口要在HSG背面,要平齐不能错开九.打UV胶1.胶不可以过多,高于HSG平面,必须包住芯线2-3mm2.不可以漏打胶3.胶不可以沾在PIN针及HSG上4.端子上面不可以有绞丝十.扎带品质1.扎带外露1mm MAX不可以刮手2.扎带颜色,规格依照工程资料要求,不可以有色差及杂色十一.夹片1. 针对铜材质夹片可使用治具压,铁材质不可使用治具必须用手压2. 夹片旋钮60度MAX,且错开1mmMAX3. 方向依照资料要求一.什么叫焊锡?焊锡:通过锡丝加热到一定温度时把铜线与连接头接在一起两种原物料经过锡丝加热液化后连接在一起二.焊线所用工具及原物料是什么?焊锡所用的工具是:焊锡机,烙铁,烙铁头,烙铁架,锡丝,海绵焊锡所用的原物料是:线材,连接器三.焊锡规范及作业流程:1)烙铁:220V-240v60W 焊锡温度:380±30℃2)焊接时间1-1.5”3)冷却时间为0.1”4)线材:去皮,长度为1.5-2.0㎜5)胶皮后缩0.5㎜最大6)焊接:锡点要光滑,完整四.焊锡前所做动作:1)分线并排好线位2)焊锡前先把铜丝扭成一股3 )需要TUBE的先套上套管后在焊锡五.焊锡有哪几种不良?是怎么样造成的?1.错位:1)未对SOP线位图记清楚2)疏忽2.冷焊:1)温度不够2)烙铁尖有杂物3.假焊:焊线时间不够4.空焊:1)锡点在表面没有与PIN位接触2)锡量不足送锡时间或者锡丝长度不够5.锡点过大或者过小:是锡量过多或者过少造成6.锡尖:焊锡烙铁温度不够或者焊锡时间过长7.锡渣:PIN与PIN之间有杂物造成或者多次重焊8.胶皮后缩:铜丝剥的太长,焊锡时烫到胶皮,焊锡时间太长9.铜丝分差:铜丝未理顺或者铜丝未完全放入杯口六.焊锡自检项目:1.检查CONN,锡丝是否符合SOP要求2.检查铜丝有无剥伤剥断现象3.自己的每个焊点是否(转载于: 小龙文档网:焊锡检验规范)符合标准4.焊后有无芯线打绞篇二:焊锡检验规范HYX-WI085批准:审核:编写:批准:审核:编写:。
焊锡检验标准焊锡是一种常见的焊接材料,被广泛应用于电子、通讯、汽车、航空航天等行业。
为了确保焊接质量,保障产品的可靠性和安全性,制定了一系列的焊锡检验标准。
本文将介绍焊锡检验标准的相关内容,以便广大从业人员更好地了解和遵守相关规定。
一、外观检验。
焊锡外观检验是焊锡质量检验的重要环节之一。
焊锡应呈现出光亮、均匀、无氧化、无杂质的外观。
检验时应将焊锡样品置于光线充足的环境下,通过肉眼观察外观是否符合标准要求。
二、化学成分检验。
焊锡的化学成分直接影响其焊接性能和稳定性。
化学成分检验通常包括成分分析、杂质含量等项目,以确保焊锡符合相关标准要求。
常见的化学成分检验方法包括X射线荧光光谱分析、电子探针分析等。
三、焊接性能检验。
焊接性能是评价焊锡质量的重要指标之一。
焊接性能检验包括焊接强度、焊接温度范围、焊接后的金属结构等项目。
通过拉力试验、冲击试验、扭曲试验等方法,检验焊锡的焊接性能是否符合标准要求。
四、环境适应性检验。
焊锡在不同环境条件下的性能稳定性是焊锡检验的重要内容之一。
环境适应性检验包括耐热性、耐腐蚀性、耐湿热性等项目。
通过热老化试验、盐雾试验、湿热循环试验等方法,检验焊锡在不同环境条件下的性能表现。
五、包装标识检验。
焊锡产品在包装标识上应明确标注产品名称、规格型号、生产日期、质量等级、生产厂家等信息。
包装标识检验主要是检验包装是否完好、标识是否清晰、内容是否准确等,以确保产品在运输、储存过程中不受损坏,并保障产品质量的可追溯性。
六、其他特殊检验。
根据具体产品的特点和应用领域,还可以进行一些特殊的检验项目,如焊锡在特定温度下的熔点检验、特殊环境下的耐热性检验等。
这些特殊检验项目的目的是确保焊锡在特定条件下的性能符合要求。
总结。
焊锡检验标准是保障焊接质量和产品可靠性的重要保障。
通过严格按照相关标准进行检验,可以有效提升焊锡产品的质量和稳定性,为各行业的生产和应用提供可靠的保障。
希望广大从业人员能够加强对焊锡检验标准的学习和理解,做好相关工作,为行业发展和产品质量提升贡献自己的力量。
尊敬的领导:您好!我怀着沉重的心情,就近期发生的焊锡事故向您递交这份检讨书。
在此,我对我因操作不当导致的焊锡事故表示深深的歉意,并对由此给公司带来的损失和影响表示诚挚的歉意。
一、事故经过近日,我在进行焊接作业时,由于对焊接工艺的不熟悉,以及对安全操作规程的忽视,导致焊锡过量,造成产品表面出现烧焦、起泡等缺陷。
这一失误使得一批产品无法满足客户要求,不得不进行返工处理,给公司造成了不必要的经济损失。
二、事故原因分析1. 对焊接工艺掌握不熟练:我在焊接过程中,未能严格按照操作规程进行,对焊接参数的设置和调整不够精准,导致焊锡过量。
2. 安全意识淡薄:在作业过程中,我对安全操作规程的重要性认识不足,未能严格遵守,存在侥幸心理,从而导致事故发生。
3. 缺乏经验:作为一名新员工,我在工作中缺乏经验,对焊锡作业的细节把握不够,未能及时发现问题,导致事故发生。
三、整改措施1. 提高焊接技能:我将加强焊接工艺的学习,熟练掌握焊接参数的设置和调整,提高焊接质量。
2. 强化安全意识:我将认真学习安全操作规程,提高安全意识,严格遵守操作规程,确保安全生产。
3. 积累工作经验:我将虚心向有经验的同事请教,积累工作经验,提高自己的业务水平。
4. 加强自我检查:在今后的工作中,我将加强自我检查,及时发现并解决问题,确保产品质量。
四、反思与承诺此次事故使我深刻认识到自己在工作中的不足,我将以此为鉴,认真反思,努力提高自己的业务水平。
在此,我郑重承诺:1. 严格遵守公司各项规章制度,确保安全生产。
2. 认真学习,提高自己的焊接技能,为公司创造更多价值。
3. 时刻保持警惕,确保产品质量,为公司赢得客户信任。
请领导对我严肃处理,给予我改过的机会。
我将以此次事故为鉴,严格要求自己,为公司的发展贡献自己的力量。
谨此检讨!检讨人:[姓名]日期:[年月日]。
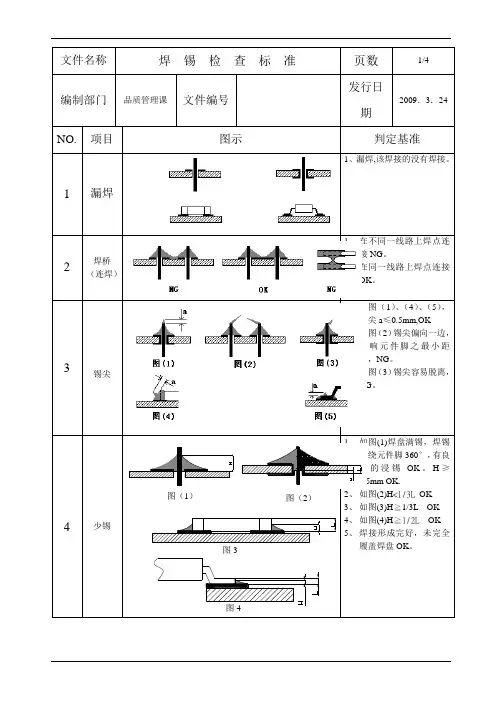
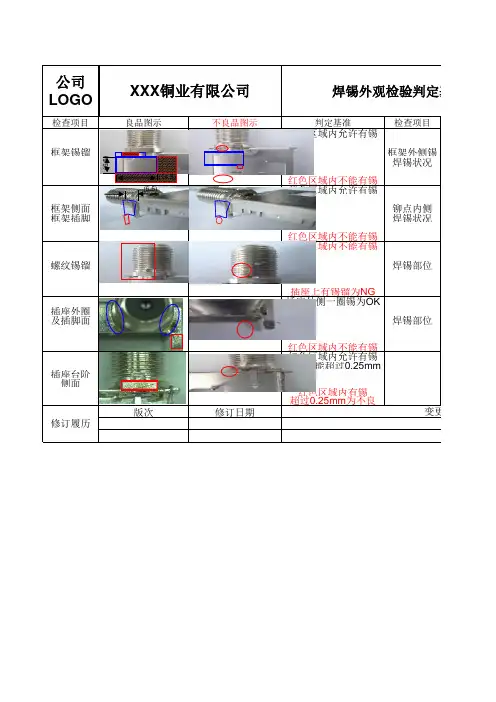
图(2)文件名称 焊 锡 检 查 标 准页数1/4编制部门 品质管理课文件编号发行日期2009.3.24NO. 项目图示判定基准1 漏焊1、漏焊,该焊接的没有焊接。
2焊桥(连焊)1、 在不同一线路上焊点连接NG 。
2、 在同一线路上焊点连接OK 。
3锡尖1、 如图(1)、(4)、(5),锡尖a ≤0.5mm,OK 2、 如图(2)锡尖偏向一边,影响元件脚之最小距离,NG 。
3、 如图(3)锡尖容易脱离,NG 。
4少锡1、 如图(1)焊盘满锡,焊锡围绕元件脚360°,有良好的浸锡OK 。
H ≥0.5mm OK. 2、 如图(2)H <1/3L OK 3、 如图(3)H ≧1/3L OK4、 如图(4)H ≧1/2L OK5、 焊接形成完好,未完全履盖焊盘OK 。
图(1) 图3图4图(6) 5多锡1、 如图(1)露出元件脚,锡面呈凹状OK 。
2、 如图(2)焊锡包住元件脚,锡面呈凸状NG 。
3、 如图(3)焊锡超过焊盘,NG 。
4、 如图(4)焊锡完全包住了整个IC 脚,NG.5、 如图(5)焊接直插元件:接触角(20°左右最好),a <90°OK. 6、 如图(6)焊接(修正)SMT元件: a <90°OK.7、双面板的元件面,从过孔流出的焊锡不能高出1mm 。
8、片状元件多锡,a ≤1/2HOK 。
但是在组装高度有规定的情况下,要以规定为准。
9、电线焊料过多,不能辨认原有的轮廓,NG.。
6焊锡面有锡孔1.如图(1)、(4)双面板锡孔孔径:W ≤10%L 。
2.如图(2)、(4)单面板锡孔孔径:W ≤10%L ,且孔的大小须在焊盘圆周的1/4以内。
3. 如图(3)贴装焊锡锡孔孔径: W <1/3L 。
7焊盘 剥离焊盘剥离NG 。
图(1)图(2)图(3)图(4)图(5)图(7)图(1)图(2)图(3)图(8)图(4)图(9)8贴装不良元件1、如图(1)H≤1/3L ,OK2、如图(2)H≤1/3L, OK3、如图(3)H≥1/2L, OK4、如图(4)H≤1/3 L,OK5、如图(5)H1≤1/3LH2≥1/3L 6、如图(6)引脚纵向错位,引脚的脚尖探出焊盘的边缘,NG.9 溅锡1、如图(1)溅锡不允许,NG。
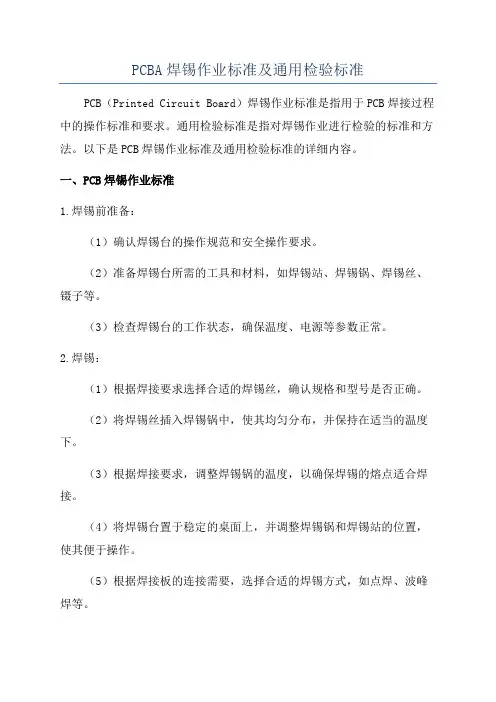
PCBA焊锡作业标准及通用检验标准PCB(Printed Circuit Board)焊锡作业标准是指用于PCB焊接过程中的操作标准和要求。
通用检验标准是指对焊锡作业进行检验的标准和方法。
以下是PCB焊锡作业标准及通用检验标准的详细内容。
一、PCB焊锡作业标准1.焊锡前准备:(1)确认焊锡台的操作规范和安全操作要求。
(2)准备焊锡台所需的工具和材料,如焊锡站、焊锡锅、焊锡丝、镊子等。
(3)检查焊锡台的工作状态,确保温度、电源等参数正常。
2.焊锡:(1)根据焊接要求选择合适的焊锡丝,确认规格和型号是否正确。
(2)将焊锡丝插入焊锡锅中,使其均匀分布,并保持在适当的温度下。
(3)根据焊接要求,调整焊锡锅的温度,以确保焊锡的熔点适合焊接。
(4)将焊锡台置于稳定的桌面上,并调整焊锡锅和焊锡站的位置,使其便于操作。
(5)根据焊接板的连接需要,选择合适的焊锡方式,如点焊、波峰焊等。
(6)将焊锡台插入电源,开启电源,待焊锡锅温度达到预设温度时,即可进行焊锡作业。
3.焊锡操作:(1)根据焊接板的要求,将焊锡丝加热熔化,使其变为液态。
(2)将焊锡丝沿着焊接板的焊盘或焊脚上涂抹,确保焊锡覆盖完整且与焊盘或焊脚接触紧密。
(3)焊锡过程中,保持焊锡锅温度适宜,避免焊锡过热或过冷,影响焊接效果。
(4)焊锡完毕后,用镊子将焊锡丝修剪整齐,确保焊接部位平整、美观。
4.清洁和保养:(1)焊锡作业完成后,及时清洁焊锡台和焊锡锅,以防止焊锡残渣附着和污染。
(2)定期检查焊锡台和焊锡锅的工作状态,维护和保养设备,确保其正常运行。
1.外观检查:(1)检查焊接部位的焊锡覆盖是否均匀,焊接点和焊脚是否有无焊、短路等情况。
(2)检查焊接部位是否有焊渣、焊尖等残留物,以及焊接面是否平整、光滑。
2.尺寸检查:(1)测量焊接部位的焊盘或焊脚的尺寸是否符合设计要求。
(2)检查焊接部位的间距是否一致,焊点与焊点之间是否存在短路现象。
3.电性能检查:(1)使用万用表或特定仪器测量焊接点的电阻值,确认焊接是否牢固,导通性良好。
图(2)文件名称 焊 锡 检 查 标 准页数1/4 编制部门 品质管理课文件编号发行日期2009.3.24NO.项目图示判定基准1 漏焊1、漏焊,该焊接的没有焊接。
2焊桥 (连焊)1、 在不同一线路上焊点连接NG 。
2、 在同一线路上焊点连接OK 。
3锡尖1、 如图(1)、(4)、(5),锡尖a ≤0.5mm,OK2、 如图(2)锡尖偏向一边,影响元件脚之最小距离,NG 。
3、 如图(3)锡尖容易脱离,NG 。
4少锡1、 如图(1)焊盘满锡,焊锡围绕元件脚360°,有良好的浸锡OK 。
H ≥0.5mm OK.2、 如图(2)H <1/3L OK3、 如图(3)H ≧1/3L OK4、 如图(4)H ≧1/2L OK5、 焊接形成完好,未完全履盖焊盘OK 。
图(1) 图3图4图(6)文件名称 焊 锡 检 查 标 准页数2/4 编制部门品质管理课文件编号发行日期2009.3.245多锡1、 如图(1)露出元件脚,锡面呈凹状OK 。
2、 如图(2)焊锡包住元件脚,锡面呈凸状NG 。
3、 如图(3)焊锡超过焊盘,NG 。
4、 如图(4)焊锡完全包住了整个IC 脚,NG .5、 如图(5)焊接直插元件:接触角(20°左右最好),a <90°OK.6、 如图(6)焊接(修正)SMT元件: a <90°OK.7、双面板的元件面,从过孔流出的焊锡不能高出1mm 。
8、片状元件多锡,a ≤1/2HOK 。
但是在组装高度有规定的情况下,要以规定为准。
9、电线焊料过多,不能辨认原有的轮廓,NG .。
6焊锡面有锡孔1.如图(1)、(4)双面板锡孔孔径:W ≤10%L 。
2.如图(2)、(4)单面板锡孔孔径:W ≤10%L ,且孔的大小须在焊盘圆周的1/4以内。
3. 如图(3)贴装焊锡锡孔孔径: W <1/3L 。
图(1)图(2)图(3)图(4)图(5)图(7)图(1)图(2)图(3) 图(8)图(4)图(9)文件名称焊锡检查标准页数3/4编制部门品质管理课文件编号发行日期2009.3.24 7焊盘剥离焊盘剥离NG。
批准焊锡丝、焊锡条检验标准文件编号审核2修改状态审核1编制制(修)订日期检验项目检验要求检验工具不良等级抽样方式判定包装1、包装无破损。
2、外包装标识清晰、整洁、无错误。
3、包装箱上标识型号、数量、生产日期(生产批号)标识。
目视 A 每包Ac=0Re=1规格型号实物上标识、包装标签上的规格型号与ERP单上的规格型号一致。
目视 A 每卷Ac=0Re=1外观表面光滑、清洁,不应有裂纹、杂质等。
目视 A 每卷Ac=0 Re=1尺寸及允许偏差直径 mm 允许偏差 mm0.50.81.01.2±0.03±0.05±0.10±0.10需要按照不同品牌、厂家的实际情况进行检查。
游标卡尺 A N=10cmAc=0Re=1成分1、含铅焊锡:Sn63Pb37、Sn60Pb40;2、无铅焊锡:Sn99.3Cu0.7出厂检验报告材质报告委外测试A出厂检验报告/批次材质报告、委外测试/季度Ac=0Re=1助焊剂含量焊锡丝:1.8%~2.5%。
材质报告 A外标识材质报告/季度Ac=0Re=1重量实际重量不低于所标重量的99.5%。
电子秤 A 2卷/包Ac=0 Re=1实际使用情况1、焊锡丝:用电烙铁、不少于60cm的焊锡丝,以10cm长度截成6段,实际焊接,查看焊点效果良好,焊接过程中无焊锡飞溅、不易熔锡等现象,并且每段情况一致。
电烙铁 A不少于60cm的焊锡丝/2卷/包Ac=0Re=12、焊锡条:委托仪表事业部实际使用,溶解、焊接过程中焊点良好,无多余杂质等。
委托检验 A 实际使用无焊接不良现象。
Sheet 3/8Title:Soldering wire、Soldering barspecification and inspection standard图1 共晶无铅焊料熔化温度测量的温度----热效应曲线图5.3、锡线可焊性测试:将烙铁温度设置为380±5℃,用烙铁加适量焊锡在PCB裸板的焊点上焊接,焊接时间3~6秒。
焊点表面光洁,结晶细密,无针孔、麻点、焊料瘤,吃锡完整等,不能有焊料脱开或焊盘翘起造成虚焊、漏焊现象。
5.4、锡条可焊性测试:将锡条熔在锡炉内,并保持炉温260±5℃,将刷过助焊剂的PCB放在锡炉上焊接3~5S。
焊点表面光洁,结晶细密,无针孔、麻点、焊料瘤,吃锡完整等,不能有焊料脱开或焊盘翘起造成虚焊、漏焊现象。
5.5、锡线拉伸强度测试:在试样件两端处做标记,并将其用合适的夹具固定在万能电子实验机上。
以20mm/分钟的速度拉伸,记录试样件断裂时的拉力,计算出拉伸强度。
判定要求可参考承认书或工程图面。
5.6、锡条拉伸强度测试:将无铅焊料加工成哑铃状测试样件。
在试样件两端处做标记,并将其用合适的夹具固定在万能电子实验机上。
以20mm/分钟的速度拉伸,记录试样件断裂时的拉力,计算出拉伸强度。
判定要求可参考承认书或工程图面。
5.7、冷热冲击:温度:置于-55℃± 3℃,30分钟,再转换至标准大气条件10~15分钟,再转换到85℃± 2℃,30分钟,再转换至标准大气条件10~15分钟,转换时间:最久5分钟,暴露次数:5次.物品应置于标准大气条件中1~2小时后再进行测量动作,判断标准:外观无不良。
5.8、恒温恒湿:温度40±2℃,湿度80% - 100%,测试96H,测试后置于室温下1~2小时后测试其它项目,判断标准:外观无不良。
5.9、振动测试:将试验样品固定在振动台上做振动测试,振动条件:1.频率: 一分钟内变换10Hz – 55Hz – 10Hz)Sheet 5/8Title:Soldering wire、Soldering barspecification and inspection standardP=F/S--------------------------(1)a=(L1-L)/L×100--------------(2)其中:P-抗拉强度N/mm2F-试样件断裂时的拉力NS-试样件基准处的横截面积mm2a-延伸率%L1-试样件断裂时两段标记之间的距离mmL-试验前试样件两端标记之间的距离mm一组(3个)试样件抗拉强度和延伸率的算术平均值即为该无铅焊料的抗拉强度和延伸率。
1.适用范围:
铜排焊锡件;
2.检验目的:
焊接后的产品是否符合客户要求;
CRI(致命缺陷):AQL=0.01违反相关安规标准,对安全有影响者;
MAJ(主要缺陷):AQL=0.4属功能性缺陷,影响使用或装配;
MIN(次要缺陷):AQL=1.0属外观、包装轻微缺陷,不影响使用或装配。
No.
检
验项
检验标准
检验
方法
工具
检验水准备注
1
外
观
缺陷定义:
虚(假)焊:是指焊点表面没有充分镀上锡层,
焊件之间没有被锡固定住.其成因是焊件表面没
有清除干净或焊剂量用的太少所引起的.
夹生焊:是指锡未被充分熔化,焊件表面堆
积着粗糙的锡晶体,焊点的质量大为下降.其成因
是烙铁温度不够或焊锡加热时间不够引起的.
虚(假)焊使电路完全不通; 使焊点成为有接
触电阻的连接状态,从而使电路工作时噪声增加,
产生不稳定状态,电路工作状态时好时坏没有规
律,给电路维修带来很大困难.
外观标准
1.外观需均匀美观,焊锡需饱满,不能出现
针孔、漏焊、虚焊、假焊、锡少、锡多等不良现
象。
目测
C=0
AQL-
1.0
1.如有变
更将以最新
图纸进行检
测。
2.如有新
的外观要求
以最新版本
为准。
2
尺
寸
参照工程图纸卡尺
C=0
AQL=0.4。